1.本发明属于光学镜片制造技术领域,尤其涉及一种光学非球面柱面阵列镜片及其制备方法。
背景技术:
2.激光传感器目前的直线激光主要是通过激光光源准直后将准直光束聚焦到柱面镜片上,通过柱面镜片整形出光后形成一条直线光斑,直线激光广泛应用于医疗、工业、家装等行业。
3.传统的柱面镜片是通过研磨抛光等冷加工方式形成,加工时间长,而且冷加工出来均为单柱面镜片,无法加工出柱面阵列镜片,单柱面镜片在直线光斑实际均匀度以及直线度不能达到高精度应用场景的需求,可有效面只有单柱面的范围,从而使得应用场景只能用作单准直光斑整形线,最多可作用于单柱面宽度大小的光斑整形为线性光斑,现有的单柱面镜片剖面主要是球面,球面整形的光斑均匀度分散,一字线能量不集中,现有柱面阵列镜片因为冷加工具有球面加工的特性,两柱面之间的夹角技术要求需在0.2mm的宽度,冷加工加工不到该夹角位置,只能通过胶合粘贴的方式,将柱面与柱面进行排列,该方式缺点也较明显,由于是胶合的方式,胶水会影响激光的透光性,折射率发生偏转,从而引起线性光斑的均匀度不能达到要求,影响实际应用中的精确度。
技术实现要素:
4.本发明的目的就在于为了解决单柱面镜片在直线光斑实际均匀度,以及直线度不能达到高精度应用场景的需求,传统的多柱面镜片多以冷加工方式,死区位置较大,引起线性光斑的均匀度不能达到要求,影响光线能量分布和实际应用中的精确度等问题而提供一种光学非球面柱面阵列镜片及其制备方法。
5.本发明通过以下技术方案来实现上述目的:本发明提供的一种光学非球面柱面阵列镜片,包括底部镜片,所述底部镜片上表面设有若干柱面镜片,所述柱面镜片与所述底部镜片为一体,所述柱面镜片之间的距离小于0.2mm。
6.一种光学非球面柱面阵列镜片制备方法,包括以下步骤:
7.s1:材料选择:
8.模具材料采用超硬质高密合金钢,镜片材料采用无色光学玻璃;
9.s2:模具制造:
10.对s1步骤中的超硬质高密合金钢通过超精密加工中心制造出精密仿形模具,精密仿形模具柱面与柱面的死区位置宽度为0.2-0.3mm,表面粗糙度为0.2-0.3μm;
11.s3:模具磨削:
12.将s2步骤中得到的精密仿形模具浸泡在抛光液中使用抛光机对其柱面与柱面的死区位置进行仿形抛光得到成品精密仿形模具,抛光后的死区位置宽度为0.1-0.2mm,表面粗糙度为0.04-0.06μm;
13.s4:玻璃模压:
14.将s1步骤中无色光学玻璃在s3步骤中得到的成品精密仿形模具中以低氧高纯惰性气体状态下进行模压,模压温度为600-700℃,保压压力为10-15mpa;
15.s5:冷却成型:
16.对s4步骤中的成品精密仿形模具放入退火仓内降温得到初始镜片,降温速度为1℃/min;
17.s6:切边:
18.使用高能激光切边机对s5步骤中的初始镜片进行切边得到相应规格镜片,镜片尺寸精度为
±
0.02mm;
19.s7:镜片抛光:
20.使用抛光机对s6步骤中的镜片进行外形抛光,抛光转速为2000-3000r/min,抛光磨头为金刚石磨头;
21.s8:镜片检测:
22.对s7步骤中得到的镜片使用超精密轮廓仪检测尺寸,pv为1-3μm,表面粗糙度为0.03-0.07μm,死区宽度为0.15-0.25mm;
23.s9:镜片镀膜:
24.使用镀膜机对s8步骤中的镜片进行镀膜得到成品镜片。
25.进一步的,s1步骤中,超硬质高密合紧钢为碳化钨基合金,无色光学玻璃为轻火石玻璃,可以提高镜片加工质量和精度。
26.进一步的,s2步骤中,对精密仿形模具先进行淬火再进行回火处理,淬火温度为700-800℃,保温时间为20-30min,淬火介质为油,回火温度为500-600℃,保温时间为15-20min,回火介质为油,可以提高模具耐磨性和耐蚀性的同时也提高了塑性和韧性,还消除内应力,稳定了工件的尺寸。
27.进一步的,s3步骤中,对精密仿形模具依次使用砂轮、抛光皮和羊毛轮进行抛光,砂轮抛光转速为3000-4000r/min,抛光皮为聚氨酯,抛光皮抛光转速为1500-2500r/min,羊毛轮抛光速度为700-900r/min,可以保证降低加工误差,提高加工精度,保证模具成型区域的尺寸精度。
28.进一步的,s4步骤中,惰性气体为氩气,可以避免与高温状态下的玻璃反应,影响玻璃成型质量。
29.进一步的,s9步骤中,镀膜方法采用离子源真空镀膜,可以提高镀膜效果和质量。
30.一种光学非球面柱面阵列镜片用途:
31.成品镜片可以被放置在视觉组件、医疗组件和激光组件中,成品镜片被放置在视觉组件中,能够组成工业镜头等视觉装置,成品镜片被放置在医疗组件中能够组成医疗诊断装置。
32.有益效果:本发明工艺简单,操作方便,便于批量生产使用,通过对光学镜片材料在精密模具内高温高压下塑形,直接形成非球面柱面阵列镜片,无需冷加工,提高了加工效率,减少了加工时间,并且非球面柱面阵列镜片可以用在面光源整形、线光源整形,从而提升光源有效利用率,还可增大可作用光斑面积,也可做线面光斑,非球面柱面阵列镜片剖面为非球面排列而成,加工方式为精密模压制作,非球面表面可以将光束均匀整形,一字线光
斑能量分布均匀,这样的加工方法可以保证镜片死区宽度在0.2mm以内,大大缩小死区范围,能够保证能量分布均匀度更好,应用场景更精密。
附图说明
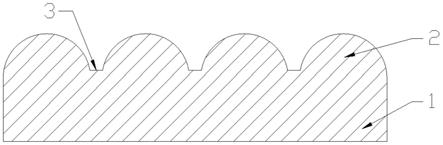
33.图1为本发明镜片结构示意图。
34.图中:1-底部镜片、2-柱面镜片、3-死区。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
37.实施例1:结合图1所示的一种光学非球面柱面阵列镜片,包括底部镜片1,所述底部镜片1上表面设有若干柱面镜片2,所述柱面镜片2与所述底部镜片1为一体,所述柱面镜片2之间的距离小于0.2mm。
38.一种光学非球面柱面阵列镜片制备方法,包括以下步骤:
39.s1:材料选择:
40.模具材料采用超硬质高密合金钢,镜片材料采用无色光学玻璃;
41.s2:模具制造:
42.对s1步骤中的超硬质高密合金钢通过超精密加工中心制造出精密仿形模具,精密仿形模具柱面与柱面的死区3位置宽度为0.2mm,表面粗糙度为0.2μm;
43.s3:模具磨削:
44.将s2步骤中得到的精密仿形模具浸泡在抛光液中使用抛光机对其柱面与柱面的死区位置进行仿形抛光得到成品精密仿形模具,抛光后的死区3位置宽度为0.1mm,表面粗糙度为0.04μm;
45.s4:玻璃模压:
46.将s1步骤中无色光学玻璃在s3步骤中得到的成品精密仿形模具中以低氧高纯惰性气体状态下进行模压,模压温度为600℃,保压压力为10mpa;
47.s5:冷却成型:
48.对s4步骤中的成品精密仿形模具放入退火仓内降温得到初始镜片,降温速度为1℃/min;
49.s6:切边:
50.使用高能激光切边机对s5步骤中的初始镜片进行切边得到相应规格镜片,镜片尺寸精度为
±
0.02mm;
51.s7:镜片抛光:
52.使用抛光机对s6步骤中的镜片进行外形抛光,抛光转速为2000r/min,抛光磨头为金刚石磨头;
53.s8:镜片检测:
54.对s7步骤中得到的镜片使用超精密轮廓仪检测尺寸,pv为1μm,表面粗糙度为0.03μm,死区3宽度为0.15mm;
55.s9:镜片镀膜:
56.使用镀膜机对s8步骤中的镜片进行镀膜得到成品镜片。
57.其中,s1步骤中,超硬质高密合紧钢为碳化钨基合金,无色光学玻璃为轻火石玻璃,可以提高镜片加工质量和精度,s2步骤中,对精密仿形模具先进行淬火再进行回火处理,淬火温度为700℃,保温时间为20min,淬火介质为油,回火温度为500℃,保温时间为15min,回火介质为油,可以提高模具耐磨性和耐蚀性的同时也提高了塑性和韧性,还消除内应力,稳定了工件的尺寸,s3步骤中,对精密仿形模具依次使用砂轮、抛光皮和羊毛轮进行抛光,砂轮抛光转速为3000r/min,抛光皮为聚氨酯,抛光皮抛光转速为1500r/min,羊毛轮抛光速度为700r/min,可以保证降低加工误差,提高加工精度,保证模具成型区域的尺寸精度,s4步骤中,惰性气体为氩气,可以避免与高温状态下的玻璃反应,影响玻璃成型质量,s9步骤中,镀膜方法采用离子源真空镀膜,可以提高镀膜效果和质量。
58.一种光学非球面柱面阵列镜片用途:
59.成品镜片可以被放置在视觉组件、医疗组件和激光组件中,成品镜片被放置在视觉组件中,能够组成工业镜头等视觉装置,成品镜片被放置在医疗组件中能够组成医疗诊断装置。
60.实施例2:一种光学非球面柱面阵列镜片,包括底部镜片1,所述底部镜片1上表面设有若干柱面镜片2,所述柱面镜片2与所述底部镜片1为一体,所述柱面镜片2之间的距离小于0.2mm。
61.一种光学非球面柱面阵列镜片制备方法,包括以下步骤:
62.s1:材料选择:
63.模具材料采用超硬质高密合金钢,镜片材料采用无色光学玻璃;
64.s2:模具制造:
65.对s1步骤中的超硬质高密合金钢通过超精密加工中心制造出精密仿形模具,精密仿形模具柱面与柱面的死区3位置宽度为0.25mm,表面粗糙度为0.25μm;
66.s3:模具磨削:
67.将s2步骤中得到的精密仿形模具浸泡在抛光液中使用抛光机对其柱面与柱面的死区位置进行仿形抛光得到成品精密仿形模具,抛光后的死区3位置宽度为0.15mm,表面粗糙度为0.05μm;
68.s4:玻璃模压:
69.将s1步骤中无色光学玻璃在s3步骤中得到的成品精密仿形模具中以低氧高纯惰性气体状态下进行模压,模压温度为650℃,保压压力为13mpa;
70.s5:冷却成型:
71.对s4步骤中的成品精密仿形模具放入退火仓内降温得到初始镜片,降温速度为1
℃/min;
72.s6:切边:
73.使用高能激光切边机对s5步骤中的初始镜片进行切边得到相应规格镜片,镜片尺寸精度为
±
0.02mm;
74.s7:镜片抛光:
75.使用抛光机对s6步骤中的镜片进行外形抛光,抛光转速为2500r/min,抛光磨头为金刚石磨头;
76.s8:镜片检测:
77.对s7步骤中得到的镜片使用超精密轮廓仪检测尺寸,pv为2μm,表面粗糙度为0.05μm,死区3宽度为0.2mm;
78.s9:镜片镀膜:
79.使用镀膜机对s8步骤中的镜片进行镀膜得到成品镜片。
80.其中,s1步骤中,超硬质高密合紧钢为碳化钨基合金,无色光学玻璃为轻火石玻璃,可以提高镜片加工质量和精度,s2步骤中,对精密仿形模具先进行淬火再进行回火处理,淬火温度为750℃,保温时间为25min,淬火介质为油,回火温度为550℃,保温时间为18min,回火介质为油,可以提高模具耐磨性和耐蚀性的同时也提高了塑性和韧性,还消除内应力,稳定了工件的尺寸,s3步骤中,对精密仿形模具依次使用砂轮、抛光皮和羊毛轮进行抛光,砂轮抛光转速为3500r/min,抛光皮为聚氨酯,抛光皮抛光转速为2000r/min,羊毛轮抛光速度为800r/min,可以保证降低加工误差,提高加工精度,保证模具成型区域的尺寸精度,s4步骤中,惰性气体为氩气,可以避免与高温状态下的玻璃反应,影响玻璃成型质量,s9步骤中,镀膜方法采用离子源真空镀膜,可以提高镀膜效果和质量。
81.一种光学非球面柱面阵列镜片用途:
82.成品镜片可以被放置在视觉组件、医疗组件和激光组件中,成品镜片被放置在视觉组件中,能够组成工业镜头等视觉装置,成品镜片被放置在医疗组件中能够组成医疗诊断装置。
83.实施例3:一种光学非球面柱面阵列镜片,包括底部镜片1,所述底部镜片1上表面设有若干柱面镜片2,所述柱面镜片2与所述底部镜片1为一体,所述柱面镜片2之间的距离小于0.2mm。
84.一种光学非球面柱面阵列镜片制备方法,包括以下步骤:
85.s1:材料选择:
86.模具材料采用超硬质高密合金钢,镜片材料采用无色光学玻璃;
87.s2:模具制造:
88.对s1步骤中的超硬质高密合金钢通过超精密加工中心制造出精密仿形模具,精密仿形模具柱面与柱面的死区3位置宽度为0.3mm,表面粗糙度为0.3μm;
89.s3:模具磨削:
90.将s2步骤中得到的精密仿形模具浸泡在抛光液中使用抛光机对其柱面与柱面的死区位置进行仿形抛光得到成品精密仿形模具,抛光后的死区3位置宽度为0.2mm,表面粗糙度为0.06μm;
91.s4:玻璃模压:
92.将s1步骤中无色光学玻璃在s3步骤中得到的成品精密仿形模具中以低氧高纯惰性气体状态下进行模压,模压温度为700℃,保压压力为15mpa;
93.s5:冷却成型:
94.对s4步骤中的成品精密仿形模具放入退火仓内降温得到初始镜片,降温速度为1℃/min;
95.s6:切边:
96.使用高能激光切边机对s5步骤中的初始镜片进行切边得到相应规格镜片,镜片尺寸精度为
±
0.02mm;
97.s7:镜片抛光:
98.使用抛光机对s6步骤中的镜片进行外形抛光,抛光转速为3000r/min,抛光磨头为金刚石磨头;
99.s8:镜片检测:
100.对s7步骤中得到的镜片使用超精密轮廓仪检测尺寸,pv为3μm,表面粗糙度为0.07μm,死区3宽度为0.25mm;
101.s9:镜片镀膜:
102.使用镀膜机对s8步骤中的镜片进行镀膜得到成品镜片。
103.其中,s1步骤中,超硬质高密合紧钢为碳化钨基合金,无色光学玻璃为轻火石玻璃,可以提高镜片加工质量和精度,s2步骤中,对精密仿形模具先进行淬火再进行回火处理,淬火温度为800℃,保温时间为30min,淬火介质为油,回火温度为600℃,保温时间为20min,回火介质为油,可以提高模具耐磨性和耐蚀性的同时也提高了塑性和韧性,还消除内应力,稳定了工件的尺寸,s3步骤中,对精密仿形模具依次使用砂轮、抛光皮和羊毛轮进行抛光,砂轮抛光转速为4000r/min,抛光皮为聚氨酯,抛光皮抛光转速为2500r/min,羊毛轮抛光速度为900r/min,可以保证降低加工误差,提高加工精度,保证模具成型区域的尺寸精度,s4步骤中,惰性气体为氩气,可以避免与高温状态下的玻璃反应,影响玻璃成型质量,s9步骤中,镀膜方法采用离子源真空镀膜,可以提高镀膜效果和质量。
104.一种光学非球面柱面阵列镜片用途:
105.成品镜片可以被放置在视觉组件、医疗组件和激光组件中,成品镜片被放置在视觉组件中,能够组成工业镜头等视觉装置,成品镜片被放置在医疗组件中能够组成医疗诊断装置
106.对比实施例一、实施例二和实施例三中的步骤s3,得表如下:
[0107] 死区宽度/mm表面粗糙度/μm实施例一0.10.04实施例二0.150.05实施例三0.20.06
[0108]
测量制得的产品死区宽度和pv值,发现实施例二效果最优。
[0109]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神.或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所
有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0110]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。