1.本技术涉及一种纤维素肠衣生产工艺,具体是一种生物基彩色条纹纤维素肠衣生产工艺。
背景技术:
2.纤维素肠衣是针对市场上对各种肠衣产品需求现状开发研制的一种高强度透气性肠衣,一种用高粘度粘胶经挤出喷头喷膜成型的一种筒状的纤维素膜,主要用于加工管式香肠,以作为区别不同种类的香肠的标识。使用纤维素肠衣制造的热狗肠、维也纳肠、法兰克福肠、萨拉米肠等西式香肠,口感好,价格低,在欧美及东南亚国家是广受欢迎的大众食品。
3.目前纤维素肠衣在大量生产时,在大量不同种类的肉肠生产过程中,容易出现混装、误装的情况,同时在快速剥皮的过程中,肠衣不能明显的分辨出是否剥皮完全。因此,针对上述问题提出一种生物基彩色条纹纤维素肠衣生产工艺。
技术实现要素:
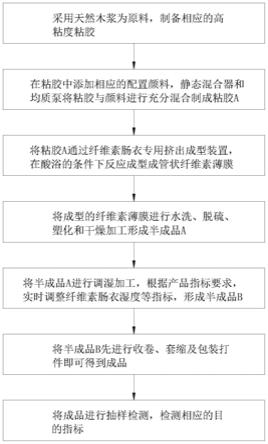
4.一种生物基彩色条纹纤维素肠衣生产工艺,所述生物基彩色条纹纤维素肠衣生产工艺包括如下步骤:
5.(1)采用天然木浆为原料,制备相应的高粘度粘胶a;
6.(2)采用食品级颜料,经过颜料配置工艺制备相应的添加颜料,
7.(3)从粘胶a中引流出部分粘胶,在粘胶中添加相应的配置好的颜料,通过静态混合器和均质泵等设备使部分粘胶a与颜料进行充分混合制成彩色粘胶b;
8.(4)将粘胶a通过纤维素肠衣专用挤出成型装置,将彩色粘胶b通过纤维素条纹专用挤出成型装置,使挤出的彩色条纹粘胶b附着在粘胶a表面的设定位置处,共同进入凝固浴中,在凝固浴的条件下反应成型成管状纤维素薄膜;
9.(5)将成型的彩色条纹纤维素管状薄膜进行水洗、脱硫、塑化、干燥、调湿和卷取等工序,根据产品指标要求,实时调整纤维素肠衣水分、甘油含量等指标,形成半成品a;
10.(6)将半成品a再进行套缩、封尾及包装打件即可得到成品;
11.(7)将成品进行抽样检测,检测相应的目的指标,检测合格后,确定为合格产品。
12.进一步地,所述步骤(1)中,采用天然棉浆作为原料,天然的棉浆可自然降解,绿色无污染,是一种绿色环保的包装材料,将天然的棉浆碱化、老化、磺化、熟成、溶解制得粘胶,制得的粘胶的工艺指标为温度25-35℃、粘度150秒以上、α纤维素含量为7.8%-9.5%。
13.根据权利要求2所述的一种生物基彩色条纹纤维素肠衣生产工艺,其特征在于:碱化棉浆时,采用相应的棉浆碱化机,棉浆碱化机的搅拌轴与搅拌盘能够快速固定的同时,也可快速将搅拌盘拆下,便于对内部进行清洁,避免出现碱化桶内壁附着的沉淀物导致的碱化效果不足,混进杂质等问题。
14.进一步地,所述步骤(2)中,在粘胶中添加相应的配置颜料,静态混合器和均质泵
将粘胶与颜料进行充分混合,以确保混合过程中无气泡产生且混合后的粘胶颜色符合要求,选用食品专用颜料,按照颜料:去离子水=1:30到1:5的不同配置工艺。
15.进一步地,所述步骤(3)中,将粘胶a通过纤维素肠衣专用挤出成型装置,将彩色粘胶b通过纤维素条纹专用挤出成型装置,使挤出的彩色条纹粘胶b附着在粘胶a表面的设定位置处,共同进入凝固浴中,在凝固浴的条件下反应成型成管状纤维素薄膜;
16.粘胶的温度范围通常在25-35℃,粘度在160秒以上,氨值为7.0-8.5,由喷头1挤出时的供胶压力为2-5巴,使用顶级的zenith泵对染料进行精确计量注入,保证色度、尺寸的均匀性,在在原有模头的基础上,加装生产条纹肠衣的配件,使得模头既可以生产条纹纤维素肠衣也可以生产透明纤维素肠衣,酸浴的工艺指标通常为温度35-43℃,硫酸浓度为110-180克/升,硫酸钠盐的浓度要求是250-390克/升。
17.进一步地,所述步骤(4)中,所述水洗使用的是软化水,温度范围在25-65℃,水洗用量为150-350l/min,:将水洗后的纤维素湿肠衣转入到脱硫槽进行脱硫,脱所用的脱硫剂是naoh,ph为7.0-9.0,通过化学反应除去残留的硫化物,温度控制在35-50℃。脱硫的水流速度通常为70-130l/min。
18.进一步地,所述步骤(4)中,干燥采用干燥机系统进行烘干处理,将预干燥后的纤维素肠衣通入干燥机系统,干燥机系统内通入可调节温度和风量的热风,纤维素肠衣在干燥系统通行中,通过热风逐步干燥,干燥系统分为三段,分为低温干燥区域,高温干燥区域和调湿区域,低温干燥时温度控制在55~75℃的温度,高温干燥时,温度控制在85~100℃,
19.出高温干燥后进入调湿系统,调湿系统根据自动检测设备对出干燥后的纤维素肠衣半成品进行调湿,调整肠衣干燥后的水分含量。温度控制在35-65℃,纤维素肠衣离开调湿系统时的水分指标范围是8%-13%,调湿系统的指标可以实时的调整,根据产品指标要求进行相应的调整,以上系统保证肠衣在通入干燥系统后到出调湿系统后,形成的半成品指标满足使用需求。前后用时在5分钟内。得到半成品a。
20.进一步地,所述步骤(6)中,采用肠衣收卷机对肠衣进行收卷,收卷机设置相应的计米器以及导向架,通过导向架可以使肠衣在收卷时不需要人工干预,降低了操作人员的劳动强度,通过计米器可以测量卷绕在收卷轮上的肠衣的长度,优化了肠衣收卷机的性能,使得肠衣的生产效率提高。
21.进一步地,所述步骤(7)中,对成品进行抽样检验,检验的指标有骨干、条纹数量、条纹颜色、厚度、厚度差、组成、爆破强度、水分、甘油含量、透水率以及口径长度等规格,检验合格即可完成全部工艺,对于检测不合格的批次,进行重复检验,依然不合格,即作为不合格品,不能出口销售,完全检测合格的产品才能作为合格品入库销售。
22.本技术的有益效果是:本技术在大量不同种类的肉肠生产过程中,可根据肠衣条纹颜色的不同进行明显的分类,防止混装、误装,在快速剥皮的过程中,可明显的分辨出是否剥皮完全,在快速、大量的生产中,条纹纤维素肠衣的优点明显。
附图说明
23.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可
以根据这些附图获得其它的附图。
24.图1为本技术流程图。
具体实施方式
25.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
26.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
27.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本技术及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
28.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。
29.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
30.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
31.实施例一:
32.一种生物基彩色条纹纤维素肠衣生产工艺,所述生物基彩色条纹纤维素肠衣生产工艺包括如下步骤:
33.(1)采用天然木浆为原料,制备相应的高粘度粘胶a;
34.(2)采用食品级颜料,经过颜料配置工艺制备相应的添加颜料,
35.(3)从粘胶a中引流出部分粘胶,在粘胶中添加相应的配置好的颜料,通过静态混合器和均质泵等设备使部分粘胶a与颜料进行充分混合制成彩色粘胶b;
36.(4)将粘胶a通过纤维素肠衣专用挤出成型装置,将彩色粘胶b通过纤维素条纹专用挤出成型装置,使挤出的彩色条纹粘胶b附着在粘胶a表面的设定位置处,共同进入凝固浴中,在凝固浴的条件下反应成型成管状纤维素薄膜;
37.(5)将成型的彩色条纹纤维素管状薄膜进行水洗、脱硫、塑化、干燥、调湿和卷取等
工序,根据产品指标要求,实时调整纤维素肠衣水分、甘油含量等指标,形成半成品a;
38.(6)将半成品a再进行套缩、封尾及包装打件即可得到成品;
39.(7)将成品进行抽样检测,检测相应的目的指标,检测合格后,确定为合格产品。
40.进一步地,所述步骤(1)中,采用天然棉浆作为原料,天然的棉浆可自然降解,绿色无污染,是一种绿色环保的包装材料,将天然的棉浆碱化、老化、磺化、熟成、溶解制得粘胶,制得的粘胶的工艺指标为温度25-35℃、粘度150秒以上、α纤维素含量为7.8%-9.5%。
41.根据权利要求2所述的一种生物基彩色条纹纤维素肠衣生产工艺,其特征在于:碱化棉浆时,采用相应的棉浆碱化机,棉浆碱化机的搅拌轴与搅拌盘能够快速固定的同时,也可快速将搅拌盘拆下,便于对内部进行清洁,避免出现碱化桶内壁附着的沉淀物导致的碱化效果不足,混进杂质等问题。
42.进一步地,所述步骤(2)中,在粘胶中添加相应的配置颜料,静态混合器和均质泵将粘胶与颜料进行充分混合,以确保混合过程中无气泡产生且混合后的粘胶颜色符合要求,选用食品专用颜料,按照颜料:去离子水=1:30到1:5的不同配置工艺。
43.进一步地,所述步骤(3)中,将粘胶a通过纤维素肠衣专用挤出成型装置,将彩色粘胶b通过纤维素条纹专用挤出成型装置,使挤出的彩色条纹粘胶b附着在粘胶a表面的设定位置处,共同进入凝固浴中,在凝固浴的条件下反应成型成管状纤维素薄膜;
44.粘胶的温度范围通常在25-35℃,粘度在160秒以上,氨值为7.0-8.5,由喷头1挤出时的供胶压力为2-5巴,使用顶级的zenith泵对染料进行精确计量注入,保证色度、尺寸的均匀性,在在原有模头的基础上,加装生产条纹肠衣的配件,使得模头既可以生产条纹纤维素肠衣也可以生产透明纤维素肠衣,酸浴的工艺指标通常为温度35-43℃,硫酸浓度为110-180克/升,硫酸钠盐的浓度要求是250-390克/升。
45.进一步地,所述步骤(4)中,所述水洗使用的是软化水,温度范围在25-65℃,水洗用量为150-350l/min,:将水洗后的纤维素湿肠衣转入到脱硫槽进行脱硫,脱所用的脱硫剂是naoh,ph为7.0-9.0,通过化学反应除去残留的硫化物,温度控制在35-50℃。脱硫的水流速度通常为70-130l/min。
46.进一步地,所述步骤(4)中,干燥采用干燥机系统进行烘干处理,将预干燥后的纤维素肠衣通入干燥机系统,干燥机系统内通入可调节温度和风量的热风,纤维素肠衣在干燥系统通行中,通过热风逐步干燥,干燥系统分为三段,分为低温干燥区域,高温干燥区域和调湿区域,低温干燥时温度控制在55~75℃的温度,高温干燥时,温度控制在85~100℃,
47.出高温干燥后进入调湿系统,调湿系统根据自动检测设备对出干燥后的纤维素肠衣半成品进行调湿,调整肠衣干燥后的水分含量。温度控制在35-65℃,纤维素肠衣离开调湿系统时的水分指标范围是8%-13%,调湿系统的指标可以实时的调整,根据产品指标要求进行相应的调整,以上系统保证肠衣在通入干燥系统后到出调湿系统后,形成的半成品指标满足使用需求。前后用时在5分钟内。得到半成品a。
48.进一步地,所述步骤(6)中,采用肠衣收卷机对肠衣进行收卷,收卷机设置相应的计米器以及导向架,通过导向架可以使肠衣在收卷时不需要人工干预,降低了操作人员的劳动强度,通过计米器可以测量卷绕在收卷轮上的肠衣的长度,优化了肠衣收卷机的性能,使得肠衣的生产效率提高。
49.进一步地,所述步骤(7)中,对成品进行抽样检验,检验的指标有骨干、条纹数量、
条纹颜色、厚度、厚度差、组成、爆破强度、水分、甘油含量、透水率以及口径长度等规格,检验合格即可完成全部工艺,对于检测不合格的批次,进行重复检验,依然不合格,即作为不合格品,不能出口销售,完全检测合格的产品才能作为合格品入库销售。
50.上述方法适用于生物基彩色条纹纤维素肠衣生产工艺。
51.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。