1.本发明属于农产品加工设备领域,特别是涉及一种用于生产高水分纯豌豆蛋白人造肉的双螺杆挤压设备。
背景技术:
2.高水分植物蛋白挤压纤维化技术是国际上新兴的蛋白质质构重组技术,利用该技术能够生产出纤维化程度高、食用方便、营养丰富,且具有动物蛋白质构特性的产品,可作为动物蛋白替代产品满足人们日常饮食及营养摄入的需要。高水分植物蛋白挤压纤维化技术主要是以大豆蛋白为主要原料(比重≥60%),并以其他谷物蛋白(花生蛋白、小麦蛋白、豌豆蛋白等)为辅料,采用先进的工艺技术及其螺杆挤压加工设备,将蛋白原料进行预混和调质处理后,喂入螺杆挤压设备进行纤维化重组,形成植物蛋白仿肉制品。该产品接近于肉的质感和纤维状态,并且多汁美味,相对于传统的豆制品具有更好的咀嚼感。该产品在国内尚属开发研究阶段,市场竞争压力小,预期获利空间巨大。
3.现有的用于生产高水分纤维化植物蛋白的螺杆挤压装备只适用于加工以大豆蛋白为主要原料的人造肉,而采用其他谷物蛋白为主要原料进行仿肉制品的加工,产品的纤维结构和质构特性较差。这是由于7s与11s球蛋白为大豆蛋白中主要成分,对大豆蛋白的加工特性具有重要影响,天然球状结构的大豆蛋白在挤压加工设备内部受到压力、温度、剪切力以及高水分的共同作用,维持蛋白结构的各种化学键发生变化,结构被破坏,并沿着物料流动方向定向展开,化学键重新交联,最后在设备头部的冷却出料端形成类似肌肉质地的纤维状产品。但是大豆蛋白中含有大豆寡聚糖和致敏因子,食用过程中会造成胃胀、反胃和过敏反应。因此,采用其他致敏性低的植物蛋白为原料来生产人造肉,不仅具有一定的必要性,而且市场前景较好,有一定的发展空间。
4.豌豆蛋白属于优质植物蛋白,与大豆不同,豌豆蛋白不含大豆寡聚糖和致敏因子,其比例完整,不会造成胃胀、反胃和过敏反应。所以,豌豆蛋白消化速率要高于传统的大豆蛋白、花生蛋白、小麦蛋白等。因此,豌豆蛋白作为制备仿肉制品的原料不仅不含有致敏因子,并且具备很多的营养作用和保健功效。但是由于豌豆的球蛋白含量较少,以豌豆蛋白为原料生产人造肉,其纤维结构和质构特性较差。因此,现有的用于生产高水分纤维化植物蛋白的螺杆挤压装备不适于加工以豌豆蛋白为主要原料的仿肉制品,这主要是由于其挤压设备的螺杆长径比较小,而且螺杆构型中的捏合块数量较少,豌豆蛋白原料不能得到充分剪切,从而导致豌豆蛋白原料挤压设备的套筒内的滞留时间少,同时豌豆蛋白中的球蛋白含量较少,影响其蛋白的加工特性,并且现有的螺杆挤压装备其冷却模头无法控制冷却温度,而且长度较短,使其不适合加工豌豆蛋白,使得在蛋白加工过程中不易形成纤维化结构,其产品品质较差。
技术实现要素:
5.本发明为了解决现有技术中的问题,提出一种用于生产高水分纯豌豆蛋白人造肉
的双螺杆挤压设备。
6.为实现上述目的,本发明采用以下技术方案:一种用于生产高水分纯豌豆蛋白人造肉的双螺杆挤压设备,它包括动力机构、冷却模头、螺杆、套筒和喂料器,所述动力机构与螺杆相连,通过动力机构驱动螺杆旋转,所述螺杆设置在套筒的内部,所述套筒上设置有多个温度分区,所述喂料器与套筒内部连通,所述套筒通过模头连接装置与冷却模头相连,所述螺杆的长径比大于或者等于40:1。
7.更进一步的,所述螺杆包括花键轴、大螺距双螺旋线输送螺纹、中螺距双螺旋线输送螺纹、小螺距双螺旋线输送螺纹、反向小螺距双螺旋线输送螺纹、阻流环和捏合块,所述大螺距双螺旋线输送螺纹、中螺距双螺旋线输送螺纹、小螺距双螺旋线输送螺纹、反向小螺距双螺旋线输送螺纹、阻流环和捏合块的内壁设有与花键轴上花键配合的键槽,通过键槽与花键轴相连。
8.更进一步的,所述螺杆的直径d=50mm,所述大螺距双螺旋线输送螺纹的长度为2d,所述中螺距双螺旋线输送螺纹的长度为1.5d,所述小螺距双螺旋线输送螺纹的长度为1d,所述反向小螺距双螺旋线输送螺纹的长度为0.5d,所述阻流环的长度为0.25d,所述捏合块的长度为1d。
9.更进一步的,所述螺杆包括喂料输送区、压缩混合区和熔融熟化区,所述喂料输送区包括8个大螺距双螺旋线输送螺纹、2个中螺距双螺旋线输送螺纹和1个小螺距双螺旋线输送螺纹;所述压缩混合区包括4个中螺距双螺旋线输送螺纹、4个小螺距双螺旋线输送螺纹、2个反向小螺距双螺旋线输送螺纹、2个阻流环和4个捏合块;所述熔融熟化区2个中螺距双螺旋线输送螺纹、1个反向小螺距双螺旋线输送螺纹、5个小螺距双螺旋线输送螺纹和2个捏合块。
10.更进一步的,所述捏合块由2-8个捏合片组成,每个捏合片之间的错列角为30
°
~90
°
。
11.更进一步的,所述螺杆的长径比为46:1。
12.更进一步的,所述螺杆与套筒的内壁间隙为0.5mm。
13.更进一步的,所述模头连接装置内部腔体结构为双孔导单孔,内壁表面进行渗氮处理,并且表面粗糙度ra小于等于1.6μm。
14.更进一步的,所述模头连接装置上部设置有压力传感器。
15.更进一步的,所述冷却模头的长度为螺杆直径d的6~12倍。
16.更进一步的,所述冷却模头内部设置有冷却水道,所述冷却模头与循环水冷却器相连。
17.更进一步的,所述冷却模头上端设置有上进水口和上出水口,所述冷却模头下端设置有下进水口和下出水口,所述上进水口和下进水口与循环水冷却器的出水端相连,所述上出水口和下出水口与循环水冷却器的回水端相连。
18.更进一步的,所述套筒共分为12节温度分区,分别为第一温度分区、第二温度分区、第三温度分区、第四温度分区、第五温度分区、第六温度分区、第七温度分区、第八温度分区、第九温度分区、第十温度分区、第十一温度分区和第十二温度分区,每节温度分区套筒的两端均通过法兰盘连接。
19.更进一步的,所述动力机构包括连接套、齿轮变速箱、联轴器和电机,所述电机的
动力输出轴通过联轴器与齿轮变速箱相连,所述齿轮变速箱的输出端与连接套相连,所述连接套与螺杆相连。
20.与现有技术相比,本发明的有益效果是:本发明解决了现有技术中双螺杆挤压设备在加工高水分纯豌豆蛋白人造肉时,螺杆长径比较小,螺杆构型中的捏合块数量较少,豌豆蛋白原料不能得到充分剪切,螺杆挤压装备其冷却模头无法控制冷却温度,而且长度较短等设计问题导致的豌豆蛋白加工过程中不易形成纤维化结构,其产品品质较差等问题。
21.本发明将现有的用于生产高水分纤维化植物蛋白的双螺杆挤压装备进行了改进,将螺杆长径比提高到46:1,采用积木组合式螺杆,改变螺杆构型,主要螺杆元件包括不同螺距的双螺旋线输送螺纹、捏合块、阻流环,总共6种螺杆元件。用上述螺杆元件重新组合螺杆,增加了反向双螺旋线输送螺纹、捏合块和阻流环的数量,增加了套筒的温度分区,将整个挤压设备的套筒变成12节温度分区,将模头连接装置的内部腔体加工成双孔导单孔的结构,腔体内壁表面进行渗氮处理,其内壁表面粗糙度ra等于0.8μm,冷却模头与循环水冷却器相连接,用于控制冷却模头的温度。
22.本发明将螺杆长径比提高到46:1,采用积木组合式螺杆,改变螺杆构型,主要螺杆元件包括不同螺距的双螺旋线输送螺纹、捏合块、阻流环,总共6种螺杆元件。用上述螺杆元件重新组合螺杆,增加了反向双螺旋线输送螺纹、捏合块和阻流环的数量,增加了套筒的温度分区,将整个挤压设备的套筒变成12节温度分区,将模头连接装置的内部腔体加工成双孔导单孔的结构,腔体内壁表面进行渗氮处理,其内壁表面粗糙度ra等于0.8μm,冷却模头与循环水冷却器相连接,用于控制冷却模头的温度。
23.为了验证本发明所做改进的效果,发明人对现有用于生产高水分植物蛋白人造肉的双螺杆挤压设备和本发明的双螺杆挤压设备的主要结构特征以及生产高水分纯豌豆蛋白人造肉的效果进行了比对。
24.现有的用于生产高水分植物蛋白人造肉的双螺杆挤压设备的螺杆的长径比较小,长径比为36:1,螺杆长度较短。由于螺杆较短,使其温度分区较少,而且挤压设备与冷却模头之间的模头连接装置内部结构为单孔圆锥形腔体,同时,冷却模头没有配上循环水冷却器对其进行温度控制。本发明提高螺杆长径比为46:1,用不同螺距的双螺旋线输送螺纹、阻流环和捏合块组合螺杆,增加了阻流环元件,并且增加了捏合块的数量,增加套筒的温度分区,将整个挤压设备套筒变成12节温度分区,改变了原有模头连接装置的内部结构,将单孔圆锥形腔体变成双孔导单孔的结构。
25.在相同原料相同的工艺条件下制备出的高水分纯豌豆蛋白人造肉,利用现有常用的双螺杆挤压设备制备的高水分纯豌豆蛋白人造肉存在纤维结构不明显、产品品质较差,结构不够细腻的问题。利用本发明的双螺杆挤压设备生产的高水分纯豌豆蛋白人造肉纤维结构明显,产品品质较好,结构细腻。
附图说明
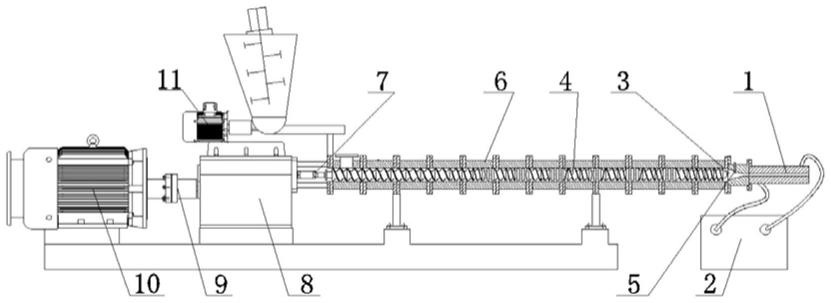
26.图1为本发明所述的一种用于生产高水分纯豌豆蛋白人造肉的双螺杆挤压设备结构示意图;
27.图2为本发明所述的螺杆构型平面结构示意图;
28.图3为本发明所述的套筒构型平面结构示意图;
29.图4为本发明所述的大螺距双螺旋线输送螺纹的平面结构示意图;
30.图5为本发明所述的中螺距双螺旋线输送螺纹的平面结构示意图;
31.图6为本发明所述的小螺距双螺旋线输送螺纹的平面结构示意图;
32.图7为本发明所述的反向小螺距双螺旋线输送螺纹的平面结构示意图;
33.图8为本发明所述的阻流环的平面结构示意图;
34.图9为本发明所述的捏合块的平面结构示意图;
35.图10为本发明所述的模头连接装置的平面结构示意图;
36.图11为本发明所述的冷却模头的立体结构示意图;
37.1-冷却模头,2-循环水冷却器,3-模头连接装置,4-螺杆,5-压力传感器,6-套筒,7-连接套,8-齿轮变速箱,9-联轴器,10-电机,11-喂料器,12-上进水口,13-下进水口,14-上出水口,15-下出水口,41-花键轴,42-大螺距双螺旋线输送螺纹,43-中螺距双螺旋线输送螺纹,44-小螺距双螺旋线输送螺纹,45-反向小螺距双螺旋线输送螺纹,46-阻流环,47-捏合块,601-第一温度分区,602-第二温度分区,603-第三温度分区,604-第四温度分区,605-第五温度分区,606-第六温度分区,607-第七温度分区,608-第八温度分区,609-第九温度分区,610-第十温度分区,611-第十一温度分区,612-第十二温度分区。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地阐述。
39.参见图1-11说明本实施方式,一种用于生产高水分纯豌豆蛋白人造肉的双螺杆挤压设备,它包括动力机构、冷却模头1、螺杆4、套筒6和喂料器11,动力机构与螺杆4相连,通过动力机构驱动螺杆4旋转,螺杆4设置在套筒6的内部,套筒6上设置有多个温度分区,喂料器11与套筒6内部连通,套筒6通过模头连接装置3与冷却模头1相连,螺杆4的长径比大于或者等于40:1。
40.螺杆4的长径比优选为40~50:1,本实施例的螺杆4的长径比为46:1。
41.实施例中的螺杆4包括花键轴41、大螺距双螺旋线输送螺纹42、中螺距双螺旋线输送螺纹43、小螺距双螺旋线输送螺纹44、反向小螺距双螺旋线输送螺纹45、阻流环46和捏合块47,大螺距双螺旋线输送螺纹42、中螺距双螺旋线输送螺纹43、小螺距双螺旋线输送螺纹44、反向小螺距双螺旋线输送螺纹45、阻流环46和捏合块47为6种螺杆元件,螺杆元件内部设有直径大于花键轴41外径的内腔,螺杆元件内壁设有与花键轴41上花键配合的键槽,一个花键轴41从所有螺杆元件的中心穿过,使所有螺杆元件连为一体。
42.大螺距双螺旋线输送螺纹42、中螺距双螺旋线输送螺纹43、小螺距双螺旋线输送螺纹44和反向小螺距双螺旋线输送螺纹45均为圆柱形,外壁设有双螺旋线输送螺纹。反向小螺距双螺旋线输送螺纹45的螺旋线的旋向与其他螺杆元件的旋向相反,阻流环46外表面为圆环结构,螺杆4的直径d=50mm,大螺距双螺旋线输送螺纹42的长度为2d,中螺距双螺旋线输送螺纹43的长度为1.5d,小螺距双螺旋线输送螺纹44的长度为1d,反向小螺距双螺旋线输送螺纹45的长度为0.5d,阻流环46的长度为0.25d,捏合块47的长度为1d。
43.螺杆4包括喂料输送区、压缩混合区和熔融熟化区,喂料输送区包括8个大螺距双螺旋线输送螺纹42、2个中螺距双螺旋线输送螺纹43和1个小螺距双螺旋线输送螺纹44;压
缩混合区包括4个中螺距双螺旋线输送螺纹43、4个小螺距双螺旋线输送螺纹44、2个反向小螺距双螺旋线输送螺纹45、2个阻流环46和4个捏合块47;熔融熟化区2个中螺距双螺旋线输送螺纹43、1个反向小螺距双螺旋线输送螺纹45、5个小螺距双螺旋线输送螺纹44和2个捏合块47,三个区段的螺杆构型的螺杆长度相加为46d,螺杆直径d为50mm,螺杆长度为2300mm。
44.捏合块47由2-8个捏合片组成,每个捏合片之间的错列角为30
°
~90
°
,每个捏合片的横截面接近椭圆形。优选的,捏合块47的捏合片数量相同,均为5片,错列角均为90
°
,螺杆4与套筒6的内壁间隙为0.5mm。模头连接装置3内部腔体结构为双孔导单孔,内壁表面进行渗氮处理,并且表面粗糙度ra小于等于1.6μm,优选的,内壁表面粗糙度ra等于0.8μm,用于连接套筒6和冷却模头1,使挤压原料可以顺利进入套筒6内,通过螺杆4的输送、挤压进入到冷却模头1内,形成高水分纯豌豆蛋白人造肉。模头连接装置3上部设置有压力传感器5,用于感应挤压设备头端压力。冷却模头1的长度为螺杆4直径d的6~12倍,优选的,冷却模头1的长度为螺杆4直径d的10倍,螺杆4直径d为50mm,冷却模头1的长度为500mm。
45.冷却模头1内部设置有冷却水道,冷却模头1与循环水冷却器2相连,冷却模头1上端设置有上进水口12和上出水口14,冷却模头1下端设置有下进水口13和下出水口15,上进水口12和下进水口13与循环水冷却器2的出水端相连,上出水口14和下出水口15与循环水冷却器2的回水端相连,冷却水由循环水冷却器2打入到冷却模头1上的上进水口12和下进水口13,再由上出水口14和下出水口15排出,回到循环水冷却器2内,使冷却模头1的温度维持在80℃或80℃以下。
46.套筒6共分为12节温度分区,分别为第一温度分区601、第二温度分区602、第三温度分区603、第四温度分区604、第五温度分区605、第六温度分区606、第七温度分区607、第八温度分区608、第九温度分区609、第十温度分区610、第十一温度分区611和第十二温度分区612,每节温度分区套筒的两端均通过法兰盘连接。
47.动力机构包括连接套7、齿轮变速箱8、联轴器9和电机10,电机10的动力输出轴通过联轴器9与齿轮变速箱8相连,齿轮变速箱8的输出端与连接套7相连,连接套7与螺杆4相连。电机10的动力经过齿轮变速箱8变速后传递到连接套7上,螺杆4与连接套7相连,电机10的动力最终传递到螺杆4上。
48.使用过程为:将豌豆蛋白原料经混合搅拌后,放入喂料器11内,原料通过喂料器11喂入挤压设备的套筒6内,电机10带动联轴器9并通过齿轮变速箱8减速,使得螺杆4在一定转速范围内旋转,螺杆4采用的是积木组合式,用大螺距双螺旋线输送螺纹42、中螺距双螺旋线输送螺纹43、小螺距双螺旋线输送螺纹44、反向小螺距双螺旋线输送螺纹45、阻流环46和捏合块47组合而成原料在12节可控温度分区的套筒6内,经过螺杆4的输送、搅拌、剪切、压缩等处理,物料通过模头连接装置3进入到冷却模头1内,循环水冷却器2对冷却模头1进行温度控制,物料被挤出后,形成纤维状结构。
49.以上对本发明所提供的一种用于生产高水分纯豌豆蛋白人造肉的双螺杆挤压设备,进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。