1.本发明涉及煤制甲烷技术领域,尤其涉及氧载体煤催化气化制甲烷的装置及方法。
背景技术:
2.富煤、贫油、少气是我国的能源结构特征,随着我国经济的快速发展以及城镇化步伐的加快,对天然气的需求日益增加。我国自身的天然气产量以无法满足需求量,供需矛盾日益突出,供应缺口唯有依赖进口得以弥补,极大程度上影响了我国的能源安全。鉴于我国是一个煤炭大国,利用丰富的煤炭资源,将煤转化成天然气,是煤炭清洁高效利用的重要途径,适合我国国情,极大程度上缓解了天然气的供需矛盾,成为当前煤化工领域的研究热点之一。
3.现阶段常用的煤制天然气技术是先将煤转换成合成气(co+h2),再进行变换反应使得h2与co的比例满足要求后,进行甲烷化反应,最终得到sng(合成天然气)。该方法工艺流程复杂,需要多个反应装置,各反应中间过程温度不匹配,存在设备投资大、反应能耗高、运行成本高的问题。近年来提出的,煤催化气化一步法制天然气技术,可以使煤在催化剂的作用下,在同一反应器内进行催化气化、催化变换和催化甲烷化反应得到富含甲烷的合成气,该技术具有较高的经济性和可行性。
4.美国专利us4077778提出了一种煤一步法制甲烷的工艺,采用碱金属碳酸盐或碱金属氢氧化物为催化剂,通过过热蒸汽控制炉内反应温度在700℃左右,并与煤粉在催化剂的作用下进行反应,直接得到富甲烷气体。新奥集团的专利cn201010279560.7提出了一种多层流化床催化气化制富甲烷气体的工艺,将气化炉分为合成气产生段、煤甲烷化段和合成气甲烷化段,使燃烧、气化、甲烷化反应和热解反应分段进行,实现了自供热反应。上述煤催化气化制天然气技术中,由于气化和甲烷化反应耦合在一个反应器中,气化反应需要大量的水蒸气,而这些水蒸气不可避免得会进入甲烷化反应段,水蒸气作为反应物对甲烷化反应极为不利,影响反应平衡,从而限制了甲烷含量的提高,并且还存在反应速率慢,催化剂回收成本高的问题。
技术实现要素:
5.针对上述现有技术中的不足,本发明的目的在于提供一种氧载体煤催化气化制甲烷的装置,有效解决了现有技术中碳转化率低、甲烷产率偏低、能耗偏高及运行稳定性差的问题。
6.本发明提供的一种氧载体煤催化气化制甲烷的装置,包括:
7.气化炉,其包括依次连通的氧化气化段、喉口结构和热解甲烷段;所述氧化气化段设置有氧化剂进口、半焦返料进口、氧化载体进料口和排渣口;所述喉口结构的下端与所述氧化气化段的顶部相连接,所述喉口结构的上端与所述热解甲烷段的底部连通;所述热解甲烷段设置有气化炉出口、原料进口和第一氢气进口;
8.气化炉分离单元,其包括第一旋风分离器、第二旋风分离器和冷却净化单元;所述第一旋风分离器的入口通过管路与所述气化炉出口相连接,所述第一旋风分离器底部的出口通过第一输送装置与制氢炉相连接,所述第一旋风分离器顶部的出口通过管路与所述第二旋风分离器的进口相连接,所述第二旋风分离器底部的出口通过第二输送装置与所述气化炉上的所述半焦返料进口相连接;所述第二旋风分离器顶部的出口通过管路与所述冷却净化单元的进口相连接;
9.制氢炉,其设置有氧化载体出口、水蒸气进口、还原载体返料进口和富氢气体出口,所述氧化载体出口通过第三输送装置与所述气化炉上的氧化载体进料口相连接,所述还原载体返料进口通过第一输送装置与所述第一旋风分离器底部的出口相连接;以及
10.制氢炉冷却分离单元,所述制氢炉冷却分离单元的进口通过管路与所述富氢气体出口相连接;所述制氢炉冷却分离单元的气体出口通过管路与所述气化炉上的所述氢气进口相连接。
11.优选地,所述热解甲烷段的底部设置有第一气体分布器,所述第一气体分布器为倒锥形结构,其圆环锥面与水平方向的夹角小于或等于60
°
,所述圆环锥面上设置有多个气孔,所述气孔沿圆周均匀分布,所述圆环锥面的开孔率为1~5%;所述氧化气化段的底部设置有第二气体分布器,所述第二气体分布器为倒锥形结构,其圆环锥面与水平方向的夹角小于或等于60
°
,所述圆环锥面上设置有多个孔径为0.5~5mm的气孔,所述气孔沿圆周均匀布置,所述圆环锥面的开孔率为1~3%。气孔孔径和开孔率限定在上述范围内时,可有效避免因孔径或者开孔率过小造成的压力降过大的问题,以及有效避免因孔径或者开孔率过大,导致分布板气孔出口速度很小,不利于混合效果和流化质量的问题;将圆环锥面与水平方向的夹角设置在上述范围,可有效避免因角度过大而导致气体分布器区域轴向速度小,参与反应的固体颗粒会从中心区域跑漏的现象。
12.优选地,所述第一气体分布器上的气孔为缩径结构,内孔孔径小于外孔孔径,为外孔的1/10~9/10,外孔孔径0.5~10mm。气孔采用缩径结构,能够使高纯度氢气加速通过气孔,喷出气孔后形成高速射流,多股气孔射流喷出后能够有效卷吸周边气体,提高湍流强度,使高纯度氢气和合成气完全均匀混合。
13.优选地,所述喉口结构包括依次连接的上渐缩段、喉口段和下渐扩段,所述喉口段设置有第二氢气进口,所述第二氢气进口设置在所述喉口结构高度的1/3~2/3处。在喉口结构中部设置第二氢气进口能够使得部分高纯度氢气在喉口区域和不完全燃烧气进行预先混合,减小第一气体分布器中的高纯度氢气与不完全燃烧气的混合负荷,保证高纯度氢气与不完全燃烧气完全均匀混合。
14.优选地,所述热解甲烷段的内径大于所述氧化气化段的内径;所述热解甲烷段的高度大于等于所述氧化气化段的高度。
15.优选地,所述原料进口设置在所述热解甲烷段高度的1/10~4/10处;所述氧化载体进料口设置在所述氧化气化段高度的1/3~2/3处;所述半焦返料进口设置在所述氧化气化段高度的1/10~3/10处。由于在热解甲烷段中固体颗粒随气流向上运动,将原料进口设置在热解甲烷段下部,保证了气固接触时间充足。在氧化气化段中固体颗粒随气流向上运动,将氧化载体进料口设置在氧化气化段中部,能够保证一定的停留时间使氧化载体颗粒受热均匀,带有一定热能后进入热解甲烷段,将半焦返料进口设置在氧化气化段下部,保证
了气固接触时间充足。
16.优选地,所述制氢炉为移动床制氢炉,所述移动床制氢炉内设置有制氢炉炉篦,所述制氢炉炉篦位于在所述水蒸气进口和所述还原载体返料进口之间;所述制氢炉炉篦包括多层炉篦,每层炉篦上均等间距设有多个气孔,开孔率为10~20%,所述气孔孔径为1~10mm。气孔孔径和开孔率设置在上述范围较为合理,因为孔径或者开孔率过小会导致压力降很大,能耗增加;孔径或者开孔率过大,导致分布板气孔出口速度很小,不利于混合效果。
17.优选地,所述制氢炉炉篦为偏心结构,其底层炉篦的中心与所述制氢炉炉篦的中心轴线重合,其余各层炉篦和风帽的中心均偏所述中心轴线,偏移距离为所述制氢炉内径的1/10~9/10。炉篦采用偏心结构,其余各层炉篦在转动过程与炉膛边壁的间隙时大时小,能够挤压搅拌氧化载体,有利于氧化载体圆周方向和径向移动,促进炉篦区域均匀分布,并且能够控制氧化载体从炉篦至氧化载体仓的落入量,带动整个床料螺旋稳定下降。
18.优选地,所述制氢炉上还设置有载体补加口,所述载体补加口和所述还原载体返料进口均位于所述水蒸气进口的上方并且均设置在所述制氢炉高度的2/3~9/10处。由于补加的还原态的氧化载体和还原载体进入制氢炉后自上而下运动,固体和气流逆流接触,因此将载体补加口和还原载体返料进口设置在制氢炉上部时,从上部进料能够保证气固接触时间充足。
19.优选地,所述制氢炉下方还设置有氧化载体仓,所述氧化载体仓的进口与所述氧化载体出口相连接,所述氧化载体仓的出口与所述第三输送装置的进料口相连接。
20.优选地,所述第一输送装置为还原载体返料装置;所述第二输送装置为半焦返料装置;所述第三输送装置为螺杆输送器,所述螺杆输送器包括相互连接的输送螺杆和进料电机。
21.本发明提出了一种新型氧载体煤催化气化制甲烷反应装置,该装置由气化炉和制氢炉组合,原料煤在气化炉上部的热解甲烷化段内与合成气、高纯度氢和氧化载体进行催化热解、甲烷化、氧化载体还原等反应产生焦油、ch4、h2、co和co2等富甲烷合成气、半焦和还原载体。其中,还原载体再进入移动床制氢炉中进行单一的制氢反应,生成富氢气体和氧化载体。氧化载体和未反应完全的还原载体再进入气化炉下部的氧化气化段中与氧化剂和半焦混合接触,进行不完全燃烧、氧化载体部分还原反应,产生含有co和co2的合成气、还原载体和粗渣。合成气、氧化载体和还原载体再进入气化炉上部的热解甲烷段中,实现了氧化载体的循环再生,平衡了热流和物流,提高了气化强度、碳转化率和甲烷产率。使装置出口碳转化率达到98%,出口甲烷含量达到70%,同时具有反应强度大、能量利用率高、产品气产率大的特点,较大程度上降低了设备投资和生产成本,具有良好的应用前景。
22.本发明还提供了一种氧载体煤催化气化制甲烷的方法,包括以下步骤:
23.在气化炉下部的氧化气化段加入半焦、氧化载体以及氧化剂并使其混合接触,反应产生合成气、还原载体和粗渣,所述合成气包括co和co2;
24.所述氧化气化段产生的合成气和氧化载体经由气化炉中部的喉口结构进入气化炉上部的热解甲烷段,并且与加入喉口结构的部分高纯度氢气预先混合,再与加入所述热解甲烷段的煤和其余高纯度氢气混合接触,反应产生富甲烷合成气、半焦和还原载体,所述富甲烷合成气包括焦油、ch4、h2、co和co2;
25.从气化炉内排出的富甲烷合成气、半焦和还原载体的混合物进入气化炉分离单元
进行分离,分别获得还原载体、半焦、焦油和高纯度甲烷;
26.由气化炉分离单元分离获得的还原载体进入制氢炉内与水蒸气反应产生富氢气体和氧化载体;所述富氢气体进入制氢炉冷却分离单元除去水分后得到高纯度氢气;所述高纯度氢气进入所述的喉口结构和热解甲烷段作为氢源;制氢炉产生的氧化载体进入所述氧化气化段循环利用;
27.由气化炉分离单元分离获得的半焦进入所述氧化气化段反应。
28.优选地,使高纯度氢气分别由所述热解甲烷段的下部和所述喉口结构两处通入所述气化炉内,所述喉口结构处通入的高纯度氢气量占通入所述气化炉的高纯度氢气总量的5%~50%。在喉口结构通入一部分高纯度氢气与不完全燃烧气进行预先混合,能够减小第一气体分布器中的高纯度氢气与不完全燃烧气的混合负荷,保证高纯度氢气与不完全燃烧气完全均匀混合,也使得温度分布均匀。若喉口处的通入量过大,会影响该处流场扰动,并使得喉口处的放热量过大,温度分布不均匀。
29.优选地,所述制氢炉内设置有制氢炉炉篦,所述制氢炉炉篦上开设有气孔,水蒸气进入所述制氢炉后上行进入所述制氢炉炉篦的气孔,所述气孔出口气体速度为3~10m/s;所述制氢炉炉篦具有多层炉篦,所述制氢炉炉篦内的气量分布自下层到上层依次减少,所述制氢炉炉篦的旋转速度为0~12r/h。气孔出口气体速度限定在上述范围较为合理;气体速度过小不利于物料混合,气体速度过大,则会影响床层的稳定性。转速宜较慢,若转速过大会影响床层的稳定性。
30.优选地,所述制氢炉炉篦下部的水蒸气进口中通入高温水蒸气,所述高温水蒸气温度为500~800℃,所述高温水蒸气与进入所述制氢炉内的还原载体中金属元素的摩尔比例为1.0~8.0mol/mol。水蒸气需要带有一定的热能,为制氢反应提供热量。水蒸气与进入制氢炉内的还原载体中金属元素的摩尔比(简称水载比)限定在上述范围较为合理;若水载比过小,氢气产率低,而水载比过大导致多余的水蒸气未参与反应,增加能耗。
31.优选地,所述热解甲烷段反应温度为400~700℃,气相线速度为0.5~5.0m/s,床层平均密度为50~350kg/m3;所述氧化气化段反应温度为600~1000℃,气相线速度为0.5~5.0m/s,床层平均密度为50~350kg/m3;所述制氢炉反应温度为500~900℃,气相线速度为0.01~0.2m/s,床层平均密度为500~700kg/m3;所述热解甲烷段、氧化气化段以及所述制氢炉内的压力为2.0~10.0mpa;更优选地,所述热解甲烷段、氧化气化段以及所述制氢炉内的压力为3.0~5.0mpa。热解甲烷段内的温度范围为热解、甲烷化和氧化载体还原反应的合理范围;若温度过低热解、甲烷化和氧化载体还原反应速率慢,而温度过高会限制甲烷化反应的平衡浓度,降低出口甲烷含量及甲烷产率。热解甲烷段采用快速流化床,线速度较快,因而联动的密度参数范围较小。氧化气化段内的温度范围为不完全燃烧反应的合理范围;若温度过低不完全燃烧反应速率较慢,而温度过高会导致能耗过高,并且会高温烧蚀炉体。氧化气化段采用快速流化床,线速度较快,因而联动的密度参数范围较小。制氢炉内温度范围为还原载体与水蒸气氧化反应的合理范围,若温度过低氧化反应速率慢,温度过高对反应速率的贡献作用不明显,能耗增加。制氢炉采用移动床,线速度低,停留时间长,颗粒堆积在炉篦上,平均密度大。将压力限定在上述较低的压力范围内,有利于热解、甲烷化,氧化载体还原、制氢和燃烧反应的进行,尤其是对目标反应甲烷化反应,压力过低不利于反应进行,影响产品收率,压力过高对反应的促进作用不明显,并且增加能耗。
32.优选地,所述氧化剂为氧气、空气、富氧空气中的一种或任意多种的混合物;或者所述氧化剂为co2与氧气、空气、富氧空气中的一种或任意多种的混合物;所述氧化剂的温度为200~800℃,所述氧化剂中的氧气与进入所述氧化气化段的半焦中碳的摩尔比为0.5~1.0mol/mol。本发明中的氧化剂主要指的是含氧气体,含氧气体需要带有一定的热能,将含氧气体中氧气与半焦中碳的摩尔比(简称氧碳比)限定在上述范围比较合理;若氧碳比过小,碳转化不完全,而氧碳比过大,co2含量大幅增加,并且多余的氧气会进入气化炉,与气化炉中的高纯度氢气反应,生成h2o,不利于甲烷化反应平衡移动,也消耗了氢源。
33.优选地,所述氧化载体由碱金属、过渡金属和载体组成;所述碱金属包括k、na、li、cs中的一种或多种,所述过渡金属包括fe、co、ni、cu、zn中的一种或多种,载体包括al2o3,zro2,tio2、sio2中一种或多种;其中,所述碱金属组分占所述氧化载体质量的0.1~30%,所述过渡金属组分占所述氧化载体质量的10~50%。
34.优选地,所述氧化载体采用等体积浸渍和/或共沉淀方法将所述碱金属和过渡金属负载在所述载体上,再经过干燥、焙烧、成型得到氧化载体,焙烧温度800~1000℃,焙烧时间8~24h,成型后的颗粒粒径为0.5~10mm,球形度为0.7~1.0,真密度为2000~3000kg/m3。
35.优选地,所述气化炉分离单元包括第一旋风分离器、第二旋风分离器和冷却分离单元;从气化炉内排出的富甲烷合成气、半焦和还原载体的混合物经由所述第一旋风分离器分离出还原载体,从所述第一旋风分离器排出的含有半焦和还原载体的混合物经由第二旋风分离器分离出半焦,从所述第二旋风分离器排出富甲烷合成气经由所述冷却分离单元分离得到焦油和高纯度甲烷。
36.采用本发明提供的方法,通过气化炉和制氢炉的结合,在气化炉上部的热解甲烷段内进行催化热解、气化、氧化载体还原等反应,还原载体进入制氢炉中与高温水蒸气发生制氢反应生产富氢气体,半焦、氧化载体和未反应完全的还原载体进入气化炉下部的氧化气化段内发生不完全燃烧反应,产生合成气和高温氧化载体,通过气化炉侯口进入气化炉上部的热解甲烷段中,实现热流和物流的耦合并达到充分利用的目的。可使装置出口碳转化率达到98%,出口甲烷含量70%,同时具有反应强度大、能量利用率高、产品气产率大的特点,较大程度上降低了设备投资和生产成本,具有良好的应用前景。
37.与现有技术相比,本发明提供的氧载体煤催化气化制甲烷的装置及方法具有以下优点:
38.1)采用气化炉和制氢炉相组合的装置,在气化炉上部的热解甲烷段内进行催化热解、甲烷化和氧化载体还原等反应,进入热解甲烷段的反应物分别为来自制氢炉和气化炉下部的氧化气化段,其中来自制氢炉的高纯度氢气中氢气含量99%以上,不含有水分。来自氧化气化段的合成气主要为半焦不完全燃烧产生的含有co和co2的合成气,水含量低于2%。这样保证了进入热解甲烷段的反应物中几乎不含有水,促进了甲烷化反应的平衡,提高了甲烷含量;
39.2)进入气化炉的高纯度氢气的气量可通过制氢炉中的水载比、氧载体藏量、运行负荷以及还原态的氧化载体补加量来调节,co+co2合成气可通过氧化气化段的氧碳比、半焦藏量和运行负荷来控制,能够确保h2/(co+co2)的比例控制在3.1~4.0的范围内,满足co+co2甲烷化反应的最佳比例要求,省去了合成气调比例的变换反应单元,简化了整个反应工
艺流程,降低了设备投资和运行成本;
40.3)气化炉上部的热解甲烷段中的催化热解、甲烷化和氧化载体还原等反应所需的热量由来自气化炉下部的氧化气化段的合成气和氧化载体提供,制氢炉内制氢反应的一部分热量由还原载体提供,而在氧化气化段中半焦的燃烧反应又产生高温的合成气及氧化载体,实现了的热量平衡,过程热效率和热量利用率也更加高效;
41.4)制氢炉采用移动床的形式,制氢炉炉篦设置有多层炉篦,每一层炉篦均匀开孔,旋转的炉篦能够使整个床层移动,保证了反应均匀,有效防止了偏流和沟流。而制氢炉炉篦采用偏心结构,底层炉篦的中心与制氢炉炉篦的中心轴线重合,其余各层炉篦和顶部风帽偏移制氢炉炉篦的中心轴线。炉篦旋转过程中还原载体在炉篦圆周和径向上的分布混合更加均匀。水蒸气从气体主管中进入,从各层炉篦之间的环隙流出,气量分布由下至上依次减小。还原载体与水蒸气逆流接触,床层内线速度较低,气固接触时间长,强化了炉内的还原载体与水蒸气的制氢反应过程,使得还原载体与水蒸气之间发生的制氢反应较为完全,增加了反应深度。此外移动床制氢炉颗粒堆积密度大,增加了高温水蒸气的处理量,使得氢气产率大幅提升;
42.5)高纯度氢气由热解甲烷段的下部的第一氢气进口和喉口结构的第二氢气进口两处通入所述气化炉内,气化炉喉口结构的缩径结构能够提高合成气在该处通过的速度,从而导致压力降低,卷吸第二氢气进口中通入的高纯度氢气,使之部分预混合。热解甲烷段的第一气体分布器中的气孔采用缩径结构,能够使高纯度氢气加速通过气孔,喷出气孔后形成高速射流,多股气孔射流喷出后能够有效卷吸周边气体,提高湍流强度,使高纯度氢气和合成气完全均匀混合;
43.6)氧化载体同时具备载氧体和催化剂的功能,包含多价态的金属和对热解、气化和甲烷化反应具有催化作用的复合金属元素。氧化载体与半焦的物性差异较大,氧化载体颗粒粒径和密度大,而半焦颗粒粒径和密度小,氧化载体与半焦可以通过简单的分离设备,即能完成分离过程,解决了分离困难的问题。
44.上述技术特征可以各种适合的方式组合或由等效的技术特征来替代,只要能够达到本发明的目的。
附图说明
45.在下文中将基于仅为非限定性的实施例并参考附图来对本发明进行更详细的描述。其中:
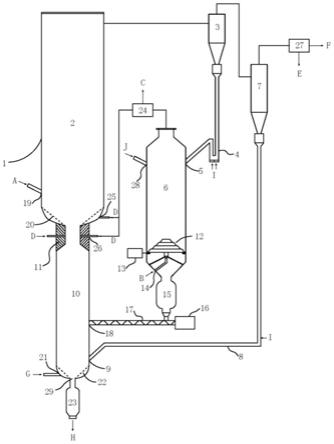
46.图1为本发明一实施例提供的氧载体煤催化气化制甲烷的装置的结构示意图;
47.图2为本发明一实施例提供的第二气体分布器的结构示意图;
48.图3为本发明一实施例提供的第二气体分布器的剖视图;
49.图4为本发明一实施例提供的制氢炉炉篦的装置的结构示意图。
50.附图标记说明:
51.1、气化炉;2、热解甲烷段;3、第一旋风分离器;4、还原载体返料装置;5、还原载体返料进口;6、移动床制氢炉;7、第二旋风分离器;8、半焦返料装置;9、半焦返料进口;10、氧化气化段;11、喉口结构;12、制氢炉炉篦;13、炉篦电机;14、水蒸气进口;15、氧化载体仓;16、进料电机;17、输送螺杆;18、氧化载体进料口;19、原料进口;20、第一气体分布器;21、氧
化剂进口;22、第二气体分布器;23、渣斗;24、制氢炉冷却分离单元;25、第一氢气进口;26、第二氢气进口;27、冷却净化单元;28、载体补加口;29、排渣口;
52.m1、气体主管;m2、风帽;m3、环隙;n1、外孔;n2、内孔;
53.a、原料煤;b、高温水蒸气;c、冷凝水;d、高纯度氢气;e、焦油;f、高纯度甲烷;g、氧化剂;h、粗渣;i、松动气;j、还原态的氧化载体。
具体实施方式
54.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行清楚、完整的描述,基于本发明中的具体实施方式,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
55.如图1所示,本实施例中提供的氧载体煤催化气化制甲烷的装置中,主要反应设备为气化炉1和移动床制氢炉6;主要分离净化设备为第一旋风分离器3、第二旋风分离器7、冷却净化单元27和制氢炉冷却分离单元24;主要物料输送设备为还原载体返料装置4、半焦返料装置8和螺杆输送器,以及用于连接各个设备的管道。
56.气化炉1包括从下至上依次设置地氧化气化段10、喉口结构11和热解甲烷段2,其中,喉口结构11用于连通氧化气化段10和热解甲烷段2。热解甲烷段2的内径大于氧化气化段10的内径,优选地,热解甲烷段2的内径为氧化气化段10内径的1.1倍~3.0倍;热解甲烷段2的高度大于等于氧化气化段10的高度,优选地,热解甲烷段2的高度为氧化气化段10高度的1.0倍~3.0倍。
57.氧化气化段10用于使半焦、氧化载体与氧化剂g混合进行半焦不完全燃烧、氧化载体部分还原等反应,产生合成气、还原载体和粗渣h,合成气包括co和co2。氧化气化段10的下部设置有氧化剂进口21、第二气体分布器22、半焦返料进口9、氧化载体进料口18和排渣口29。氧化载体进料口18设置在氧化气化段10高度的1/3~2/3处;半焦返料进口9设置在氧化气化段10高度的1/10~3/10处。第二气体分布器22为倒锥形结构,其圆环锥面与水平轴线的夹角小于或等于60
°
,优选15
°
~45
°
;圆环锥面上设置有多个孔径为0.5~5mm的气孔,气孔沿圆周均匀布置,优选地,圆环锥面上设有10~50圈气孔,每圈设有10~50个气孔,圆环锥面的开孔率为1~3%。氧化剂进口21位于半焦返料进口9和氧化载体进料口18的下方,并且氧化剂进口21与第二气体分布器22和气化炉1的炉壁围合而成的环形空间相连通,氧化剂g从氧化剂进口21通入后进入第二气体分布器22,再从第二气体分布器22中喷出进入氧化气化段10。气化炉1的下方还设置有渣斗23,其进口与气化炉1的排渣口29相连接,该渣斗23用于存储气化炉1内排出的粗渣h。
58.喉口结构11包括喇叭形的上渐缩段、喉口段和喇叭形的下渐扩段。喉口结构11的下渐扩段的下端与氧化气化段10的顶部相连接,使喉口结构11与氧化气化段10相连通,喉口结构11的上渐缩段的上端与热解甲烷段2的底部相连接,使喉口结构11与热解甲烷段2相连通。优选地,喉口结构11的喉口段设置有第二氢气进口26,第二氢气进口26设置在喉口结构11高度的1/3~2/3处。喉口结构11的缩径结构能够提高合成气在该处通过的速度,从而导致压力降低,卷吸由喉口结构11处的第二氢气进口26中通入的氢气,使合成气与氢气部分预混合,有利于提高甲烷含量。
59.热解甲烷段2用于使煤、氢气以及来自气化喉口结构11的合成气和氧化载体混合,
进行催化热解、甲烷化、氧化载体还原反应,产生富甲烷合成气、半焦和还原载体,富甲烷合成气包括焦油、ch4、h2、co和co2。热解甲烷段2的顶部有气化炉1出口,热解甲烷段2的下部设置第一氢气进口25、第一气体分布器20和原料进口19;其中,原料进口19优选设置在热解甲烷段2高度的1/10~4/10处。如图2、图3所示,第一气体分布器20为倒锥形结构,其圆环锥面与水平轴线的夹角小于或等于60
°
,优选15
°
~45
°
,圆环锥面上设置有多个气孔,气孔沿圆周均匀分布,圆环锥面上设有10~100圈气孔,每圈设有20~100个气孔,圆环锥面的开孔率为1~5%。在本实施例中,气孔内部设置为缩径结构,内孔n2孔径小于外孔n1孔径,优选为外孔n1的1/10~9/10;外孔n1孔径为0.5~10mm。第一氢气进口25位于原料进口19的下方,并且第一氢气进口25与第一气体分布器20和气化炉1的炉壁围合而成的环形空间相连通,氢气从第一氢气进口25进入由第一气体分布器20和气化炉1的炉壁围合而成的环形空间,然后从第一气体分布器20上的气孔的外孔n1进入第一气体分布器20,从气孔的内孔n2排出第一气体分布器20。由于热解甲烷段2气体分布器中的气孔采用缩径结构,能够使高纯度氢气d加速通过气孔,喷出气孔后形成高速射流,多股气孔射流喷出后能够有效卷吸周边气体,提高湍流强度,使高纯度氢气d和合成气完全均匀混合。在其他实施方式中,气孔也可以为非缩径的结构。
60.依次连接的第一旋风分离器3、第二旋风分离器7和冷却净化单元27组成了气化炉1分离单元,气化炉1分离单元用于使气化炉1内排出的富甲烷合成气、半焦和还原载体三者相互分离。其中,第一旋风分离器3用于将还原载体分离出来、第二旋风分离器7用于分离出半焦,除去还原载体和半焦后剩余的富甲烷气体进入冷却净化单元27,分离得到焦油e和高纯度甲烷f。具体地,第一旋风分离器3的入口通过管路与气化炉1出口相连接,第一旋风分离器3底部的出口通过还原载体返料装置4(即第一输送装置)与制氢炉上的还原载体返料进口5相连接,还原载体从第一旋风分离器3底部的出口排出,经由还原载体返料装置4输送至制氢炉;第一旋风分离器3顶部的出口通过管路与第二旋风分离器7的进口相连接,第二旋风分离器7底部的出口通过半焦返料装置8(即第二输送装置)与气化炉1下部的氧化气化段10上的半焦返料进口9相连接;半焦从第二旋风分离器7底部的出口排出,经由半焦返料装置8输送至氧化气化段10;第二旋风分离器7顶部的出口通过管路与冷却净化单元27的进口相连接;富甲烷合成气从第二旋风分离器7顶部的出口排出进入冷却净化单元27,经由冷却净化单元27冷却,分离得到焦油e和高纯度甲烷f。
61.移动床制氢炉6用于将来自气化炉1的还原载体与水蒸气进行混合并反应产生富氢气体和氧化载体。移动床制氢炉6由下至上依次设置有氧化载体出口、水蒸气进口14、还原载体返料进口5和富氢气体出口。氧化载体出口用于排出移动床制氢炉6内反应产生的氧化载体,水蒸气进口14用于向移动床制氢炉6内通入高温水蒸气b,还原载体返料口用于向移动床制氢炉6内加入还原载体,富氢气体出口用于排出移动床制氢炉6内产生的富氢气体。移动床制氢炉6内还设置有制氢炉炉篦12,制氢炉炉篦12位于在水蒸气进口14和还原载体返料进口5之间,优选设置在移动床制氢炉6高度的1/10~3/10处;可以采用液压或者电机转动方式来驱动制氢炉炉篦12旋转,本实施例中采用与制氢炉炉篦12相连接的炉篦电机13来驱动制氢炉炉篦12转动。如图4所示制氢炉炉篦12包括气体主管m1,以及与气体主管m1相连接的炉篦和风帽m2,炉篦设置有多层,相邻两层炉篦之间具有环隙m3,各个环隙m3与气体主管m1相连通,气体主管m1的入口与水蒸气进口14相连通,水蒸气从气体主管m1中进入,
从各层炉篦之间的环隙m3流出。炉篦可设置有4~10层,每层炉篦上均设有气孔,气孔为等间距布置,气孔孔径1~10mm,开孔率10~20%。制氢炉炉篦12为偏心结构,其底层炉篦的中心与制氢炉炉篦12的中心轴线重合,其余各层炉篦和顶部风帽m2的中心均偏中心轴线,偏移距离为移动床制氢炉6内径的1/10~9/10。
62.制氢炉采用移动床的形式,制氢炉炉篦12多层设置,每一层均匀开孔,旋转的制氢炉炉篦12能够使整个床层移动,保证了反应均匀,有效防止了偏流和沟流。制氢炉炉篦12采用偏心结构,旋转过程中还原载体在制氢炉炉篦12上分布混合均匀,水蒸气从气体主管m1中进入,从各层炉篦之间的环隙m3流出,气量分布由下至上依次减小。还原载体与水蒸气逆流接触,床层内线速度较低,气固接触时间长,强化了炉内的还原载体与水蒸气的制氢反应过程,使得还原载体与水蒸气之间发生的制氢反应较为完全,增加了反应深度。此外移动床制氢炉6颗粒堆积密度大,增加了高温水蒸气b的处理量,使得氢气产率大幅提升。
63.优选地,移动床制氢炉6上还设置有载体补加口28,载体补加口28用于向移动床制氢炉6内补加还原态的氧化载体j。还原载体返料进口5和载体补加口28均位于水蒸气进口14的上方并且,优选设置在制氢炉高度的2/3~9/10处。
64.优选地,移动床制氢炉6下方设置氧化载体仓15,氧化载体仓15用于暂存由移动床制氢炉6内排出的氧化载体,氧化载体仓15的进口与移动床制氢炉6底部的氧化载体出口相连接,氧化载体仓15的出口与第三输送装置的进料口相连接,第三输送装置的出料口与气化炉1下部的氧化气化段10上的氧化载体进料口18相连接,第三输送装置用于将氧化载体仓15内产生的氧化载体输送至气化炉1下部的氧化气化段10内。优选地,第三输送装置为螺杆输送器,螺杆输送器包括相互连接的输送螺杆17和进料电机16,进料电机16用于驱动输送螺杆17转动。
65.制氢炉冷却分离单元24用于去除富氢气体中的水。制氢炉冷却分离单元24的进口通过管路与移动床制氢炉6顶部的富氢气体出口相连接,富氢气体通过制氢炉冷却分离单元24后得到冷凝水c和高纯度氢气d,其中高纯度氢气d从制氢炉冷却分离单的气体出口排出,该气体出口通过管路与气化炉1上的第一氢气进口25和第二氢气进口26相连接,使高纯度氢气d通入气化炉1内。
66.本发明氧载体煤催化气化制甲烷的装置中,气化炉1内氢气进口的数量可以调整。例如,不在喉口段的第二氢气进口26,或者在喉口段再增加一个或多个氢气进口。
67.本发明还提供了一种氧载体煤催化气化制甲烷的方法,本发明的技术方案通过气化炉1和床制氢炉的结合,在气化炉1上部的热解甲烷段2内进行催化热解、气化、氧化载体还原等反应,还原载体进入制氢炉中与高温水蒸气b发生制氢反应生产富氢气体,半焦、氧化载体和未反应完全的还原载体进入气化炉1下部的氧化气化段10内发生不完全燃烧反应,产生合成气和高温氧化载体,通过气化炉1侯口进入气化炉1上部的热解甲烷段2中,实现热流和物流的耦合并达到充分利用的目的。并且在进入热解甲烷段2之前将反应物中的水分脱除,在新氧化载体的作用下以适当的h2/(co+co2)比例混合接触进行甲烷化反应,这样就打破了原有的反应平衡,提高了反应器出口甲烷化含量。
68.本发明提供的方法所采用的主要反应设备包括气化炉1和制氢炉,其中气化炉1分为相连通的上下两个反应段,具体包括位于气化炉1下部的氧化气化段10和位于气化炉1上部的热解甲烷段2,以及连接氧化气化段10和热解甲烷段2的喉口结构11。
69.在气化炉1下部的氧化气化段10加入半焦、氧化载体以及氧化剂g并使其混合接触,反应产生合成气、还原载体和粗渣h,合成气包括co和co2。氧化气化段10产生的合成气和氧化载体经由气化炉1中部的喉口结构11进入气化炉1上部的热解甲烷段2,并且与加入喉口结构的部分高纯度氢气预先混合,再与加入热解甲烷段2的煤和其余高纯度氢气d混合接触,反应产生富甲烷合成气、半焦和还原载体,富甲烷合成气包括焦油、ch4、h2、co和co2;从气化炉1内排出的富甲烷合成气、半焦和还原载体的混合物进入气化炉1分离单元进行分离,分别获得还原载体、半焦和富甲烷合成气。由气化炉1分离单元分离获得富甲烷合成气经过冷却分离得到焦油e和高纯度甲烷f,高纯度甲烷f中ch4含量大于或等于70%。由气化炉1分离单元分离获得的还原载体进入制氢炉内与水蒸气反应,产生富氢气体和氧化载体;富氢气体进入制氢炉冷却分离单元24除去水分后得到高纯度氢气d;高纯度氢气d进入喉口结构11和热解甲烷段2作为氢源;制氢炉产生的氧化载体进入氧化气化段10循环利用。由气化炉1分离单元分离获得的半焦进入氧化气化段10作为半焦源。高纯度氢气d中h2含量大于或等于99%。
70.在本发明提供的方法中,热解甲烷段2反应温度为400~700℃,气相线速度为0.5~5.0m/s,床层平均密度为50~350kg/m3。氧化气化段10反应温度为600~1000℃,气相线速度为0.5~5.0m/s,床层平均密度为50~350kg/m3。制氢炉反应温度为500~900℃,气相线速度为0.01~0.2m/s,床层平均密度为500~700kg/m3;热解甲烷段2、氧化气化段10以及制氢炉内的压力为2.0~10.0mpa,更优选地,热解甲烷段2、氧化气化段10以及制氢炉内的压力为3.0~5.0mpa。
71.为了使氧化气化段10产生的合成气与通入气化炉1的高纯度氢气d能更好地混合,可以在热解甲烷段2的下部设置第一氢气进口25,在喉口结构11设置第二氢气进口26,高纯度氢气d由热解甲烷段2的下部和喉口结构11两处通入气化炉1内,优选地,喉口结构11处通入的高纯度氢气量占热解甲烷段2的下部和喉口结构11两处通入的高纯度氢气总量的5%~50%。
72.为了增加了高温水蒸气b的处理量,使得氢气产率大幅提升,制氢炉优选颗粒堆积密度大的移动床制氢炉6。
73.为了使还原载体与水蒸气之间发生的制氢反应较为完全,增加反应深度,在制氢炉内设置有制氢炉炉篦12。制氢炉炉篦12上开设有气孔,水蒸气进入制氢炉后上行进入制氢炉炉篦12的气孔,气孔出口气体速度为3~10m/s;制氢炉炉篦12具有多层炉篦,制氢炉炉篦12内的气量分布自下层到上层依次减少,制氢炉炉篦12的旋转速度为0~12r/h。制氢炉炉篦12下部的水蒸气进口14中通入高温水蒸气b,高温水蒸气b温度为500~800℃,高温水蒸气b与进入制氢炉内的还原载体中金属元素的摩尔比例(即水载比)为1.0~8.0mol/mol。
74.氧化剂g为氧气、空气、富氧空气中的一种或任意多种的混合物;或者氧化剂g为co2与氧气、空气、富氧空气中的一种或任意多种的混合物;氧化剂g的温度为200~800℃,氧化剂g内的氧气与半焦中碳的摩尔比(即氧碳比)为0.5~1.0mol/mol。
75.在本发明提供的方法中,氧化载体存在氧化态、还原态两种状态或者氧化态、亚氧化态、还原态三种状态。氧化载体由碱金属、过渡金属和载体组成;碱金属包括k、na、li、cs中的一种或多种,过渡金属包括fe、co、ni、cu、zn中的一种或多种,载体包括al2o3,zro2,tio2、sio2中一种或多种;其中,碱金属组分占氧化载体质量的0.1~30%,过渡金属组分占
氧化载体质量的10~50%。
76.氧化载体采用等体积浸渍和/或共沉淀方法将碱金属和过渡金属负载在载体上,再经过干燥、焙烧、成型得到氧化载体,焙烧温度800~1000℃,焙烧时间8~24h,成型后的颗粒粒径为0.5~10mm,球形度为0.7~1.0,真密度为2000~3000kg/m3。
77.在本发明提供的方法中,必要时可向制氢炉中补加还原态的氧化载体j,例如kfe-al2o3、klife-al2o3、kfeni-al2o3、klifenimo-al2o3、klifenimo-sio2等。
78.在一个实施例中,气化炉1分离单元包括第一旋风分离器3、第二旋风分离器7和冷却分离单元;从气化炉1内排出的富甲烷合成气、半焦和还原载体的混合物经由第一旋风分离器3分离出还原载体,从第一旋风分离器3排出的含有半焦和还原载体的混合物经由第二旋风分离器7分离出半焦,从第二旋风分离器7排出富甲烷合成气经由冷却分离单元分离得到焦油e和高纯度甲烷f。
79.本发明提供的方法可以利用本发明提供的氧载体煤催化气化制甲烷的装置来实施。下面结合图1,对氧载体煤催化气化制甲烷的方法进行说明。
80.原料煤a由原料进口19进入气化炉1上部的热解甲烷段2中,与来自气化炉1喉口结构11的合成气(co、co2)、氧化载体和由第一氢气进口25和第二氢气进口26通入的高纯度氢混合接触,进行催化热解、甲烷化、氧化载体还原等反应,操作温度400~700℃,压力2~10.0mpa,气相线速度0.5~5.0m/s,床层平均密度50~350kg/m3,产生焦油、ch4、h2等富甲烷合成气、半焦和还原载体。含有富甲烷合成气、半焦和还原载体的混合物从气化炉1顶部的气化炉1出口排出进入第一旋风分离器3,还原载体从第一旋风分离器3中分离出来,通过还原载体返料装置4进入移动床制氢炉6中,与移动床制氢炉6中的高温水蒸气b进行制氢反应,操作温度500~900℃,压力2~10.0mpa,气相线速度0.01~0.2m/s,床层平均密度500~700kg/m3,产生富氢气体和氧化载体。富氢气体通过制氢炉冷却分离单元24后得到高纯度氢气d和冷凝水c,其中高纯度氢气d作为气化炉1的氢源。氧化载体通过制氢炉炉篦12落入氧化载体仓15,再通过输送螺杆17输送至气化炉1下部的氧化气化段10中。第一旋风分离器3上方出口排出的含有半焦和富甲烷气体混合物进入第二旋风分离器7,半焦从第二旋风分离器7中分离出来,通过半焦返料装置8进入气化炉1下部的氧化气化段10中,与氧化剂g、氧化载体和未反应完全的还原载体混合进行半焦不完全燃烧、氧化载体部分还原反应,操作温度600~1000℃,压力2~10.0mpa,气相线速度0.5~5m/s,床层平均密度50~350kg/m3,产生co和co2合成气、还原载体和粗渣h。co和co2合成气、氧化载体和还原载体通过气化炉1的喉口结构11进入气化炉1上部的热解甲烷段2中,粗渣h从氧化气化段10底部排出进入渣斗23。第二旋风分离器7上方出口排出的富甲烷合成气进入冷却净化单元27分离得到焦油e和高纯度甲烷f。
81.优选地,在还原载体返料装置4和半焦返料装置8中通入松动气i,松动气i能够起到调节返料循环量,避免物料沉积堵塞返料装置的作用,松动气i为惰性气体。
82.下面结合实施例对本发明做进一步说明,但本发明的保护范围不限于此。
83.【实施例1】
84.一种新型氧载体煤催化气化制甲烷反应装置,气化炉1上部的热解甲烷段2内径2.0m,高度8m,气化炉1下部的氧化气化段10内径1.2m,高度6m,原料进口19高度位于气化炉1上部的热解甲烷段2高度的1/10,移动床制氢炉6内径1.5m,高度6m。喉口结构11处的第二
氢气进口26通入氢气比例30%,热解甲烷段2气体分布器外孔n1孔径2mm,内孔n2孔径0.5mm,炉篦偏移距离为0。
85.选用内蒙褐煤为原料从原料进口19加入气化还原炉内,氧化载体采用kfe-sio2,其中k含量10%,fe含量50%,剩余为sio2含量。热解甲烷段2的第一氢气进口25和喉口结构11处的第二氢气进口26中通入来自移动床制氢炉6的高纯度氢气d,以及来自气化炉1喉口结构11的co+co2合成气,与氧化载体混合接触,h2/(co+co2)比例3.5mol/mol,进行催化热解、氧化载体还原等反应,热解甲烷段2操作温度500℃,操作压力3mpa,生成半焦、富甲烷合成气和还原载体,其中ch4含量70%。还原载体进入移动床制氢炉6,进行还原载体与水蒸气的制氢反应,水载比2.0mol/mol,移动床制氢炉6操作温度700℃,操作压力3mpa,生成富氢气体和氧化载体,其中富氢气体经冷却分离后,氢气含量达到99.0%,不含水分。氧化载体和未反应完全的还原载体再进入氧化气化段10中与半焦和氧化剂g混合接触,进行半焦不完全燃烧、氧化载体部分还原反应,操作温度1000℃,操作压力3.0mpa,氧碳比0.5mol/mol,生成co+co2合成气、还原载体和粗渣h,其中co+co2合成气中水含量低于2%。co和co2合成气、氧化载体和还原载体通过气化炉1喉口结构11进入热解甲烷段2中,粗渣h从氧化气化段10底部排出,碳转化率达到98.0%。
86.【实施例2】
87.一种新型氧载体煤催化气化制甲烷反应装置,气化炉1上部的热解甲烷段2内径2.0m,高度8m,气化炉1下部的氧化气化段10内径1.2m,高度6m,原料进口19高度位于气化炉1上部的热解甲烷段2高度的1/10,移动床制氢炉6内径1.5m,高度6m。喉口结构11处的第二氢气进口26通入氢气比例0%,热解甲烷段2气体分布器外孔n1孔径2mm,内孔n2孔径0.5mm,炉篦偏移距离为0。
88.选用内蒙褐煤为原料从原料进口19加入气化还原炉内,氧化载体采用kfe-sio2,其中k含量10%,fe含量50%,剩余为sio2含量。热解甲烷段2的第一氢气进口25和喉口结构11处的第二氢气进口26中通入来自移动床制氢炉6的高纯度氢气d,以及来自气化炉1喉口结构11的co+co2合成气,与氧化载体混合接触,h2/(co+co2)比例3.5mol/mol,进行催化热解、氧化载体还原等反应,热解甲烷段2操作温度500℃,操作压力3mpa,生成半焦、富甲烷合成气和还原载体,其中ch4含量65%。还原载体进入移动床制氢炉6,进行还原载体与水蒸气的制氢反应,水载比2.0mol/mol,移动床制氢炉6操作温度700℃,操作压力3mpa,生成富氢气体和氧化载体,其中富氢气体经冷却分离后,氢气含量达到99.0%,不含水分。氧化载体和未反应完全的还原载体再进入氧化气化段10中与半焦和氧化剂g混合接触,进行半焦不完全燃烧、氧化载体部分还原反应,操作温度1000℃,操作压力3.0mpa,氧碳比0.5mol/mol,生成co+co2合成气、还原载体和粗渣h,其中co+co2合成气中水含量低于2%。co和co2合成气、氧化载体和还原载体通过气化炉1喉口结构11进入热解甲烷段2中,粗渣h从氧化气化段10底部排出,碳转化率达到98.0%。
89.【实施例3】
90.一种新型氧载体煤催化气化制甲烷反应装置,气化炉1上部的热解甲烷段2内径2.0m,高度8m,气化炉1下部的氧化气化段10内径1.2m,高度6m,原料进口19高度位于气化炉1上部的热解甲烷段2高度的1/10,移动床制氢炉6内径1.5m,高度6m。喉口结构11处的第二氢气进口26通入氢气比例30%,热解甲烷段2气体分布器外孔n1孔径2mm,内孔n2孔径
0.5mm,炉篦偏移距离为0。
91.选用内蒙褐煤为原料从原料进口19加入气化还原炉内,氧化载体采用kfe-sio2,其中k含量10%,fe含量50%,剩余为sio2含量。热解甲烷段2的第一氢气进口25和喉口结构11处的第二氢气进口26中通入来自移动床制氢炉6的高纯度氢气d,以及来自气化炉1喉口结构11的co+co2合成气,与氧化载体混合接触,h2/(co+co2)比例4.0mol/mol,进行催化热解、氧化载体还原等反应,热解甲烷段2操作温度500℃,操作压力3mpa,生成半焦、富甲烷合成气和还原载体,其中ch4含量71%。还原载体进入移动床制氢炉6,进行还原载体与水蒸气的制氢反应,水载比2.0mol/mol,移动床制氢炉6操作温度700℃,操作压力3mpa,生成富氢气体和氧化载体,其中富氢气体经冷却分离后,氢气含量达到99.0%,不含水分。氧化载体和未反应完全的还原载体再进入氧化气化段10中与半焦和氧化剂g混合接触,进行半焦不完全燃烧、氧化载体部分还原反应,操作温度1000℃,操作压力3.0mpa,氧碳比0.5mol/mol,生成co+co2合成气、还原载体和粗渣h,其中co+co2合成气中水含量低于2%。co和co2合成气、氧化载体和还原载体通过气化炉1喉口结构11进入热解甲烷段2中,粗渣h从氧化气化段10底部排出,碳转化率达到98.0%。
92.【实施例4】
93.一种新型氧载体煤催化气化制甲烷反应装置,气化炉1上部的热解甲烷段2内径2.0m,高度8m,气化炉1下部的氧化气化段10内径1.2m,高度6m,原料进口19高度位于气化炉1上部的热解甲烷段2高度的1/10,移动床制氢炉6内径1.5m,高度6m。喉口结构11处的第二氢气进口26通入氢气比例30%,热解甲烷段2气体分布器外孔n1孔径2mm,内孔n2孔径2mm,炉篦偏移距离为0。
94.选用内蒙褐煤为原料从原料进口19加入气化还原炉内,氧化载体采用kfe-sio2,其中k含量10%,fe含量50%,剩余为sio2含量。热解甲烷段2的第一氢气进口25和喉口结构11处的第二氢气进口26中通入来自移动床制氢炉6的高纯度氢气d,以及来自气化炉1喉口结构11的co+co2合成气,与氧化载体混合接触,h2/(co+co2)比例3.5mol/mol,进行催化热解、氧化载体还原等反应,热解甲烷段2操作温度500℃,操作压力3mpa,生成半焦、富甲烷合成气和还原载体,其中ch4含量65%。还原载体进入移动床制氢炉6,进行还原载体与水蒸气的制氢反应,水载比2.0mol/mol,移动床制氢炉6操作温度700℃,操作压力3mpa,生成富氢气体和氧化载体,其中富氢气体经冷却分离后,氢气含量达到99.0%,不含水分。氧化载体和未反应完全的还原载体再进入氧化气化段10中与半焦和氧化剂g混合接触,进行半焦不完全燃烧、氧化载体部分还原反应,操作温度1000℃,操作压力3.0mpa,氧碳比0.5mol/mol,生成co+co2合成气、还原载体和粗渣h,其中co+co2合成气中水含量低于2%。co和co2合成气、氧化载体和还原载体通过气化炉1喉口结构11进入热解甲烷段2中,粗渣h从氧化气化段10底部排出,碳转化率达到98.0%。
95.【实施例5】
96.一种新型氧载体煤催化气化制甲烷反应装置,气化炉1上部的热解甲烷段2内径2.0m,高度8m,气化炉1下部的氧化气化段10内径1.2m,高度6m,原料进口19高度位于气化炉1上部的热解甲烷段2高度的1/10,移动床制氢炉6内径1.5m,高度6m。喉口结构11处的第二氢气进口26通入氢气比例30%,热解甲烷段2气体分布器外孔n1孔径2mm,内孔n2孔径0.5mm,炉篦偏移距离为制氢炉内径的3/10。
97.选用内蒙褐煤为原料从原料进口19加入气化还原炉内,氧化载体采用kfe-sio2,其中k含量10%,fe含量50%,剩余为sio2含量。热解甲烷段2的第一氢气进口25和喉口结构11处的第二氢气进口26中通入来自移动床制氢炉6的高纯度氢气d,以及来自气化炉1喉口结构11的co+co2合成气,与氧化载体混合接触,h2/(co+co2)比例3.5mol/mol,进行催化热解、氧化载体还原等反应,热解甲烷段2操作温度500℃,操作压力3mpa,生成半焦、富甲烷合成气和还原载体,其中ch4含量72%。还原载体进入移动床制氢炉6,进行还原载体与水蒸气的制氢反应,水载比2.0mol/mol,移动床制氢炉6操作温度700℃,操作压力3mpa,生成富氢气体和氧化载体,其中富氢气体经冷却分离后,氢气含量达到99.5%,不含水分。氧化载体和未反应完全的还原载体再进入氧化气化段10中与半焦和氧化剂g混合接触,进行半焦不完全燃烧、氧化载体部分还原反应,操作温度1000℃,操作压力3.0mpa,氧碳比0.5mol/mol,生成co+co2合成气、还原载体和粗渣h,其中co+co2合成气中水含量低于2%。co和co2合成气、氧化载体和还原载体通过气化炉1喉口结构11进入热解甲烷段2中,粗渣h从氧化气化段10底部排出,碳转化率达到98.0%。
98.【实施例6】
99.一种新型氧载体煤催化气化制甲烷反应装置,气化炉1上部的热解甲烷段2内径2.0m,高度8m,气化炉1下部的氧化气化段10内径1.2m,高度6m,原料进口19高度位于气化炉1上部的热解甲烷段2高度的1/10,移动床制氢炉6内径1.5m,高度6m。喉口结构11处的第二氢气进口26通入氢气比例30%,热解甲烷段2气体分布器外孔n1孔径2mm,内孔n2孔径0.5mm,炉篦偏移距离为0。
100.选用内蒙褐煤为原料从原料进口19加入气化还原炉内,氧化载体采用kfenimo-sio2,其中k含量10%,fe含量50%,ni含量5%,mo含量5%,剩余为sio2含量。热解甲烷段2的第一氢气进口25和喉口结构11处的第二氢气进口26中通入来自移动床制氢炉6的高纯度氢气d,以及来自气化炉1喉口结构11的co+co2合成气,与氧化载体混合接触,h2/(co+co2)比例3.5mol/mol,进行催化热解、氧化载体还原等反应,热解甲烷段2操作温度500℃,操作压力3mpa,生成半焦、富甲烷合成气和还原载体,其中ch4含量73%。还原载体进入移动床制氢炉6,进行还原载体与水蒸气的制氢反应,水载比2.0mol/mol,移动床制氢炉6操作温度700℃,操作压力3mpa,生成富氢气体和氧化载体,其中富氢气体经冷却分离后,氢气含量达到99.2%,不含水分。氧化载体和未反应完全的还原载体再进入氧化气化段10中与半焦和氧化剂g混合接触,进行半焦不完全燃烧、氧化载体部分还原反应,操作温度1000℃,操作压力3.0mpa,氧碳比0.5mol/mol,生成co+co2合成气、还原载体和粗渣h,其中co+co2合成气中水含量低于2%。co和co2合成气、氧化载体和还原载体通过气化炉1喉口结构11进入热解甲烷段2中,粗渣h从氧化气化段10底部排出,碳转化率达到98.5%。
101.【实施例7】
102.一种新型氧载体煤催化气化制甲烷反应装置,气化炉1上部的热解甲烷段2内径2.0m,高度8m,气化炉1下部的氧化气化段10内径1.2m,高度6m,原料进口19高度位于气化炉1上部的热解甲烷段2高度的1/10,移动床制氢炉6内径1.5m,高度6m。喉口结构11处的第二氢气进口26通入氢气比例30%,热解甲烷段2气体分布器外孔n1孔径2mm,内孔n2孔径0.5mm,炉篦偏移距离为0。
103.选用内蒙褐煤为原料从原料进口19加入气化还原炉内,氧化载体采用kfe-sio2,
其中k含量10%,fe含量50%,剩余为sio2含量。热解甲烷段2的第一氢气进口25和喉口结构11处的第二氢气进口26中通入来自移动床制氢炉6的高纯度氢气d,以及来自气化炉1喉口结构11的co+co2合成气,与氧化载体混合接触,h2/(co+co2)比例3.7mol/mol,进行催化热解、氧化载体还原等反应,热解甲烷段2操作温度500℃,操作压力3mpa,生成半焦、富甲烷合成气和还原载体,其中ch4含量71.5%。还原载体进入移动床制氢炉6,进行还原载体与水蒸气的制氢反应,水载比3.0mol/mol,移动床制氢炉6操作温度700℃,操作压力3mpa,生成富氢气体和氧化载体,其中富氢气体经冷却分离后,氢气含量达到99.8%,不含水分。氧化载体和未反应完全的还原载体再进入氧化气化段10中与半焦和氧化剂g混合接触,进行半焦不完全燃烧、氧化载体部分还原反应,操作温度1000℃,操作压力3.0mpa,氧碳比0.5mol/mol,生成co+co2合成气、还原载体和粗渣h,其中co+co2合成气中水含量低于2%。co和co2合成气、氧化载体和还原载体通过气化炉1喉口结构11进入热解甲烷段2中,粗渣h从氧化气化段10底部排出,碳转化率达到98.0%。
104.【实施例8】
105.一种新型氧载体煤催化气化制甲烷反应装置,气化炉1上部的热解甲烷段2内径2.0m,高度8m,气化炉1下部的氧化气化段10内径1.2m,高度6m,原料进口19高度位于气化炉1上部的热解甲烷段2高度的1/10,移动床制氢炉6内径1.5m,高度6m。喉口结构11处的第二氢气进口26通入氢气比例30%,热解甲烷段2气体分布器外孔n1孔径2mm,内孔n2孔径0.5mm,炉篦偏移距离为0。
106.选用内蒙褐煤为原料从原料进口19加入气化还原炉内,氧化载体采用kfe-sio2,其中k含量10%,fe含量50%,剩余为sio2含量。热解甲烷段2的第一氢气进口25和喉口结构11处的第二氢气进口26中通入来自移动床制氢炉6的高纯度氢气d,以及来自气化炉1喉口结构11的co+co2合成气,与氧化载体混合接触,h2/(co+co2)比例3.5mol/mol,进行催化热解、氧化载体还原等反应,热解甲烷段2操作温度500℃,操作压力3mpa,生成半焦、富甲烷合成气和还原载体,其中ch4含量65%。还原载体进入移动床制氢炉6,进行还原载体与水蒸气的制氢反应,水载比2.0mol/mol,移动床制氢炉6操作温度700℃,操作压力3mpa,生成富氢气体和氧化载体,其中富氢气体经冷却分离后,氢气含量达到99.0%,不含水分。氧化载体和未反应完全的还原载体再进入氧化气化段10中与半焦和氧化剂g混合接触,进行半焦不完全燃烧、氧化载体部分还原反应,操作温度1000℃,操作压力3.0mpa,氧碳比0.8mol/mol,生成co+co2合成气、还原载体和粗渣h,其中co+co2合成气中水含量低于2%。co和co2合成气、氧化载体和还原载体通过气化炉1喉口结构11进入热解甲烷段2中,粗渣h从氧化气化段10底部排出,碳转化率达到99.0%。
107.表1:
108.109.[0110][0111]
表1为实施例1至实施例8的实验条件以及结果,由此可见,通过本发明提供的氧载体煤催化气化制甲烷的装置以及方法,可以使装置出口碳转化率达到98%,出口甲烷含量达到70%。表1中的焦油产率是指收集到的焦油与原料煤的质量之比。
[0112]
最后应说明的是:以上实施方式及实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施方式及实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施方式或实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施方式或实施例技术方案的精神和范围。