1.本发明涉及一种用于制造针对吸入器、优选电子香烟的蒸发器组件的方法。
背景技术:
2.ep 3 025 601 b1公开一种用于制造针对电子香烟的蒸发器筒的方法,其中用于电加热器触头的电极不断地从金属板条中被冲裁出。
3.jps 61214544公开了将半导体元件电联接到冲裁网格上,其中,该半导体元件被封装且被分离。
技术实现要素:
4.本发明的任务在于,提供一种有效的针对蒸发器组件的串行制作可能性(serienfertigungsm
ö
glichkeit),其中,蒸发器应当在电方面被可靠地联接且在热方面尽可能解耦。
5.本发明利用独立权利要求的特征解决该任务。
6.根据本发明,提供多个联接位置且在每个联接位置处执行至少一个安装步骤、优选多个安装步骤,用以在每个联接位置处分别制造一蒸发器组件。
7.在一特别优选的实施方式中,联接位置通过安装架彼此连接。安装架有利地是金属性的、带形的和/或可卷起/可展开的。借助于安装架,可以因此带形地、不断地、彼此排成列地提供大量的针对蒸发器的联接位置用于机械加工。
8.为了电联接蒸发器,有利地在每个联接位置处提供至少一个电传导的例如由金制成的联接面(接合面)。
9.该安装方法有利地包括将蒸发器载体联接到一个或每个联接位置上的安装步骤。这可以特别有利地通过利用塑料包覆注塑安装架来实现。另外,有利地设置将蒸发器联接到一个或每个联接位置上的安装步骤,尤其是借助于粘合剂。
10.每个蒸发器的电联接于是有利地通过与一个或每个电传导的联接面电连接和/或接线来进行。
11.有利地,该安装方法包括以下安装步骤组中的一个或多个:在蒸发器组件中或上放置和/或联接一芯元件;将至少一个用于密封液体的密封元件放入到一个或每个蒸发器组件中;在蒸发器组件中或上放置和/或联接一识别元件;利用蒸发器壳体包裹一个或每个蒸发器组件;将一烟道与一个或每个蒸发器组件的烟道接纳部连接;在一个或每个蒸发器组件上安装和/或装填一液体箱。
12.在该安装方法的合适的时间点可以进行至少部分已安装的蒸发器组件的部分分离,尤其是通过从安装架单侧断开。之后可以将预制的蒸发器壳体推到例如蒸发器组件的自由端上。却也可以在联接位置通过注塑产生蒸发器壳体。
13.最后通过从安装架完全断开来进行蒸发器组件完全的分离,用以按照实施方式获得蒸发器组件、蒸发器单元或蒸发器筒。
14.根据本发明的安装架有利地是带形的,该安装架优选基本上无末端地被提供且为了执行安装步骤优选按工作节拍被进给。在一有利的实施方式中,安装架包括至少一个、优选多个沿进给方向延伸的纵向接板,其中,联接位置有利地以一列或多列平行于纵向接板布置。在至少一个纵向接板上或中,优选以规则的间距设置引导元件或引导开口。
15.进一步有利地,安装架在每个联接位置处具有至少一个横向接板,该横向接板从至少一个纵向接板出发横向延伸。在一优选的实施方式中,至少一个横向接板的至少一部分持久地保留在蒸发器组件中且在最终产品中有利地形成至少一个用于电接触蒸发器的电触头。
附图说明
16.以下参照附图借助于优选实施方式解释本发明。其中:图1示出安装架的俯视透视图;图2示出具有被联接在联接位置处的蒸发器载体的安装架的俯视透视图;图3示出具有被联接在联接位置处的蒸发器的安装架的俯视透视图;图4示出用于将粘合剂涂抹到蒸发器载体上的压力装置(druckvorrichtung)的示意图;图5示出穿过蒸发器组件的横截面;图6示出具有被电联接或者说被接线的蒸发器的安装架的俯视透视图;图7示出具有识别元件的安装架的仰视透视图;图8示出具有部分被分离的蒸发器组件的安装架的俯视透视图;图9示出具有部分被分离的蒸发器组件的安装架的仰视透视图;图10示出具有被套上的用于形成蒸发器单元的蒸发器壳体的安装架的俯视透视图;图11示出具有被接上的用于形成蒸发器筒的筒壳体的安装架的俯视透视图;图12示出被分离的蒸发器筒的透视图;图13示出穿过被分离的蒸发器筒的横截面;图14示出另一实施方式中的穿过被分离的蒸发器筒的横截面;和图15示出两倍宽的安装架的俯视图。
具体实施方式
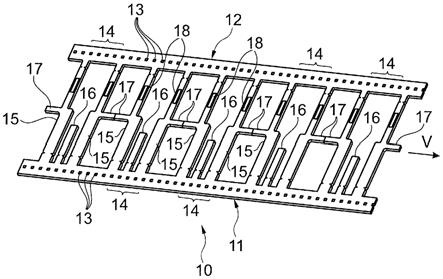
17.尤其是带形的安装架10不断地或者说近似无末端地沿纵向方向v延伸,在制造机器中加工时该纵向方向对应于进给方向v。在图1中仅示出完整安装架10的片段。安装架10为了不断的加工被设置和设立在一个或多个安装机器中;这会在后续予以详述。为了安装,安装架10在一个或多个安装机器中沿进给方向v进给。安装架10有利地从卷筒抽取且因此有利地是可展开/可卷起的。可能有利地,安装架10在(安装机器中的)安装步骤结束之后被再次卷起且(可能地在下一安装机器中)被再次展开用于下一安装步骤,例如当单个的安装步骤或者说单个的安装机器节拍不同时。单个的带可以在制造方法期间例如通过冲裁和/或拼接、比如借助于焊接改变成任意长度,从而以此实现无末端过程和/或改变卷筒大小。
18.安装架10这里具有例如两个沿进给方向不断地或者说近似无末端地延伸的纵向
接板11、12,这些纵向接板有利地彼此平行布置。在其他实施方式中也可以只设置一个纵向接板或者可以设置多于两个纵向接板(见图15)。一个或多个纵向接板11、12用于在机器中运输或者说用于进给安装架10,且可以为了该目的以规则的间距沿纵向方向v具有引导元件或者像这里一样的引导开口13,例如机器的相应引导部分嵌接到这些引导元件或引导开口中。
19.沿安装架10的纵向方向或进给方向以规则的间距且不断地形成联接位置14。在图1中示出例如五个联接位置14。每个联接位置14用于制作分别针对一个吸入器的相应的蒸发器组件。每个联接位置14有利地通过一个或多个横向接板15、16形成,所述一个或多个横向接板横向于纵向接板11、12延伸。安装架10有利地包括连贯的横向接板15,其从纵向接板11延伸至另一纵向接板12且以此将安装架10保持在一起。每个联接位置14有利地设置至少一个横向接板15、进一步有利地多个横向接板15、例如两个连贯的横向接板15。
20.另外,每个联接位置14可以设置至少一个横向接板16,该横向接板仅从纵向接板11出发非连贯地延伸、也就是不延伸直至另一纵向接板12。
21.可以在所述一个或每个连贯的横向接板15处设置间距保持件17,这些间距保持件有利地沿纵向方向v分别在两个联接位置14之间延伸且限定和/或保持相应联接位置14之间的间距。
22.安装架10有利地由传导的材料、尤其是金属制成,且有利地在可加工性方面是可弯曲的。在一有利的实施方式中,安装架10由金属板制成且例如从金属板中被冲裁出且于是形成冲裁网格。
23.非金属的材料、例如塑料,其可能是可传导的或者说被金属性涂层的,可以用于安装架10。
24.以下借助于图2至14解释蒸发器组件50的制造。
25.在一前置的步骤中,例如通过辊轧制造安装架10。接下来例如通过冲裁使其变成安装架10呈待机器加工的形态(见图1)。
26.之后可选地可以借助于材料涂抹、压印和/或抛光进行安装架10至少部分的表面调质或者说电镀。例如冲裁出的安装架10可以利用塑料包覆注塑且然后该塑料作为面罩用于后置的借助于电镀的镀金。
27.在一根据图2的安装步骤中,从安装架10出发将蒸发器载体20联接到每个联接位置14处。蒸发器载体20可以有利地由合适的塑料例如peek制成且有利地是至300℃都耐气体排出(ausgasungsfest)的。为了制造蒸发器载体20,可以例如在相应的联接位置14处包覆注塑安装架10、尤其是一个或多个横向接板15、16。为了该目的,安装架10(见图1)例如从卷筒抽取且通过未示出的多次注塑工具被引导。在安装架10中、尤其是在至少一个横向接板15中可以设置至少一个例如由金制成的电联接面18。
28.在联接位置14处包覆注塑安装架10之后,安装架10沿纵向方向v被进一步引导。在离开注塑工具之后,在图2中示出的具有被联接的蒸发器载体20的安装架10要么被卷起到滚筒上、要么在线地被进一步加工。在后一种情况中,有利地设置缓冲区用于中间存储在图2中示出的安装架10,因为注塑工具的加工速度和后续加工装置的加工速度一般来说可能有区别。
29.可以有其他方法,例如蒸发器载体20可以比如通过注塑预制且在相应的联接位置
14处被夹入到安装架10中。蒸发器载体20也可以由其他材料制成,例如由陶瓷或复合材料制成。
30.在根据图3的下一安装步骤中,在每个联接位置14处放置一蒸发器21,例如放置到蒸发器载体20的凹陷部中(见图2),且将蒸发器联接到蒸发器载体20上。为了该目的,装备有蒸发器载体20的安装架10(见图2)例如从卷筒抽取且通过未示出的放置工具和连接工具被引导。替代地,该安装步骤也可以以批量(batch)模式(成批(chargen)模式)进行。
31.蒸发器21到蒸发器载体20上的联接可以例如借助于粘合剂22发生。粘合剂22在一实施方式中可以在线地、也就是在制作过程中借助于施加装置23被施加到蒸发器载体20上。施加装置23可以具有例如轮形的压力头24,该压力头具有多个例如四个用于移压(tampondruck)的压力冲模25,见图4。也可以是其他的粘合剂施加装置。粘合剂22有利地是耐温度到至少300℃的且相对于有毒的汽化是耐气体排出的,以及相对于蒸发液体是稳定的。
32.粘合剂22可以在蒸发器21经由粘合剂22与蒸发器载体20连接之前被涂抹到蒸发器载体20上(见图4)。替代地,粘合剂22可以在蒸发器经由粘合剂22与蒸发器载体20连接之前被涂抹到蒸发器21上。有利地,也可以首先在蒸发器载体20上放置蒸发器21且接下来使例如液态形式的粘合剂22分散开。粘合剂22可以布置在蒸发器21的端面侧处和/或外侧处。
33.在下一步骤中粘合剂22被硬化。这可以通过在空气中风干或者有利地通过尤其炉子中的热量输入来发生。替代地,也可以应用可紫外线硬化的粘合剂22,该粘合剂于是借助于紫外线被硬化。硬化可以成批地(批量地)或者在连续运行方法中、例如在连续运行炉中执行。
34.在离开放置工具和连接工具之后,在图3中示出的具有被联接的蒸发器21的安装架10要么被卷起到卷筒上、要么在线地被进一步加工。在后一种情况中,有利地设置缓冲区用于中间存储图3中示出的安装架10,因为放置工具和连接工具的加工速度和后续加工装置的加工速度一般来说可能有区别。
35.在一有利的实施方式中,蒸发器21在背面被联接到蒸发器载体20上。这最好从图5中可见。例如环形的粘合剂22因此被布置在蒸发器21的蒸汽排出侧处且被联接到蒸发器载体20的背面处,也就是在根据图3的视图中从下侧过来。蒸发器21布置在背面具有以下优点,蒸发器21和之后会解释到的芯元件27之间的力不会减弱粘合剂22的粘合连接且因此可以向粘合剂22提出更小的要求。
36.在根据图6的下一安装步骤中,每个蒸发器21在一接线设备中借助于电导线28被电联接或者说被接线(引线接合(wire-bonding))。为了该目的,装备有蒸发器21的安装架10(见图3)例如从卷筒被抽取且连续地通过未示出的接线装置被引导。电联接也可以替代地成批地(也就是以批量模式)进行。蒸发器21的电联接有利地以如下方式进行,构成蒸发器21的加热电阻的两个电触头借助于一根或多根例如三根导线28或者说联接线例如通过钎焊被分别联接到横向接板15上,如其在图6中所示。导线28例如可以由金或铝制成。然而不排除钢线或其他合适的材料。横向接板15的一些部分持久地保留在蒸发器组件50中且在最终产品中形成用于连接具有吸入器基础部分的蒸发器组件50的电触头48,见图12和13。如从图13中可见,电导线28为了有效的冷却被有利地布置在空气通道26中,该空气通道延伸通过烟道开口47和相对置的法兰40中的端面侧开口30之间的蒸发器壳体51。通过端面侧
开口30,用于连接具有吸入器基础部分的蒸发器筒52的电触头48有利地通过法兰40被向外引导。
37.在一可选的根据图7的步骤中,识别元件29(id芯片)被放入到每个蒸发器组件50或者说每个蒸发器载体20中。识别元件29用于明确地识别相应的蒸发器21且可以是例如rfid元件、nfc元件或存有数字识别的数字存储模块(如eeprom)。如果电联接识别元件29,这就可以有利地借助于之前提及的接线装置中的接线来发生。识别元件29的放置和安上可以在根据图3的安装步骤中、在之前的安装步骤中或者在之后的安装步骤中发生。
38.在安装过程中合适的时间点,可以可选地执行根据图8的蒸发器组件50的部分分离。这在蒸发器组件在两侧被保持的本实施例中意味着,纵向接板12中的一个被从安装架10移除且蒸发器组件50仅还单侧地被保持在剩余的纵向接板11上。分离可以例如通过冲裁来实现。安装架10或者说横向接板15可以具有相应的预设断裂位置。在部分分离时也可以将可能的毛刺从蒸发器载体20的注塑移除且提高准确度,在图7中已示出部分分离之后的安装架10。
39.有利地在根据图9的另一安装步骤中将芯元件27放置在每个蒸发器组件50或者说每个蒸发器载体20上且与之联接。芯元件27在最终产品中用于将待蒸发的液体从储液器31(见图13)借助于毛细力运输至蒸发器21。为此芯元件27有利地是平面的。为了放置芯元件27,装备有蒸发器21的可能被分离的安装架10(见图3)例如从卷筒被抽取且连续地通过未示出的放置装置被引导。电联接替代地也成批地(也就是以批量模式)进行。
40.芯元件27有利地被放置在蒸发器载体20的芯接纳部33或者说中空空间(空穴)中,处于与蒸发器21的液体传导的连接中。在芯元件27和蒸发器21之间可以可选地布置无纺布、例如玻璃纤维无纺布。芯元件27例如可以由陶瓷制成。芯元件27在芯接纳部33中的固定例如可以经由夹紧(klemmung)进行,比如当芯元件27相对于芯接纳部33具有更大尺寸时。替代地,芯元件27在芯接纳部33中的固定可以借助于粘合剂进行,例如从外部、或者在芯元件27和芯接纳部33之间、或者在芯元件27和蒸发器之间,其中,在最后一种情况中,粘合剂有利地在硬化时被拉紧到一起,使得芯元件27被持久地压到蒸发器上。如果粘合剂被应用于在芯接纳部33中固定芯元件27,粘合剂将在接下来的步骤中被硬化。这可以通过在空气中风干或者有利地通过尤其炉子中的热量输入来发生。替代地也可以应用可紫外线硬化的粘合剂,该粘合剂于是借助于紫外线被硬化。硬化可以成批地(批量地)或者在连续运行方法中、例如在连续运行炉中执行。
41.在离开放置装置之后,在图9中示出的具有放置的芯元件27的安装架10要么被卷起到卷筒上、要么在线地被进一步加工。在后一种情况中,有利地设置缓冲区用于中间存储在图9中示出的安装架10。
42.在根据图5的实施方式中,在蒸发器载体20的下侧处设置下壳层32。下壳层32可以是单独的部分,其例如被夹在蒸发器载体20上或可以以其他的方式与蒸发器载体20连接。替代地,下壳层32也可以与蒸发器载体20一体地在同一注塑过程中制造。在具有下壳层32的实施方式中,芯元件27可以至少部分地被布置在下壳层32中。
43.为了安装,首先将芯元件27放置在蒸发器载体20的接纳部33中。接下来,为了将下壳层32的液体入口开口36密封,在中空空间35中围绕液体入口开口36布置弹性体的密封元件34、例如以密封环的形式。接下来,例如通过下沉或弯曲安装架10,在下壳层32上放置由
蒸发器载体20连同蒸发器21的组成的组件。替代地,下壳层32可以例如利用安装机器人被接装到蒸发器载体20上。在被安装的状态中,密封元件34有利地相对蒸发器21施加持久弹性力到芯元件27上。
44.芯元件27可以在横截面上是圆的或具有任何其他合适的横截面形状。芯元件27的横截面形状可以适配到蒸发器21的形状。为了密封,下壳层32可以被粘合到蒸发器载体20上。识别元件29在此可以被防篡改地封装。
45.在根据图10的下一安装步骤中蒸发器壳体37分别与蒸发器组件50连接,从而以此获得蒸发器单元51。蒸发器壳体37有利地是细长的,具有两个端面38、39和外套部分43,其中,可以在端面38处有利地设置用于电接口49的法兰40和/或在端面29处有利地设置用于与后续待解释的烟道42连接的烟道接纳部41。蒸发器壳体37可以有利地由合适的塑料例如聚丙烯制成。
46.为了安装,蒸发器壳体37有利地可在蒸发器组件50上推移,如图10中可见。在被推入的状态中,横向接板15、16有利地向外突出超过蒸发器壳体37,使得在接下来的分离之后横向接板15、16形成用于吸入器基础部分的电接口,见图12。
47.为了相对于蒸发器载体20密封蒸发器壳体37,例如可以在推入之前将粘合剂尤其是面式地涂抹到蒸发器壳体37和/或蒸发器载体20上。替代地,粘合剂可以例如通过烟道接纳部41中的烟道开口47或通过液体箱44中附加的开口被局部地置入或压到设置在蒸发器载体20中的槽中。另外,可以围绕芯元件27优选从外部通过热处理例如借助于超声波焊接或者说热声波焊接局部地焊接密封槽。焊接可以例如通过借助于激光射线透射液体箱44来有效地发生。蒸发器壳体37相对于蒸发器载体20的密封确保蒸发液体只可以在围绕芯元件27的空间中流动。在蒸发器侧,通过蒸发器21的孔隙建立密封性。
48.在一替代的根据图14的实施方式中,首先将芯元件27放入到蒸发器载体20的芯接纳部33中。蒸发器壳体37有利地由两个部件制成、尤其是喷注成,其中,除了例如由pp制成的蒸发器壳体37自身的基体之外,在被安装的状态下布置芯接纳部33的区域中放入例如由液态硅或其他合适的弹性体材料制成的密封元件19。在将蒸发器组件50推入到蒸发器壳体37中时,弹性体的密封元件19被压缩,且持久地施加密封力到芯元件27上。
49.替换于被构造为两部件蒸发器壳体37、19,可以设置单独的密封环作为密封元件19,该密封环例如通过蒸发器壳体37被挤压。
50.将蒸发器组件50推入到蒸发器壳体37中可以单个地、串行地或成批地(批量地)发生。在串行制作的情况中,优选多个蒸发器壳体37通过接板连接且以与联接位置12相应的间距例如通过注塑来制造。
51.为了完成蒸发器筒52,将烟道42与蒸发器单元51的相应的烟道接纳部41联接,例如被推入到该烟道接纳部中,且之后将液体箱44推到烟道42和蒸发器单元51上且与端面侧的法兰40液体密封地连接,例如通过焊接或粘接。液体箱44有利地是柱体形的且优选包括外套元件45和端面部分46,该端面部分用于封闭与蒸发器单元51或蒸发器侧的接口40相对置的外套元件45端面侧和/或用于保持与蒸发器单元51相对置的烟道42端部,见图13。最后,可以例如通过筒壳体44中的装填开口,利用蒸发液体进行液体箱44内部形成的储液器31的装填。另外,如果想要平面式电接口49,例如可能位于蒸发器组件50或者说蒸发器单元51的中心面中的电触头48可以被翻边(umgekantet)。
52.最后是蒸发器单元51通过从安装架10或者说所述一个或多个纵向接板11断开而进行分离的步骤,由此,按照安装过程中分离的时间点获得如图12和13中的单个的蒸发器组件50、单个的蒸发器单元51或单个的蒸发器筒52。
53.根据图15的实施方式明示,安装架10可以具有多于两个、这里例如三个平行的纵向接板11、12、53,其中,纵向接板12居中地且纵向接板11、53侧向地布置。以这种方式形成两个分别具有串行布置的联接位置14的轨道,这就是两倍宽的安装架10。此外,根据图15的安装架10和根据图6的安装架10(喷注成的蒸发器载体20、被联接和被接线的蒸发器21)处于相同的制作状态中,从而可以放弃图15的进一步解释。
54.蒸发器21有利地被实施为微型机电系统(mems),例如具有导线通道或微通道,如de 10 2016 120 803 a1中所描述,其在这方面的公开内容被接收在本技术中。在此有利地是面式的、装备有微通道的、可能地有掺杂的硅加热器。仿生的或毛细状的加热结构例如仿生网也可以用于蒸发器21。具有如de 10 2017 111 119 a1中所描述的加热结构的蒸发器21也是可以的,其在这方面的公开内容被接收在本技术中。一般来说,本发明不限于特定的蒸发器21类型。
55.附图标记列表:10 安装架11 纵向接板12 纵向接板13 引导开口14 联接位置15、16 横向接板17 间距保持件18 联接面19 密封元件20 蒸发器载体21 蒸发器22 粘合剂23 施加装置24 压力头25 压力冲模26 空气通道27 芯元件28 电导线29 数字识别元件30 端面侧开口31 储液器32 下壳层33 芯接纳部34 密封元件
35 中空空间36 液体入口开口37 蒸发器壳体38、39 端面侧40 法兰41 烟道接纳部42 烟道43 外套部分44 筒壳体45 外套元件46 端面部分47 烟道开口48 电触头49 电接口50 蒸发器组件51 蒸发器单元52 蒸发器筒53 纵向接板。