1.本发明涉及炼焦炉砌炉时的检查装置、检查方法以及使用其的炼焦炉砌炉方法。
背景技术:
2.用于炼钢的冶金用焦炭通过用室式炼焦炉对煤进行炭化来制造。室式炼焦炉通过将炭化室和向该炭化室供热的燃烧室在炉宽方向上交替地配置而构成,经由将炭化室与燃烧室隔开的耐火砖等耐火材料从燃烧室向炭化室供热。也有的在室式炼焦炉具备100个炉孔以上的炉体,可以说是其全长为100m以上、高度达到10m以上的巨大砖构造物。
3.构成炼焦炉的耐火材料,由于超过1000℃的高温、以及经受将对煤进行炭化而得的焦炭水平地拉出取出时的摩擦,因此会逐渐损伤。因此,炼焦炉一边实施基于热喷涂等方法的简易修补、以窑口为主的部分的重砌修补一边使用,一般而言40~50年达到寿命,对已老化的炼焦炉需要进行更新或新设。
4.炼焦炉的建设(砌炉)通常通过砌炉工手工砌筑砖等定型耐火材料来进行。该作业工序具体而言为以下叙述的那样。
5.炼焦炉具有复杂的构造,设计成上下的定型耐火材料的连接面为水平、贯穿整体以同一高度对齐,从下数有第1层、第2层。在炼焦炉的新设或定型耐火材料构造的更新工程中,将共计数百名的砌炉工每一定范围配置各数十名,从炉的底部依次平均一天各垒砌起1层或2层定型耐火材料。
6.另一方面,与上述那样在炼焦炉砌炉现场砌炉工手工砌筑砖等定型耐火材料的情况相比,作为作业性、效率高的技术,也提出有在炼焦炉砌炉现场以外的场所、对多个定型耐火材料进行垒砌而制造块,并将该块搬运并设置于炼焦炉砌炉现场的方法(例如专利文献1)。
7.在采用任意的施工手法的情况下,都要求在维持高精度的同时对定型耐火材料进行垒砌。
8.在炼焦炉砌炉现场,在维持高精度的同时对砖等定型耐火材料进行垒砌时,可取用以下这样的手法。首先,预先使用起重机等将使用的定型耐火材料搬入作业高度,配置于要施工的位置的近处。另外,砂浆在搅拌机中制造之后,被装入容器,通过起重机等被搬入作业场所,进行细分并配置于施工位置附近。砌炉工在要砌筑定型耐火材料的位置、使用抹子以成为规定的接缝厚度的方式涂布砂浆(日文为
“むかえトロ”
),接着,取用配置于近处的定型耐火材料,以不夹入空气的方式向砂浆上砌筑定型耐火材料。砌炉工在利用水平器等对砌筑后的定型耐火材料的位置进行调整之后,向砌筑下一定型耐火材料的位置沿横向移动。通过反复进行以上的步骤,从而砌筑起1层量的定型耐火材料。当1层量的定型耐火材料垒砌作业结束时,进行用于确认要求精度是否达成的检查作业(形状测定),在发现了问题的情况下在将该部分重砌,之后进入下一层的垒砌作业。
9.用于确认要求精度的检查作业通过如下方式来进行:将线拉成直线状而对与该线的距离进行目视判定、或者将1m左右的直线的杆推至砌筑后的定型耐火材料的列并目视有
无凹凸进行检查。如果间隙为2mm以上,则作业人员用锤子敲击该部位等进行微调整,在即使如此也无法修正的情况下将砖剥离再次进行重砌。此时的检查作业,关于各炉孔在炉高方向上每一层砌筑结束作业人员都会进行,需要以1mm间距遍及全长进行。并且,检查结果被记入检查表。
10.现有技术文献
11.专利文献
12.专利文献1:日本专利6008071号公报
技术实现要素:
13.发明所要解决的课题
14.上述那样的通过人工进行的检查作业的范围广且非常烦杂,另外,在炼焦炉砌炉现场进行检查作业的情况下,需要将检查作业和所有炉孔的垒砌作业同时进行。因此,成为多名作业人员穿梭其中的作业,需要避免与其他工序的作业人员的干扰,是低效的。即,在砌炉现场有各种各样职责的作业人员,进行确认要求精度是否达成的检查作业需要抓住不与其他作业发生干扰的时机来进行,因此在广范围内移动地进行作业,不可避免成为低效的运用。
15.另外,如专利文献1所示,在炼焦炉砌炉现场以外的场所,在对多个定型耐火材料进行垒砌而制造块(block)的情况下,能够高效地进行砌炉现场的作业,另外,因为能够在不同于砌炉现场实施用于确认要求精度的检查作业,所以高效。然而,检查作业不在砌炉现场实施,相应地难以满足要求精度的情况也会发生。
16.因此,本发明以提供能够在砌炉现场、不与其他工序发生干扰地自动地进行对耐火材料进行垒砌之后的检查作业的炼焦炉砌炉时的检查装置、检查方法以及炼焦炉砌炉方法为课题。
17.用于解决课题的手段
18.为了解决上述课题,本发明提供以下的(1)~(11)。
19.(1)炼焦炉砌炉时的检查装置,所述检查装置针对对制造焦炭的炼焦炉进行更新或新设时的砌炉作业中的、将耐火材料进行砌筑之后的砌筑精度进行检查,所述检查装置具有:
20.拍摄装置,其获取进行砌炉作业的作业区间的影像;
21.测定区域决定单元,其基于由所述拍摄装置获取到的所述作业区间的影像,确定砌筑作业已完成的作业完成区间,将所确定的所述作业完成区间决定为测定区域;和
22.耐火材料测位装置,其对由所述测定区域决定单元所决定的所述测定区域内的耐火材料的砌筑位置进行测定以检查砌筑精度。
23.(2)(1)所记载的炼焦炉砌炉时的检查装置,所述测定区域决定单元通过对由所述拍摄装置获取到的所述作业区间的影像进行动线解析从而对所述作业完成区间进行确定而决定所述测定区域。
24.(3)上述(1)或(2)所记载的炼焦炉砌炉时的检查装置,其进一步具有使所述耐火材料测位装置在所述作业区间的上方移动的移动机构。
25.(4)(3)所记载的炼焦炉砌炉时的检查装置,所述移动机构为桥式起重机。
26.(5)(1)至(4)中任一项所记载的炼焦炉砌炉时的检查装置,所述耐火材料测位装置为3d扫描仪。
27.(6)(1)至(5)中任一项所记载的炼焦炉砌炉时的检查装置,所述耐火材料测位装置对至砌筑后的耐火材料的上表面和/或侧面为止的距离进行多点测定来对耐火材料的砌筑位置进行测位。
28.(7)炼焦炉砌炉时的检查方法,所述检查方法针对对制造焦炭的炼焦炉进行更新或新设时的砌炉作业中的、对耐火材料进行砌筑之后的砌筑精度进行检查,所述检查方法包括:
29.获取进行砌炉作业的作业区间的影像的工序;
30.基于所述作业区间的影像,确定砌筑作业已完成的作业完成区间,将所确定的所述作业完成区间决定为测定区域的工序;和
31.对所决定的所述测定区域内的耐火材料的砌筑位置进行测定以检查砌筑精度的工序。
32.(8)(7)所记载的炼焦炉砌炉时的检查方法,在决定所述测定区域的工序中,通过对所述作业区间的影像进行动线解析从而对所述作业完成区间进行确定。
33.(9)(8)所记载的炼焦炉砌炉时的检查方法,
34.决定所述测定区域的工序包括:
35.将所述作业区间划分为多个小区间的工序;
36.从所述作业区间的影像中提取作业人员的动线的工序;
37.根据提取出的作业人员的动线,对所述小区间是砌筑作业中的区间还是所述作业完成区间进行判定的工序;和
38.将所述作业完成区间决定为所述测定区域的工序。
39.(10)(9)所记载的炼焦炉砌炉时的检查方法,进一步包括:
40.将所述砌筑精度的检查已完成的所述测定区域设为检查完成区间的工序;和
41.进行所述作业区间内的所有的所述小区间是否为所述检查完成区间的判定的工序,
42.在所有的所述小区间都成为所述检查完成区间的时间点结束测定。
43.(11)(7)至(10)中任一项所记载的炼焦炉砌炉时的检查方法,砌筑精度的检查使用对所述测定区域内的耐火材料的砌筑位置进行测定的耐火材料测位装置来进行,在掌握了所述作业完成区间之后,使所述耐火材料测位装置移动至所述作业完成区间来对砌筑精度进行检查。
44.(12)(7)至(11)中任一项所记载的炼焦炉砌炉时的检查方法,
45.所述砌筑精度的检查包括:
46.对所述测定区域内的耐火材料的砌筑位置进行测定、获取测定数据的工序;和
47.通过将所述测定数据与设计值进行比较从而进行砌筑精度判定的工序。
48.(13)炼焦炉砌炉方法,是对制造焦炭的炼焦炉进行更新或新设时的炼焦炉砌炉方法,反复进行
49.对耐火材料进行砌筑的工序;和
50.通过上述(7)至(12)中任一项所记载的检查方法对将所述耐火材料进行砌筑后的
精度进行检查的工序。
51.发明的效果
52.根据本发明,基于通过拍摄装置获取到的作业区间的影像,决定耐火材料测位装置的测定区域,所以能够在砌炉现场、不与其他工序发生干扰地自动地进行对耐火材料进行垒砌后的检查作业。
附图说明
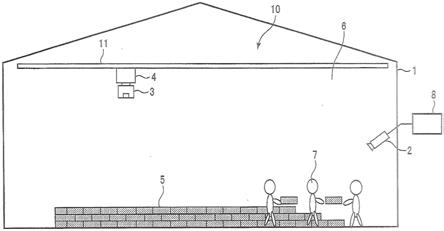
53.图1是示出包括本发明的一实施方式的炼焦炉砌炉时的检查装置的炼焦炉砌炉设备的图。
54.图2是用于对利用图1的检查装置进行的炼焦炉砌炉时的检查方法的一例的第1步进行说明的图。
55.图3是用于对利用图1的检查装置进行的炼焦炉砌炉时的检查方法的一例的第2步进行说明的图。
56.图4是用于对利用图1的检查装置进行的炼焦炉砌炉时的检查方法的一例的第3步进行说明的图。
57.图5是用于对利用图1的检查装置进行的炼焦炉砌炉时的检查方法的一例的第4步进行说明的图。
58.图6是用于对第2步的动线解析的工序进行说明的图。
59.图7是将第4步的砌筑精度检查的工序与第2步的动线解析的工序一并示出的流程图。
具体实施方式
60.以下,参照附图对本发明的实施方式进行说明。
61.图1是示出包括本发明的一实施方式的炼焦炉砌炉时的检查装置的炼焦炉砌炉设备的图。
62.炼焦炉砌炉设备具有砌炉厂房1,在砌炉厂房1内具有构成检查装置10的拍摄装置2、和耐火材料测位装置3。拍摄装置2设置于砌炉厂房1的壁部。
63.在砌炉厂房1内设置有起重机4,耐火材料测位装置3安装于起重机4。起重机4是桥式起重机,可以沿着导轨11在水平方向上移动,作为耐火材料测位装置3的移动机构发挥功能。
64.砌炉厂房1内的耐火材料测位装置3的下方成为作业区间6。在作业区间6,由作业人员7垒砌耐火材料5,进行炼焦炉的砌炉。
65.炼焦炉的主要部分具有如下构造:将耐火材料5在炉长方向上排列且在高度方向上垒砌而形成1个炉孔,在炉宽方向上隔有规定的间隔地排列有多个这样的炉孔。耐火材料5可以是砖等定型耐火材料,也可以是不定型耐火材料。
66.在炼焦炉的砌炉之时,作业人员7沿着水平方向的一方向砌筑耐火材料5,1层量的耐火材料5的垒砌作业结束,进行砌筑精度检查。在检查中发现了问题的情况下,将该部分重新砌筑,之后进入下一层的垒砌作业。反复如此,从而炼焦炉的砌炉完成。
67.拍摄装置2用于获取正在进行砌炉作业的作业区间的影像。作为拍摄装置2,优选
的是,能够高精度地对作业区间6整体的信息进行拍摄,例如可以适当地使用4k相机。作为拍摄装置2,只要能够得到足够进行动线解析的分辨率的影像信息,也可以是红外线激光传感器、3d立体相机等其他的设备。
68.在拍摄装置2连接有进行图像处理等的影像控制部8。影像控制部8作为自动地决定砌筑精度检查时的测定区域的测定区域决定单元发挥功能,例如进行动线解析。影像控制部8也可以内置于拍摄装置2。
69.耐火材料测位装置3对至砌筑后的耐火材料5的上表面和/或侧面为止的距离进行多点测定,并具有根据该测定结果进行耐火材料的砌筑精度的判定等的控制部。
70.利用耐火材料测位装置3进行的耐火材料的测定(测位),从相距10~100m左右的场所进行,所以作为耐火材料测位装置3,优选3d扫描仪、立体相机、tof相机等。在这些之中,优选3d扫描仪。3d扫描仪是对到一个点一个点为止的距离进行测定的三维形状测定装置(传感器),可以使用激光、电磁波雷达、超声波等。在这些之中,优选使用能够将测定区域设定为广阔区域、且点之间的分辨能力、距离分辨能力高的激光。
71.在测定(测位)之时,即使到测定(测位)点为止的距离远离,也优选进行调整使得点之间的距离成为20mm以下。在作为耐火材料测位装置3使用3d扫描仪的情况下,为了对点间距离进行调整,除3d扫描仪自身的设定(采样速度、摆头速度、激光强度)的调整之外,可以举出减小3d扫描仪的高度(到测定点为止的距离、区域)等方法。为此,可以设置例如能够使3d扫描仪从起重机4向下方下降10m左右的机构加以应对。
72.需要说明的是,通过上述那样将3d扫描仪等耐火材料测位装置3安装于起重机等移动机构,从而能够使耐火材料测位装置3移动到砌筑精度检查部位的正上方,但也可以固定于作业区间的上方。
73.接着,关于炼焦炉砌炉时的检查方法的一例进行说明。
74.首先,如图2所示,在作业人员7从一端依序实施砌筑作业时,通过拍摄装置2获取作业区间6的影像(第1步)。
75.接着,如图3所示,影像控制部8对获取到的影像进行动线解析,掌握砌筑作业已完成的作业完成区间(第2步)。这样,影像控制部8将已掌握的作业完成区间作为砌筑精度的测定区域。关于动线解析的详细情况在后叙述。需要说明的是,图3的附图标记12为移动体的动线。
76.接着,如图4所示,基于动线解析的结果,通过起重机4,使耐火材料测位装置3向测定区域自动地移动(第3步)。
77.接着,如图5所示,在测定区域,耐火材料测位装置3对砌筑精度进行检查(第4步)。
78.第1步的利用拍摄装置2进行作业区间6的影像获取,是为了决定耐火材料测位装置3的测定区域而进行的。实际的测定区域的决定,通过影像控制部8对获取到的影像进行动线解析来进行。在对炼焦炉燃烧室的砌筑作业进动线解析的情况下,因对1个炉孔量进行垒砌所需的时间为30分钟~1小时左右,所以拍摄装置2的影像获取时间为1~20分钟左右的范围,优选的是能够在5~10分钟左后的范围进行调节。
79.第2步的动线解析按图6所示那样的工序进行。
80.首先,如图6的(a)所示,作业区间6划分成多个小区间21(工序1)。小区间21的划分是任意的,设定为易于解析的大小、。
81.接着,如图6的(b)所示,影像控制部8从由拍摄装置2按一定时间获取到的作业区间6的影像中提取出移动体的动线22a~22d(工序2)。
82.接着,如图6的(c)所示,影像控制部8通过移动体的动作模式、或安装于作业人员7所佩戴的头盔等的标记,从移动体的动线22a~22d中确定出砌筑作业中的作业人员(砌炉工)7的动线23a、23b(工序3)。需要说明的是,在上述工序2、3中,对从移动体的动线之中确定出作业人员的动线的情况进行例示,也可以设为,基于作业人员所持的gps等测位装置,直接提取出作业人员的动线。
83.接着,如图6的(d)所示,影像控制部8对小区间内所含的作业人员7的动线的长度是否为阈值以上进行判定,将作业中的作业人员7的动线存续阈值以上的小区间设为作业中区间24(工序4)。
84.接着,如图6的(e)所示,影像控制部8反复实施工序2~4,将砌筑作业中的作业人员7的动线从阈值以上的状态变化成低于阈值的状态的小区间设为作业完成区间25(工序5)。
85.接着,同时并行地进行后述的砌筑精度检查工序,如图6的(f)所示,影像控制部8将多个作业完成区间25中、从耐火材料测位装置3的控制部接收到后述的砌筑精度判定完成的信息的小区间(作业完成区间)设为检查完成区间26,进行是否所有的小区间都成为检查完成区间26的判定(工序6)。接着,若所有的小区间都成为检查完成区间26,则结束解析。
86.第4步的砌筑精度检查按图7的流程图所示那样的工序进行。图7中,也一并记载了图6的动线解析的工序。
87.耐火材料测位装置3的控制部从连接于拍摄装置2的影像控制部8接收成为作业完成区间的小区间的信息,决定针对多个作业完成区间对砌筑精度进行测定的顺序,按照决定的顺序将作业完成区间设为测定区域而依次进行决定(工序11)。顺序的决定方法既可以是成为作业完成区间的顺序,也可以是起重机4的移动路径成为最小那样的顺序。
88.接着,耐火材料测位装置3对被决定为测定区域的作业完成区间内的耐火材料的砌筑位置进行测定(测位),获取测定数据(3d数据)(工序12)。然后,耐火材料测位装置3的控制部通过将测定数据与设计值进行比较来进行砌筑精度的判定(工序13)。砌筑精度判定后的小区间(作业完成区间)成为检查完成区间,进行标记(工序14)。砌筑精度判定已完成的小区间的信息被送至连接于拍摄装置2的影像控制部8。
89.反复实施工序11~14,进行所有的小区间是否都成为检查完成区间的判定(工序15)。接着,如果所有的小区间都成为检查完成区间,则耐火材料测位装置(3d扫描仪)3所进行的测定结束。
90.分别对多个区间进行耐火材料测位装置(3d扫描仪)3所进行的耐火材料的测定(测位),对过去的测定数据和最近的测定数据进行合成。合成通过在固定于砌炉作业区间内的构造物设置基准点(标记)并加入基准点的位置来进行。用于加入的基准点设为3个点以上。
91.根据本实施方式,设为通过耐火材料测位装置3远程对耐火材料的砌筑精度进行测定,所以砌筑精度测定作业与其他工序的作业不发生干扰,能够在砌炉现场高效率且高精度地进行砌筑精度检查。因此,能够实现砌炉作业的高效化。另外,使用拍摄装置2获取作业区间6的影像,基于该影像通过影像控制部8例如进行动线解析,对砌炉作业的推进状况
进行自动判定,对砌筑作业结束部位进行自动测定,所以能够自动决定耐火材料测位装置3的砌筑精度检查部位(测定区域)。
92.作为不依靠人工进行的大型构造物的计测
·
检查的技术,虽然是与本发明不同的领域,但是已知有:如日本特开平10
‑
227639号公报那样的通过搭载于移动机器人的测距装置进行对象物的尺寸计测的技术;日本特开平5
‑
120413号公报那样的利用可搬式的近红外光波测距装置从分离的场所进行对象物的尺寸计测的技术。
93.但在日本特开平10
‑
227639号公报的技术中移动机器人在作业区间内进行测定,因此需要抓住无其他工序干扰的时机进行测定,不可避免成为进行低效的运用。另外,在日本特开平5
‑
120413号公报那样的技术中不会与其他工序干扰,但每次进行计测都发生将测距装置设置于各处的作业,需要追加的作业人员。
94.与此相对,在本实施方式中,因为耐火材料测位装置3能够远程进行测定,所以不会与其他工序发生干扰,另外,因为能够自动地进行计测所以也无需增加作业人员。
95.以上,关于本发明的实施方式进行了说明,这些始终不过是例示而已,并非限制性的,也可以不脱离本发明的要旨地以各种各样的形态进行省略、置换、变更。
96.例如,在上述实施方式中,示出了作为耐火材料测位装置使用3d扫描仪等三维形状测定装置的例子,但不限于此,可以使用例如二维激光移位计等其他测距装置。另外,示出了作为耐火材料测位装置的移动装置4使用设置于厂房的起重机的例子,但不限于起重机,只要是能够在砌炉厂房内进行水平面移动的手段都可以适用,可以使用例如在室内
·
室外体育场、体院馆等使用的平行线(parallel wire)方式等。另外,在上述实施方式中,关于耐火材料测位装置3具有进行耐火材料的砌筑精度的判定等的控制部的情况进行了例示,但也可以另行设置包括进行耐火材料的砌筑精度的判定的计算机等的判定装置。或者,影像控制部8也可以是还进行耐火材料的砌筑精度的判定的计算机等。
97.实施例1
98.在此,作为拍摄装置使用4k相机,作为耐火材料测位装置使用激光式的3d扫描仪(3d激光扫描仪),如图1所示,将4k相机设置于厂房的壁部,并将3d激光扫描仪设置于桥式起重机。由4k相机进行砌筑不定型耐火材料作为耐火材料的砌炉作业区间的拍摄,影像控制部通过动线解析每5分钟根据过去5分钟期间的影像来判定是否有作业人员,在有的情况下,根据移动速度、胳膊的运动等特征进行该作业人员是进行砌筑作业的砌炉工或是进行耐火材料的搬运等的搬运工亦或是进行接缝的修补、清扫等的接缝工的判断。将5分钟之间、砌炉工占了3分钟以上的区间设为作业中区间,关于之后砌炉工不见了的作业完成区间,操作人员使带有3d激光扫描仪的桥式起重机移动到从正上方相对于该区间错开3~5个炉孔的场所,进行测定。因为在一次测定中只能对不定型耐火材料的单面进行测定,所以使其向反侧移动到从正上方错开3~5个炉孔的场所,再次进行测定。从不定型耐火材料到桥式起重机为止的高度为约15m。
99.关于这样分二次测定出的点群信息,以使得3个点的基准点重叠的方式进行数据的合成。点群数据中有1mm左右的测定误差,无法使基准点3个点完全重叠,所以通过最小二乘法以使得基准点彼此的错位量成为最小的方式进行合成。
100.相对于合成数据的测定点,提取在耐火材料的想计测砌筑位置的面测定出的点,对成为设计值的cad数据与砖面的距离进行测定,取得平均值,从而对耐火材料的砌筑位置
进行测定。测定针对5个炉孔量的不定型耐火材料(a~3)在两端(北端、南端)、中央这三处进行,对与设计值的偏差量进行评价。将该结果示于表1。另外,为了进行比较,将计测者通过手动作业对同一部位进行计测而得的值示于表2。
101.如表1所示,按照本发明进行了计测的情况下,相对于设计值的偏差量为
‑
1.3~1.4mm。另外,如表2所示,在手动计测的情况下,相对于设计值的偏差量为
‑
2.0~0.5mm。另外,本发明例与手动计测结果的差最大为1.6mm。根据以上的结果可以确认,根据本发明,能够以比较高的精度对到耐火材料为止的距离进行测定,砌筑精度检查成为可能。
102.表1
[0103][0104]
表2
[0105][0106]
附图标记的说明
[0107]
1 砌炉厂房
[0108]
2 拍摄装置
[0109]
3 耐火材料测位装置
[0110]
4 移动机构(起重机)
[0111]
5 耐火材料
[0112]
6 作业区间
[0113]
7 作业人员
[0114]
8 影像控制部(测定区域决定单元)
[0115]
10 检查装置
[0116]
11 导轨
[0117]
12,22a~22d 动线
[0118]
21 小区间
[0119]
23a、23b 砌炉工的动线
[0120]
24 作业中区间
[0121]
25 作业完成区间
[0122]
26 检查完成区间