1.本发明涉及一种环保无氯型钛合金切削油及其制备方法。
背景技术:
2.钛合金材料具有质量轻,强度大,耐高温和耐腐蚀等特点,上至飞机、航天器,下至船舶、深潜器、石油开采、化学工业等行业得到了广泛的应用。随着钛冶炼技术和加工工艺的改进和完善,钛及钛合金产品品种也在进一步扩大,质量控制水平也进一步提升,其应用领域也在扩大。钛是目前医疗器械、人工关节、骨科植入物、心脏起搏器等的理想材质。在眼镜、珠宝、手机、电脑等民用休闲产品,钛合金也是未来的发展方向。
3.钛合金的是典型的难加工材质,主要有以下特点:
4.1、强度高,硬度大,要求加工设备的功率大;
5.2、切屑与前刀面接触面积小,刀尖应力大;
6.3、弹性模量小,刚性差,切削加工时,回弹大,容易造成剧烈摩擦、粘附、粘结磨损和工件变形。
7.4、高温下活性高,容易反应生成硬化层,增加钛合金表面硬度,极易造成崩刃现象,加剧刀具磨损。
8.5、导热系数小,切削温度高,刀具很容易产生粘结磨损。
9.钛合金加工过程中刀具寿命的关键因素,如何降低切削区域温度,增加散热速度,延长刀具使用寿命,提高加工效率,进一步降低钛合金产品的制造成本,是推动钛合金广泛应用的关键。
10.同时,社会环保意识越来越强,节能减排、解决环境污染是趋势,欧盟相关法规中已禁止使用短链、中链氯化石蜡,长链氯化石蜡的使用问题也是备受争议。氯化石蜡稳定性差,再加上钛合金切削过程中温度高,极易分解,产生氯气、氯化氢等有毒有害气体,严重危害健康,长期接触刺激呼吸系统、刺激皮肤,严重者可导致肝肾功能损害。分解产生的氯气、氯化氢等还会导致机床、模具生锈,设备故障,设备维修保养成本大幅增加。
11.因此,环保无氯型钛合金切削油是发展的趋势,也是本发明要解决的关键技术问题。
12.目前国内现有的钛合金切削油,基本仍然采用氯化石蜡,高活性硫化极压剂、含磷极压剂、动物油、植物油、合成酯等添加剂,虽然可获得极高的润滑性,但此类物质带来的腐蚀性强,分解产物腐蚀工件、腐蚀机台不环保。
13.现有的无氯切削油为了获得高的油膜强度,采用高黏度基础油,切削油的整体散热性差,使用过程中,切削油油温高,机台、工件烫手,人工操作不方便。
技术实现要素:
14.本发明的目的是为了解决以上现有技术的不足,提供一种环保无氯型钛合金切削油及其制备方法。
15.一种环保无氯型钛合金切削油,包括如下以重量计算的制备原料:基础油2:15
‑
30%,油性剂:15
‑
30%,耦合剂:4
‑
7%,极压抗磨剂:12
‑
20%,分散剂:1
‑
3%,抗氧剂:0.5
‑
1.5%,聚和酯:2
‑
5%,磺酸钙:4%
‑
8%,余量为基础油1,所述的基础油1为w1
‑
130、w1
‑
140、w2
‑
130、w2
‑
140中的一种或多种的混合物。
16.作为进一步改进,所述的基础油2为60n、75n、100n、150n中的一种或多种的混合物。
17.作为进一步改进,所述的油性剂包括多元醇酯和单酯,多元醇酯和单酯的质量比为:1:1~5:1,多元醇酯为三羟甲基丙烷油酸酯、季戊四醇油酸酯、油酸乙二醇酯中的一种或多种的混合物,单酯为油酸甲酯、油酸异辛酯、棕榈酸异辛酯、硬脂酸正丁酯、硬脂酸异辛酯中的一种或多种的混合物。
18.作为进一步改进,所述的耦合剂为月桂醇、c12格尔伯特醇、c16格尔伯特醇、c18格尔伯特醇、c20格尔伯特醇中的一种或多种的混合物。
19.作为进一步改进,所述的极压抗磨剂为硫化脂肪酸甲酯、硫化甘油三酸酯、硫化烯烃、二烷基二硫代氨基甲酸酯、二叔十二烷基三硫化物、二叔十二烷基五硫化物中的一种或多种的混合物。
20.作为进一步改进,所述的分散剂为聚异丁烯双丁二酰亚胺、硼化聚异丁烯双丁二酰亚胺中的一种或多种的混合物。
21.作为进一步改进,所述的抗氧剂包括胺类抗氧剂和酚类抗氧剂,胺类抗氧剂为二壬基二苯胺、二辛基二苯胺或丁基辛基二苯胺,酚类抗氧剂为2,6
‑
二叔丁基对甲酚,胺类抗氧剂和酚类抗氧剂质量比值为1:2。
22.作为进一步改进,所述的聚和酯为priolube 3986、perfad 8100、perfad8400、syn ester gy 10、syn ester gy 59、syn ester gy 500、hostagliss1510、palub 8466中的一种或多种的混合物。
23.作为进一步改进,所述的磺酸钙为结晶型磺酸钙和无定型磺酸钙的混合物,结晶型磺酸钙的总碱值大于或等于400mgkoh/g,其核心碳酸钙晶型为方解石形态,粒径大小在20
‑
40nm之间,无定型磺酸钙总碱值大于或等于400mgkoh/g,结晶型磺酸钙和无定型磺酸钙的比值为1:1。
24.一种环保无氯型钛合金切削油的制备方法,包括以下步骤:
25.(1)将各组分按比例依次投入调和釜中;
26.(2)开启搅拌,速度控制在100
‑
200r/min;
27.(3)开启升温,至温度50
‑
60℃;
28.(4)保温搅拌30
‑
40min即得成品。
29.有益效果:
30.本发明提供的环保无氯型环保钛合金切削油,采用磺酸钙和聚和酯配合,替代传统方案中的氯化石蜡,解决氯化石蜡分解产物腐蚀工件、腐蚀机台问题。
31.本发明提供的环保无氯型环保钛合金切削油,加入了低黏度的轻质白油,增加了切削油的散热性,使用过程中,切削油油温可降低10%,解决市面上切削油使用中油温高的问题。
具体实施方式
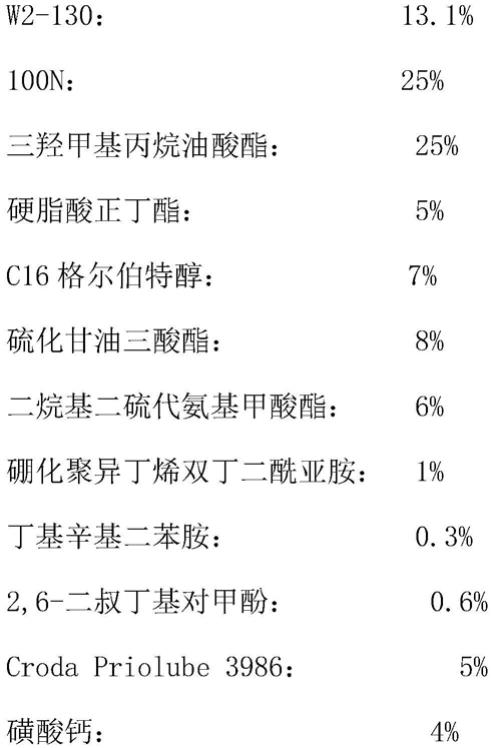
32.实施例1:
33.一种环保无氯型钛合金切削油的配方以重量计算包括如下组分:
[0034][0035]
实施例2:
[0036]
一种环保无氯型钛合金切削油的配方以重量计算包括如下组分:
[0037][0038]
实施例3:
[0039]
一种环保无氯型钛合金切削油的配方以重量计算包括如下组分:
[0040]
[0041][0042]
环保无氯型钛合金切削油技术指标:
[0043][0044]
上机测试结果:
[0045][0046]
测试结果反馈,实施例3提供的切削油差于市面上传统的含氯切削油,但是优于市面上无氯切削油,实施例2提供的切削油与市面上传统含氯切削油性能相似,实施例1提供的切削油在测试中,各项性能指标均超过了市面上传统的含氯切削油和无氯切削油。
技术特征:
1.一种环保无氯型钛合金切削油,其特征在于,包括如下以重量计算的制备原料:基础油2:15
‑
30%,油性剂:15
‑
30%,耦合剂:4
‑
7%,极压抗磨剂:12
‑
20%,分散剂:1
‑
3%,抗氧剂:0.5
‑
1.5%,聚和酯:2
‑
5%,磺酸钙:4%
‑
8%,余量为基础油1,所述的基础油1为w1
‑
130、w1
‑
140、w2
‑
130、w2
‑
140中的一种或多种的混合物。2.根据权利要求1所述的一种环保无氯型钛合金切削油,其特征在于,所述的基础油2为60n、75n、100n、150n中的一种或多种的混合物。3.根据权利要求1所述的一种环保无氯型钛合金切削油,其特征在于,所述的油性剂包括多元醇酯和单酯,多元醇酯和单酯的质量比为:1:1~5:1,多元醇酯为三羟甲基丙烷油酸酯、季戊四醇油酸酯、油酸乙二醇酯中的一种或多种的混合物,单酯为油酸甲酯、油酸异辛酯、棕榈酸异辛酯、硬脂酸正丁酯、硬脂酸异辛酯中的一种或多种的混合物。4.根据权利要求1所述的一种环保无氯型钛合金切削油,其特征在于,所述的耦合剂为月桂醇、c12格尔伯特醇、c16格尔伯特醇、c18格尔伯特醇、c20格尔伯特醇中的一种或多种的混合物。5.根据权利要求1所述的一种环保无氯型钛合金切削油,其特征在于,所述的极压抗磨剂为硫化脂肪酸甲酯、硫化甘油三酸酯、硫化烯烃、二烷基二硫代氨基甲酸酯、二叔十二烷基三硫化物、二叔十二烷基五硫化物中的一种或多种的混合物。6.根据权利要求1所述的一种环保无氯型钛合金切削油,其特征在于,所述的分散剂为聚异丁烯双丁二酰亚胺、硼化聚异丁烯双丁二酰亚胺中的一种或多种的混合物。7.根据权利要求1所述的一种环保无氯型钛合金切削油,其特征在于,所述的抗氧剂包括胺类抗氧剂和酚类抗氧剂,胺类抗氧剂为二壬基二苯胺、二辛基二苯胺或丁基辛基二苯胺,酚类抗氧剂为2,6
‑
二叔丁基对甲酚,胺类抗氧剂和酚类抗氧剂质量比值为1:2。8.根据权利要求1所述的一种环保无氯型钛合金切削油,其特征在于,所述的聚和酯为priolube 3986、perfad 8100、perfad 8400、syn ester gy 10、syn ester gy 59、syn ester gy 500、hostagliss 1510、palub 8466中的一种或多种的混合物。9.根据权利要求1所述的一种环保无氯型钛合金切削油,其特征在于,所述的磺酸钙为结晶型磺酸钙和无定型磺酸钙的混合物,结晶型磺酸钙的总碱值大于或等于400mgkoh/g,其核心碳酸钙晶型为方解石形态,粒径大小在20
‑
40nm之间,无定型磺酸钙总碱值大于或等于400mgkoh/g,结晶型磺酸钙和无定型磺酸钙的比值为1:1。10.一种环保无氯型钛合金切削油的制备方法,其特征在于,包括以下步骤:(1)将各组分按比例依次投入调和釜中;(2)开启搅拌,速度控制在100
‑
200r/min;(3)开启升温,至温度50
‑
60℃;(4)保温搅拌30
‑
40min即得成品。
技术总结
本发明公开了一种环保无氯型钛合金切削油及其制备方法,包括如下以重量计算的制备原料:基础油2:15
技术研发人员:赵波
受保护的技术使用者:希玛石油制品(镇江)有限公司
技术研发日:2021.08.10
技术公布日:2021/11/16