1.本实用新型涉及一种自动化生产设备,尤其是涉及一种螺钉卡圈组装装置。
背景技术:
2.在设计汽车电器盒的结构时,通常带有长螺钉,用来将汽车电器盒安装在车身上,长螺钉一般是预装在汽车电器盒成品上,为了防止汽车电器盒成品在运输过程中脱落而导致丢失,常常使用具有弹性的卡圈将长螺钉限制住,防止其脱落,这种卡圈的组装是比较困难的,目前一般用专用工具,手工完成组装,这种手工组装方式的缺陷是:
3.1.手工组装,自动化水平低,效率低,容易出现漏装的情况,而且不容易发现;
4.2.锤击力量不可控,可能会造成电器盒产品的内部损伤,质量风险大。
5.若采用自动化组装,则卡圈的送料、抓取以及安装过程的实现都比较困难,卡圈容易脱落在流水线上,造成卡圈的遗失。
技术实现要素:
6.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种螺钉卡圈组装装置,生产效率高,自动化水平高,避免出现卡圈漏装、遗失和损伤的情况。
7.本实用新型的目的可以通过以下技术方案来实现:
8.一种螺钉卡圈组装装置,用于将卡圈安装到长螺钉上,包括夹持机构和解锁机构;所述的夹持机构包括底座以及对称设置在底座上的两个弹性夹持组件,每个弹性夹持组件包括弹片和夹具,所述的底座上设有安装通槽以及与安装通槽底面垂直的螺栓插孔,所述的夹具转动设置在安装通槽两侧壁之间,且转动轴向与安装通槽侧壁垂直,所述的弹片一端固定在底座上,另一端与夹具固定,所述的夹具上设有轴向与安装通槽侧壁垂直的复位孔,所述的底座上沿复位孔轴向设有与复位孔对应的解锁通孔,所述的复位孔和解锁通孔沿轴向上的投影部分重叠,所述的解锁机构包括安装块以及安装块上的两根解锁针,所述的两根解锁针分别与两个解锁通孔匹配;
9.将两根解锁针对应插入两个解锁通孔内,此时解锁针挤压复位孔侧壁,使得两个夹具张开,将卡圈放在两个夹具之间,再拔出解锁针,此时两个夹具合拢并夹紧卡圈;
10.组装卡圈时,将长螺钉穿过卡圈,并插入螺栓插孔,此时长螺钉与卡圈干涉组装成一个整体,再将长螺钉抽出,此时长螺钉和卡圈一起脱离夹具。
11.进一步地,所述的解锁机构还包括导向柱,所述的安装块包括第一安装块和第二安装块,所述的解锁针设置在第二安装块上,所述的导向柱设置在第一安装块上,且与解锁针平行。
12.进一步地,所述的解锁机构还包括手柄,所述的手柄设置在第二安装块上。
13.进一步地,所述的解锁针的端部设有锥角。
14.进一步地,所述的安装通槽侧壁设有插销孔,所述的夹具上设有定位孔,所述的夹具通过穿过插销孔和定位孔的插销,转动设置在安装通槽两侧壁之间。
15.进一步地,所述的底座上设有与卡圈匹配的卡座,所述的卡座位于安装通槽端面上。
16.进一步地,所述的夹具上设有用于夹紧卡圈的夹爪。
17.进一步地,所述的夹具上设有卡扣,所述的弹片端部通过卡扣与夹具固定。
18.进一步地,所述的底座上设有螺纹孔,所述的弹片端部通过螺纹孔和螺栓固定在底座上。
19.进一步地,所述的复位孔侧壁设有缺口。
20.与现有技术相比,本实用新型具有以如下有益效果:
21.(1)本实用新型通过夹持机构和解锁机构,方便地把卡圈预装在产品上的长螺钉上,并且在长螺钉退出螺栓插孔时,卡圈会完好的被长螺钉带走,实现长螺钉的自动组装,避免出现漏装和遗失卡圈的情况,在汽车电器盒产品的长螺钉及卡圈的组装过程中,相对于手工作业,通过夹持机构和解锁机构完成组装,无需手工锤击,从而避免对产品造成损伤,同时大大提高了生产效率;
22.(2)本实用新型解锁机构还包括导向柱,安装块包括第一安装块和第二安装块,所述的解锁针设置在第二安装块上,导向柱设置在第一安装块上,且与解锁针平行,能够实现解锁机构的快速定位,便于快速地将解锁针插入解锁通孔内,同时起到导向作用,防止解锁针发生偏移,具有保护作用,安全性好;
23.(3)本实用新型解锁机构还包括手柄,手柄设置在第二安装块上,便于手持解锁机构;
24.(4)本实用新型解锁针的端部设有锥角,保证解锁针流畅地插入解锁通孔,避免造成卡滞;
25.(5)本实用新型底座上设有与卡圈匹配的卡座,卡座位于安装通槽端面上,使得卡圈位置固定,稳定性好;
26.(6)本实用新型复位孔侧壁设有缺口,可增大夹具的弹性,使得卡圈容易脱离夹具,提高组装工艺的流畅性。
附图说明
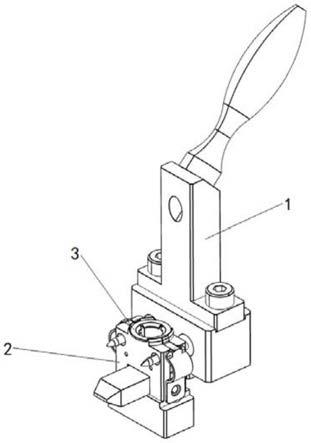
27.图1为本实用新型的结构示意图;
28.图2为夹持机构的立体结构示意图;
29.图3为夹持机构的主视图;
30.图4为底座的立体结构示意图;
31.图5为底座的截面图;
32.图6为夹具的立体结构示意图;
33.图7为解锁机构的立体结构示意图;
34.图8为解锁机构的爆炸结构示意图;
35.图9为解锁针的结构示意图;
36.图10为卡圈的立体结构示意图;
37.图11为图3中的a处放大图;
38.图中标号说明:
39.1.解锁机构,2.夹持机构,3.卡圈,4.重叠区域,11.第一安装块,12.第二安装块,13.手柄,14.导向柱,15.解锁针,151.锥角,21.底座,22.弹片,23.夹具,211.螺栓插孔,212.导向孔,213.插销孔,214.解锁通孔,215.卡座,216.安装通槽,217.螺纹孔,231.卡扣,232.夹爪,233.复位孔,234.定位孔,235.缺口。
具体实施方式
40.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
41.一种螺钉卡圈组装装置,用于将卡圈3安装到长螺钉上,如图1、图2、图3、图4、图5、图7、图8和图10,包括夹持机构2和解锁机构1;夹持机构2包括底座21以及对称设置在底座21上的两个弹性夹持组件,每个弹性夹持组件包括弹片22和夹具23,底座21上设有安装通槽216以及与安装通槽216底面垂直的螺栓插孔211,夹具23转动设置在安装通槽216两侧壁之间,且转动轴向与安装通槽216侧壁垂直,弹片22一端固定在底座21上,另一端与夹具23固定,夹具23上设有轴向与安装通槽216侧壁垂直的复位孔233,底座21上沿复位孔233轴向设有与复位孔233对应的解锁通孔214,如图11,复位孔233和解锁通孔214沿轴向上的投影存在重叠区域4,解锁机构1包括安装块以及安装块上的两根解锁针15,两根解锁针15分别与两个解锁通孔214匹配;
42.将两根解锁针15对应插入两个解锁通孔214内,此时解锁针15挤压复位孔233侧壁,使得两个夹具23张开,将卡圈3放在两个夹具23之间,再拔出解锁针15,此时两个夹具23合拢并夹紧卡圈3;
43.组装卡圈3时,将长螺钉穿过卡圈3,并插入螺栓插孔211,此时长螺钉与卡圈3干涉组装成一个整体,再将长螺钉抽出,此时长螺钉和卡圈3一起脱离夹具23;
44.通过夹持机构2和解锁机构1,能够方便地把卡圈3预装在产品上的长螺钉上,并且在长螺钉退出螺栓插孔211时,卡圈3会完好的被长螺钉带走,实现长螺钉的自动组装;
45.将夹持机构2安装在自动线上,把卡圈3预装在夹持机构2上,经过机械手组装以及压合工站的压合,从而使卡圈3顺利被组装到保险丝盒的长螺钉上,如果前道工站检测出不良,暂时不组装长螺钉,或者漏装长螺钉,卡圈3因为被夹持机构2夹持,也不会散落到自动线上,当进入下一轮组装时,遗留的卡圈3可以继续使用,从而避免了出现漏装和遗失卡圈3的情况;
46.在汽车电器盒产品的长螺钉及卡圈3的组装过程中,相对于手工作业,通过夹持机构2和解锁机构1完成组装,无需手工锤击,从而避免对产品造成损伤。
47.解锁机构1还包括导向柱14,安装块包括第一安装块11和第二安装块12,解锁针15设置在第二安装块12上,导向柱14设置在第一安装块11上,且与解锁针15平行,能够实现解锁机构1的快速定位,便于快速地将解锁针15插入解锁通孔214内,同时起到导向作用,防止解锁针15发生偏移,具有保护作用,安全性好。
48.如图7,解锁机构1还包括手柄13,手柄13设置在第二安装块12上,便于手持解锁机构1。
49.如图9,解锁针15的端部设有锥角151,保证解锁针15流畅地插入解锁通孔214,避
免造成卡滞。
50.安装通槽216侧壁设有插销孔213,夹具23上设有定位孔234,夹具23通过穿过插销孔213和定位孔234的插销,转动设置在安装通槽216两侧壁之间。
51.底座21上设有与卡圈3匹配的卡座215,卡座215位于安装通槽216端面上。
52.如图6,夹具23上设有用于夹紧卡圈3的夹爪232,通过夹具23通过夹爪232夹住卡圈3,使得卡圈3位置固定,稳定性好;夹具23上设有卡扣231,底座21上设有螺纹孔217,弹片22一端通过卡扣231与夹具23固定,另一端通过螺纹孔217和螺栓固定在底座21上,复位孔233侧壁设有缺口235,可增大夹具23的弹性,使得卡圈3容易脱离夹具23,提高组装工艺的流畅性。
53.本实施例提出了一种螺钉卡圈组装装置,避免了出现漏装和遗失卡圈3的情况,将卡圈3预装到夹持机构2上的作业时间远远小于将卡圈3直接手工组装到长螺钉上的作业时间,大大提高了生产效率,在汽车电器盒产品的长螺钉及卡圈3的组装过程中,相对于手工作业,通过夹持机构2和解锁机构1完成组装,无需手工锤击,从而避免对产品造成损伤。
54.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。