1.本实用新型涉及相机镜圈夹紧装置的技术领域,尤其涉及一种相机镜圈快换夹具装置。
背景技术:
2.相机镜圈用于相机镜头上,能通过相机镜圈的旋转来实现镜头焦距调节等,其加工时需要要求很高的加工要求,一般上,相机镜圈的加工都是在cnc数控机上进行操作的。由于相机镜圈为圈状,内部有多个不同深度的内坑槽25,外表面具有不同宽度的外坑槽26和用于手部方便旋转相机镜圈的条纹槽27,如图11、图12、图13所示。而在对相机镜圈进行加工时,需要使用夹具来对相机镜圈进行夹紧固定,以便对相机镜圈的外坑槽、条纹槽、通孔等进行精准加工。但是,现有对相机镜圈的夹具基本是通过加工台上的定位柱穿过相机镜圈内孔进行定位,然后采用左右两侧夹紧相机镜圈及上下压紧相机镜圈。采用传统方式会存在以下缺陷:(1)外部夹紧方式,会对相机镜圈需加工的表面造成刮伤、掉漆、变形等;(2)每次装拆相机镜圈需要经过多步骤的工序,如需退下夹紧片、压紧片、压块等等,且拆装时都是在较为狭窄的空间内进行,耗时费力,拆装不方便,影响整体的生产效率;(3)由于外部及顶部有夹紧装置,对于外部需加工的一些位置不能一次完成加工,需要二次调整相机镜圈位置后再进行二次加工,即二次拆装相机镜圈,造成加工效率低,不能一次完成外部的所有加工;(4)具有顶部压紧装置的夹具不能对相机镜圈的顶部进行加工。
3.因此,有必要对现有技术中的相机镜圈夹具装置进行一定的改进以改善现有技术的问题。
技术实现要素:
4.本实用新型的目的是为了克服上述现有技术的缺点,提供一种相机镜圈快换夹具装置,该相机镜圈快换夹具装置采用弹性钢夹头具有弹性的特性,相机镜圈套于弹性钢夹头内,推动气缸推动顶杆逐渐更深地插入弹性钢夹头内,顶杆的锥形插头压入比其小尺寸的锥形插孔内,令弹性钢夹头逐渐被撑开,撑开后的弹性钢夹头的弹性钢圆环夹即压紧相机镜圈内侧面的各个位置,形成夹紧固定相机镜圈在弹性钢夹头内的效果,同时配合插针插入相机镜圈下部的插孔内进行定位,能快速实现相机镜圈的夹紧效果,同时能一次拆装即可完成相机镜圈外部的外坑槽、条纹槽等的全部加工,快速完成加工,操作简单,加工前与加工后的相机镜圈均能快速拆装,形成相机镜圈工件快速加工、快上快下的快换效果,整体的夹具装置具有夹紧稳固、加工方便快捷、一次加工完成、快速拆装、可连续性生产等优点。
5.本实用新型解决其技术问题所采用的技术方案是:一种相机镜圈快换夹具装置,包括固定安装于数控工作台上的垫脚竖板、平铺安装于垫脚竖板上的底板、安装于底板顶部上的弹性钢夹头、安装于底板底部的推动气缸、安装于推动气缸动力输出端上并穿过底板从弹性钢夹头底部插入的顶杆、安装于底板顶部上的对位块、安装于对位块顶部并对应
弹性钢夹头上部设置的插针;所述的弹性钢夹头包括下部的弹性钢圆筒底座、中上部的弹性钢t型座、顶部的弹性钢圆环夹,弹性钢圆筒底座、弹性钢t型座和弹性钢圆环夹组成一体式结构,贯通弹性钢圆筒底座中心位置和弹性钢t型座中心位置设有与顶杆配合的顶杆插孔,弹性钢t型座和弹性钢圆环夹以钼丝线沿轴向分隔形成四等分;所述的顶杆下部为与推动气缸安装的安装接头,中部为圆柱插头,上部为比圆柱体小的锥形插头;所述的顶杆插孔下部分为比圆柱插头小的圆柱插孔,上部分为比锥形插头小的锥形插孔,锥形插孔的最大孔径大于锥形插头的最小孔径,锥形插孔的最小孔径小于锥形插头的最小孔径。
6.进一步的,所述的锥形插头的高度为15mm,最大宽度为23mm, 锥形插头的锥面与中心轴线之间形成的角度为11
°
;锥形插孔的锥面与中心轴线之间形成的角度为12
°
。
7.进一步的,所述的弹性t型座的中下部侧面形成有1/4圆凹陷的圆弧缺口。
8.进一步的,所述的锥形插孔顶部向上延伸有孔径比锥形插头的最小孔径小的圆孔。
9.进一步的,所述的弹性钢夹头还设有位于弹性钢圆筒底座、弹性钢t型座之间的钢垫片。
10.进一步的,所述的插针为扁型针,扁型针的中部设有平键型的活动通槽口,对位块顶部设有活动螺丝与活动通槽口形成活动安装。
11.进一步的,所述插针的针端一侧为方形插头,另一侧形成有向内凹陷90
°
缺口的方形缺口。插针的位置位于靠近底板和靠近相机镜圈下部的位置,不会妨碍相机镜圈的中上部等的外坑槽和条纹槽的加工。
12.综上所述,本实用新型的相机镜圈快换夹具装置采用弹性钢夹头具有弹性的特性,相机镜圈套于弹性钢夹头内,推动气缸推动顶杆逐渐更深地插入弹性钢夹头内,顶杆的锥形插头压入比其小尺寸的锥形插孔内,令弹性钢夹头逐渐被撑开,撑开后的弹性钢夹头的弹性钢圆环夹即压紧相机镜圈内侧面的各个位置,形成夹紧固定相机镜圈在弹性钢夹头内的效果,同时配合插针插入相机镜圈下部的插孔内进行定位,能快速实现相机镜圈的夹紧效果,同时能一次拆装即可完成相机镜圈外部的外坑槽、条纹槽等的全部加工,快速完成加工,操作简单,加工前与加工后的相机镜圈均能快速拆装,形成相机镜圈工件快速加工、快上快下的快换效果,整体的夹具装置具有夹紧稳固、加工方便快捷、一次加工完成、快速拆装、可连续性生产等优点。
附图说明
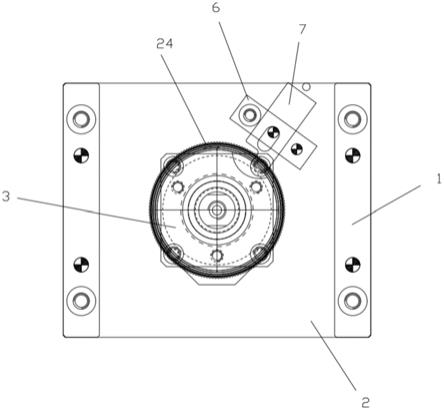
13.图1是本实用新型实施例1的相机镜圈快换夹具装置夹紧相机镜圈时的俯视示意简图;
14.图2是本实用新型实施例1的相机镜圈快换夹具装置夹紧相机镜圈时的主视示意简图;
15.图3是图2是分解示意简图;
16.图4是底板的示意简图;
17.图5是垫脚竖板的示意简图;
18.图6是弹性钢夹头的主视示意简图;
19.图7是弹性钢夹头的俯视示意简图;
20.图8是对位板的示意简图;
21.图9是顶杆的示意简图;
22.图10是插针的示意简图;
23.图11是相机镜圈的主视图;
24.图12是相机镜圈的剖面图;
25.图13是相机镜圈的俯视图。
具体实施方式
26.实施例1
27.如图1、图2、图3、图4、图5、图6、图7、图8和图9所示,本实施例1所描述的一种相机镜圈快换夹具装置,包括固定安装于数控工作台上的垫脚竖板1、平铺安装于垫脚竖板上的底板2、安装于底板顶部上的弹性钢夹头3、安装于底板底部的推动气缸4、安装于推动气缸动力输出端上并穿过底板从弹性钢夹头底部插入的顶杆5、安装于底板顶部上的对位块6、安装于对位块顶部并对应弹性钢夹头上部设置的插针7;所述的弹性钢夹头包括下部的弹性钢圆筒底座8、中上部的弹性钢t型座9、顶部的弹性钢圆环夹10,弹性钢圆筒底座、弹性钢t型座和弹性钢圆环夹组成一体式结构,贯通弹性钢圆筒底座中心位置和弹性钢t型座中心位置设有与顶杆配合的顶杆插孔11,弹性钢t型座和弹性钢圆环夹以钼丝线沿轴向分隔形成四等分;所述的顶杆下部为与推动气缸安装的安装接头12,中部为圆柱插头13,上部为比圆柱体小的锥形插头14;所述的顶杆插孔下部分为比圆柱插头小的圆柱插孔15,上部分为比锥形插头小的锥形插孔16,锥形插孔的最大孔径大于锥形插头的最小孔径,锥形插孔的最小孔径小于锥形插头的最小孔径。
28.在本实施例中,所述的锥形插头的高度为15mm,最大宽度为23mm, 锥形插头的锥面与中心轴线之间形成的角度为11
°
;锥形插孔的锥面与中心轴线之间形成的角度为12
°
。
29.在本实施例中,所述的弹性t型座的中下部侧面形成有1/4圆凹陷的圆弧缺口17。
30.在本实施例中,所述的锥形插孔顶部向上延伸有孔径比锥形插头的最小孔径小的圆孔18。圆孔用于防止锥形插头从锥形插孔处过度穿出或完全穿出,同时又能防止弹性钢夹头过度撑开而导致自身的形变或复位受损,以及防止弹性钢夹头过度撑开导致相机镜头的形变或爆裂等。
31.在本实施例中,所述的弹性钢夹头还设有位于弹性钢圆筒底座、弹性钢t型座之间的钢垫片19。
32.在本实施例中,如图10所示,所述的插针为扁型针,扁型针的中部设有平键型的活动通槽口20,对位块顶部设有活动螺丝21与活动通槽口形成活动安装。
33.在本实施例中,所述插针的针端一侧为方形插头22,另一侧形成有向内凹陷90
°
缺口的方形缺口23。插针的位置位于靠近底板和靠近相机镜圈下部的位置,不会妨碍相机镜圈24的中上部等的外坑槽和条纹槽的加工。
34.该相机镜圈快换夹具装置采用弹性钢夹头具有弹性的特性,相机镜圈套于弹性钢夹头内,推动气缸推动顶杆逐渐更深地插入弹性钢夹头内,顶杆的锥形插头压入比其小尺寸的锥形插孔内,令弹性钢夹头逐渐被撑开,撑开后的弹性钢夹头的弹性钢圆环夹即压紧相机镜圈内侧面的各个位置,形成夹紧固定相机镜圈在弹性钢夹头内的效果,同时配合插
针插入相机镜圈下部的插孔内进行定位,能快速实现相机镜圈的夹紧效果,同时能一次拆装即可完成相机镜圈外部的外坑槽、条纹槽等的全部加工,快速完成加工,操作简单,加工前与加工后的相机镜圈均能快速拆装,形成相机镜圈工件快速加工、快上快下的快换效果,整体的夹具装置具有夹紧稳固、加工方便快捷、一次加工完成、快速拆装、可连续性生产等优点。
35.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的结构作任何形式上的限制。凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。