1.本实用新型涉及机械加工技术领域,特别涉及一种冲孔成型连续模具。
背景技术:
2.目前,光通讯模块盒内的弹性支撑架,如图1所示,在样品阶段主要采用是线切割放电加工结合简易模具来生产的弹性支撑架品质较差,生产效率较低,无法大规模批量生产,并且放电加工有风险。由于该样品通过了市场验证,进入了量产阶段,迫切需要提高生产效率和品质。
3.因而现有技术还有待改进和提高。
技术实现要素:
4.鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种冲孔成型连续模具,以解决现有弹性支撑架生产效率较低的问题。
5.为了达到上述目的,本实用新型采取了以下技术方案:
6.一种冲孔成型连续模具,用于对料带进行加工,其包括上模组件和下模组件;
7.所述下模组件用于根据弹性支撑架的结构要求限定冲孔区、冲外形区和成型区;料带放在下模组件上并定位,上模组件与下模组件对齐下压时,上模组件在对应区中对料带进行冲孔、冲外形和成型操作。
8.所述的冲孔成型连续模具中,所述上模组件包括上模座、上模垫板、上模外导柱、上模固定板、上模卸料板、卸料背板和冲压部件;
9.所述上模外导柱固定在上模座上,上模垫板安装在上模座和上模固定板之间,所述冲压部件安装在卸料背板上的对应孔槽中并定位,卸料背板安装固定在上模固定板与上模卸料板之间,卸料背板与上模卸料板之间通过卸料板固定销进行定位,上模卸料板内设有用于冲压跳步时导正料带的上模导正销。
10.所述的冲孔成型连续模具中,所述上模外导柱设为两个,固定在上模座的对角线上,与下模组件上的下模外导柱进行插接,用于冲孔成型连续模具的预导向。
11.所述的冲孔成型连续模具中,所述冲压部件包括若干个上模弹性件、若干个上模冲头、若干个上模成型公;各个上模弹性件安装在上模垫板和卸料部件的中间,各个上模冲头和各个上模成型公安装在上模固定板、上模卸料板和卸料背板内。
12.所述的冲孔成型连续模具中,所述上模冲头包括用于冲弹性支撑架中间方孔的方孔冲头,用于冲弹性支撑架外形的形状冲头、用于将弹性支撑架与料带分开并保证外形尺寸的分离冲头以及用于冲料带上的导正孔的导孔冲头。
13.所述的冲孔成型连续模具中,所述上模成型公包括用于对料带进行第一次整形的一次上模成型公、和用于对料带进行第二次整形的二次上模成型公。
14.所述的冲孔成型连续模具中,所述下模组件包括下模压料板、下模板、下模浮升销、下模垫板、下模座、下模外导柱、镶件部件和辅助部件;所述下模压料板定位在下模板
上,下模浮升销从下模板的顶部伸出以托起料带,所述下模垫板安装在下模板与下模座之间,下模外导柱固定在下模座上,镶件部件安装在下模板上,辅助部件安装在下模板和下模垫板内。
15.所述的冲孔成型连续模具中,所述镶件部件包括安装在下模板内的用于冲弹性支撑架方孔的方孔镶件,用于弹性支撑架一次成型的一次成型镶件,用于弹性支撑架二次成型的二次成型镶件,用于冲弹性支撑架外形的冲形镶件,用于分割弹性支撑架和料带的冲割镶件,用于弹性支撑架料带定位的下模导正孔镶件。
16.所述的冲孔成型连续模具中,所述辅助部件包括下模顶针、下模挡料销、下模弹性件和螺丝件;
17.所述下模顶针安装在下模垫板内,用于顶起下模导正孔镶件与料带抵接;所述下模挡料销安装在下模板内,用于对冲压过程中每一步的料带进行定位。
18.所述的冲孔成型连续模具中,下模弹性件包括设置在下模座和下模垫板内浮升弹簧和顶针弹簧,浮升弹簧用于托起下模浮升销;顶针弹簧用于托起下模顶针。
19.相较于现有技术,本实用新型提供的一种冲孔成型连续模具,用于对料带进行加工,其特征在于,包括上模组件和下模组件;所述下模组件用于根据弹性支撑架的结构要求限定冲孔区、冲外形区和成型区;料带放在下模组件上并定位,上模组件与下模组件对齐下压时,上模组件在对应区中对料带进行冲孔、冲外形和成型操作。只需一个模具就完成冲孔、冲外形和成型的连续操作,提高了加工效率,降低了模具成本和生产成本。
附图说明
20.图1为本实用新型提供的弹性支撑架的示意图。
21.图2为本实用新型提供的冲孔成型连续模具的主视图。
22.图3为本实用新型提供的冲孔成型连续模具的正视图和侧视图。
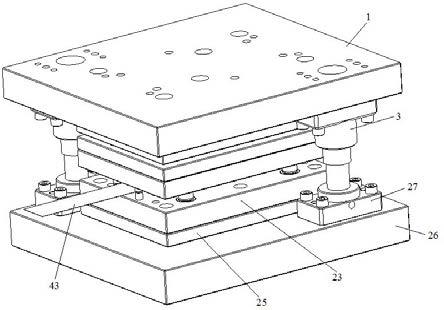
23.图4为本实用新型提供的冲孔成型连续模具的透视图。
24.图5为本实用新型提供的冲孔成型连续模具中上模组件的爆炸图。
25.图6为本实用新型提供的冲孔成型连续模具中上模组件的顶面视图。
26.图7为本实用新型提供的冲孔成型连续模具中下模组件的爆炸图。
27.图8为本实用新型提供的冲孔成型连续模具中下模组件的顶面视图。
28.图9为本实用新型提供的冲孔成型连续模具中各个镶件和引导针孔的示意图。
29.图10为本实用新型提供的料带的冲压变化示意图。
具体实施方式
30.本实用新型提供一种冲孔成型连续模具。为使本实用新型的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
31.请同时参阅图2、图3和图4,本实用新型实施例提供的冲孔成型连续模具主要用于加工弹性支撑架,其包括上模组件和下模组件,所述下模组件用于根据弹性支撑架的结构要求限定冲孔区、冲外形区和成型区;料带43放在下模组件上并定位,上模组件与下模组件对齐下压时,上模组件在对应区中对料带43进行冲孔、冲外形和成型操作。
32.只需一个模具就完成冲孔、冲外形和成型的连续操作,提高了加工效率,降低了模具成本和生产成本。
33.请一并参阅图5和图6,所述上模组件包括上模座1、上模垫板2、上模外导柱3、上模固定板13、上模卸料板14、卸料背板15和冲压部件;所述上模外导柱3固定在上模座1上,上模垫板2安装在上模座1和上模固定板13之间,所述冲压部件安装在卸料背板15上的对应孔槽中并定位,卸料背板15安装固定在上模固定板13与上模卸料板14之间,卸料背板15与上模卸料板14之间通过卸料板固定销20(4个)进行定位,上模卸料板14内设有用于冲压跳步时导正料带43的上模导正销21(本实施例为一排7个)。
34.其中,所述上模座1是整个上模组件与冲床的安装板,用于固定上模组件中的各个板。所述上模垫板2用于安装冲压部件,即冲压部件中的各个零件穿过上模垫板2上的对应孔槽,能在对应的孔槽中上下穿插但不会左右移动,从而实现定位,避免后续冲压时移位。上模外导柱3可设置两个,固定在上模座1的对角线上,与下模组件上的下模外导柱进行插接,用于冲孔成型连续模具的预导向。上模外导柱3底座的两侧分别设有2个锁紧螺钉4,拧入上模座1上对应的锁紧螺孔5即可固定,同时,也可在2个锁紧螺钉的中间设置一限位柱6,上模座1的对应位置设置限位槽7,限位柱插入限位槽中,对上模外导柱3进行定位,还限定了上模外导柱3的高度,避免锁紧螺钉过度锁紧。
35.所述上模固定板13用于安装各种冲头、成型公和导向柱配件,卸料背板15用于限制卸料板导套及导正销在工作中向上移动;上模卸料板14用于冲孔时卸料,成型时压住弹性支撑架,防止成型时弹性支撑架及料带43移动。上模固定板13、上模卸料板14和卸料背板15之间通过上模等高套16(本实施例为6个)来安装固定;上模等高套16安装在上模固定板13内,上模等高套16伸出的端部依次穿过上模固定板13、卸料背板15上对应设置的套通孔,与上模卸料板14的背面相贴并与上模卸料板14上对应的螺孔对齐,即可将上模固定板13、上模卸料板14和卸料背板15固定在一起;同时,上模等高套16还能控制上模卸料板14与上模固定板13之间的水平距离,保证上模卸料板14能平行卸料。
36.所述安装在上模座1、上模垫板2和上模固定板13之间通过4个上模固定销17来进行定位,则上模座1上设置对应的插孔,上模垫板2和上模固定板13上设置对应的通孔,上模固定销17穿过上模垫板2和上模固定板13上的通孔后插入上模座1上的插孔中即可定位。
37.所述冲压部件包括若干个上模弹性件8、若干个上模冲头(包括方孔冲头91、形状冲头92和分离冲头93)、若干个上模成型公(包括一次上模成型公110和二次上模成型公120);所述上模弹性件8安装在上模垫板2中,其中,所述上模弹性件8优选为弹簧,本实施例设有6个用于卸料的弹簧,上模弹性件8安装在上模垫板2和卸料部件的中间,具体为,上模垫板2和上模固定板13上根据弹性件8的摆放位置要求,设有与上模弹性件8适配的第一弹件通孔11(分2排,每排等级间隔排列3个)和第二弹件通孔12,各个上模弹性件8插入对应的第一弹件通孔11和第二弹件通孔12中,用于为冲孔、成型卸料提供弹力。
38.所述上模冲头9包括用于冲弹性支撑架中间方孔的方孔冲头91(1个),用于冲弹性支撑架外形的形状冲头92(1个)、用于将弹性支撑架与料带43分开并保证外形尺寸的分离冲头93(1个)以及用于冲料带43上的导正孔的导孔冲头94(1个);所述方孔冲头91安装在上模固定板13、上模卸料板14和卸料背板15上,即上模固定板13、上模卸料板14和卸料背板15上分别设有对齐且与方孔冲头91适配的方通槽,方孔冲头91冲压时在这三个板上的方通槽
中移动。形状冲头92安装在上模固定板13、上模卸料板14和卸料背板15上,同理,上模固定板13、上模卸料板14和卸料背板15上分别设有对齐且与形状冲头92适配的形状通槽,形状冲头92冲压时在这三个板上的形状通槽中移动。分离冲头93(1个)安装在上模固定板13、上模卸料板14和卸料背板15上,同理,上模固定板13、上模卸料板14和卸料背板15上分别设有对齐且与分离冲头93适配的方形通槽,分离冲头93冲压时在这三个板上的方形通槽中移动。同理,导孔冲头94安装在上模固定板13、上模卸料板14和卸料背板15上。
39.所述上模成型公10包括用于对料带43进行第一次整形的一次上模成型公110(2个)和用于对料带43进行第二次整形的二次上模成型公120(2个),一次上模成型公110与二次上模成型公120相邻排列并安装在上模固定板13、上模卸料板14和卸料背板15上,同理,上模固定板13、上模卸料板14和卸料背板15上分别设有对齐且与两种上模成型公适配的成型通槽,一次上模成型公110和二次上模成型公120冲压时在这三个板上的形状通槽中移动。
40.优选地,所述上模组件还包括上模导向柱18(4个),安装在上模固定板13上,在上模组件与下模组件的工作中起着导向的作用。具体为:上模导向柱18固定在上模固定板13上,再依次穿过卸料背板15、上模卸料板14,卸料背板15和上模卸料板14与上模导向柱18是间隙配合。
41.优选地,所述上模组件还包括上模卸料板导套19,共4个,安装在上模卸料板14上,即穿过上模卸料板14上的导套孔。上模卸料板导套19冲压过程中因摩擦使上模卸料板导套19的间隙过大造成模具导向精度变差时,更换上模卸料板导套19操作方便,不会导致整个上模卸料板14报废,降低模具的维护成本。
42.请一并参阅图7和图8,所述下模组件包括下模压料板22、下模板23、下模浮升销24、下模垫板25、下模座26、下模外导柱27、镶件部件和辅助部件;所述下模压料板22定位在下模板23上(如图9所示的位置a,在出料侧附近);下模浮升销24位于下模板23的进料侧、从下模板23的顶部伸出以托起料带43;所述下模垫板25安装在下模板23与下模座26之间,下模外导柱27固定在下模座26上,镶件部件安装在下模板23上,辅助部件安装在下模板23和下模垫板25内。
43.其中,所述下模压料板22(2个)用于冲压过程中防止上模冲头将料带43带起导致送料异常,通过压料板固定销41(4个)安装定位在下模板23上,具体为:在下模板23的出料侧的2个台阶面上分别设置2个定位孔(位置与下模压料板22放上的位置适配,大小与下模压料板22上的通孔适配),将下模压料板22压住料带43时,用压料板固定销41穿过下模压料板22上的通孔并插入对应的定位孔即可。所述下模垫板25安装在下模板23与下模座26的中间,用于保护下模板内的各个镶件,增加下模弹性件的压缩空间。所述下模外导柱27有2个,与上模外导柱3插接固定(下模外导柱27的柱头插入上模外导柱3的插孔中),用于模具的预导向。所述下模座26用于安装辅助部件和下模外导柱27,固定下模板23和下模垫板25,还用于整个下模组件与机床的安装。
44.所述下模浮升销24设有6个,分为2排,其的底部有突出的圆环,这样从下模板23上对应的浮升孔穿出时,其底部的圆环即可卡在下模板23的底面,伸出的端部即可托起料带43,便于送料。
45.所述下模垫板25安装在下模板23与下模座26之间,即将下模垫板25放在下模板23
与下模座26的中间,通过插入4根下模固定销42将下模板23、下模垫板25和下模座26(三者都设有对应的通孔来插入下模固定销42)连在一起,即可对三者进行定位。
46.如图9所示,所述镶件部件包括安装在下模板23内的用于冲弹性支撑架方孔的方孔镶件28(位于下模板23的进料侧),用于冲弹性支撑架外形的冲形镶件31(与方孔镶件28相邻,按照图9所示的方向,位于方孔镶件28的右侧),用于弹性支撑架一次成型的一次成型镶件29(按照图9所示的方向,位于冲形镶件31的右侧),用于弹性支撑架二次成型的二次成型镶件30(按照图9所示的方向,与一次成型镶件29相邻且位于一次成型镶件29的右侧),用于弹性支撑架料带43定位的下模导正孔镶件33(按照图9所示的方向,与二次成型镶件30相邻且位于二次成型镶件30的右侧),用于分割弹性支撑架和料带43的冲割镶件32(按照图9所示的方向,位于出料侧,与下模导正孔镶件33相邻且位于下模导正孔镶件33的右侧)。需要理解的是,下模板23上必然在对应的位置设有用于安装各个镶件的通槽(形状与对应镶件的外形适配)。
47.所述辅助部件包括下模顶针34、下模挡料销35、下模弹性件和螺丝件;所述下模顶针34安装在下模垫板25内(具体是在下模垫板25上设置对应的通孔,下模顶针34(底部设有圆环)安装在下模导正孔镶件33内),用于顶起下模导正孔镶件35(从下模垫板25的底部插入、顶部伸出,即可顶起),保持下模导正孔镶件与料带43接近。所述下模挡料销35安装在下模板23内(具体是位于冲形镶件31的一端,如图9所示,下模挡料销35从下模板23的底部插入、顶部伸出,下模挡料销35底部有卡块用于卡住),用于对冲压过程中每一步的料带43进行定位,防止料带43送过头。
48.所述下模弹性件包括浮升弹簧37(6个)和顶针弹簧38(1个),两种弹簧均设置在下模座和下模垫板内,即下模弹性件的一端插入下模座内,另一端插入下模垫板内;浮升弹簧37的位置与下模浮升销24所在的位置对齐,用于托起下模浮升销24;顶针弹簧38的位置与下模顶针34所在的位置对齐,用于托起下模顶针34。
49.所述螺丝件包括浮升止付螺丝39(6个)和顶针止付螺丝40(1个),均安装在下模座26内;所述浮升止付螺丝39用于定位浮升弹簧37,顶针升止付螺丝40用于定位顶针弹簧38。
50.所述下模组件还包括下模导套36(4个) ,安装在下模板23内,即穿过下模板23上的导套孔。模具导在冲压过程中因摩擦使下模导套36的间隙过大造成模具导向精度变差时,更换下模导套36操作方便,不会导致整个下模板报废,降低模具的维护成本。
51.请继续参阅图2至图10,所述冲孔成型连续模具的冲压流程为:
52.1、将料带43穿过下模浮升销24送至方孔镶件28中间的方孔处,方孔冲头91和导孔冲头94开始第一次冲压,本次由导孔冲头94对方孔镶件28凸起处的第一引导针孔44进行冲压,冲出料带43上的第一孔431;同时,由方孔冲头91对方孔镶件28中间的方孔进行冲压,冲出料带43上的第一方孔432。
53.2、将料带43上已冲出的第一孔431送至下模板23上第二引导针孔45处(在方孔镶件28的右侧边上),两者对齐,开始第二次冲压,导孔冲头94对第一引导针孔44冲压获得料带43上的第二孔433;同时,方孔冲头91对方孔镶件28中间的方孔进行冲压,冲出料带43上的第二方孔434。
54.3、将料带43上已冲出的第一孔431送至下模板的第三引导针孔46并对齐,第二孔433与第二引导针孔45对齐,如上所述,同理冲出料带43上的第三孔435和第三方孔436,形
状冲头92对冲形镶件31冲压,开始冲竖边的外形。
55.4、将料带43送至下模挡料销35,此时料带43上第一孔431与下模板的第四引导针孔47对齐,第二孔433与第三引导针孔46对齐,第三孔435与第二引导针孔45对齐,如上所述,同理冲出料带43上的第四孔437和第四方孔438,形状冲头92对冲形镶件31冲压,开始冲另外一条竖边的外形和两条横边的外形。
56.5、将料带43继续往右送,第一孔431与下模板的第五引导针孔48对齐,第二孔433与第四引导针孔47对齐,第三孔435与第三引导针孔46对齐,第四孔437与第二引导针孔45对齐,如上所述,同理冲出料带43上的第五孔439及第五方孔440,外形、开始预成型(一次上模成型公110下降与一次成型镶件29将料带43压死完成预成型)。
57.6、将料带43继续往右送,第一孔431与下模板的第六引导针孔49对齐,第二孔433与下模板的第五引导针孔48对齐,第三孔436与第四引导针孔47对齐,第四孔437与第三引导针孔46对齐,第五孔439与第二引导针孔45对齐,如上所述,同理冲出料带43上的第六孔441及第六方孔442,外形,开始预成型(一次上模成型公110下降与一次成型镶件29将料带43压死完成预成型将料带43压死完成预成型),以及整形成弹性支撑架形状(二次上模成型公120下降与二次成型镶件30将料带43压死完成整形)。
58.7、将料带43继续往右送,第一孔431与下模板的第七引导针孔50对齐,第二孔433与下模板的第六引导针孔49对齐,第三孔436与下模板的第五引导针孔48对齐,第四孔437与第四引导针孔47对齐,第五孔439与第三引导针孔46对齐,第六孔441与第二引导针孔45对齐,如上所述,同理冲出料带43上的第七孔443及第七方孔444,外形,开始预成型以及整形,空一步(下模导正孔镶件33对料带定位)。
59.8、将料带43继续往右送,第二孔433与下模板的第七引导针孔50对齐,第三孔436与下模板的第六引导针孔49对齐,第四孔437与下模板的第五引导针孔48对齐,第五孔439与第四引导针孔47对齐,第六孔441与第三引导针孔46对齐,第七孔443与第二引导针孔45对齐,如上所述,同理冲出料带43上的第八孔及第八方孔,外形,开始预成型以及整形,分割弹性支撑架(分离冲头与冲割镶件32冲压即可将第一方孔432所属的弹性支撑架从料带上割下来)。
60.综上所述,本实用新型提供的一种冲孔成型连续模具,将冲孔、冲外形及成型集合在一套模具上,降低了模具成本及生产成本;将下模组件中所有参与冲孔及冲外形的地方都设计为镶件,模具生产到一定量时,参与冲裁地方的刃口磨损或损坏时便于维修或更换,从而增加模具的加工寿命;本模具在成型时采用了两次成型的方式,有效的保证了模具生产的稳定性,保证了弹性支撑架的尺寸的精度与效率,调模相对单发模更加方便高效,在操作方面也比单发冲压的更安全。
61.上述功能模块的划分仅用以举例说明,在实际应用中,可以根据需要将上述功能分配由不同的功能模块来完成,即划分成不同的功能模块,来完成上述描述的全部或部分功能。
62.可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型所附的权利要求的保护范围。