一种x型伸缩支架装配方法
技术领域
1.本发明涉及一种装配方法,特别是涉及一种x型伸缩支架装配方法。
背景技术:
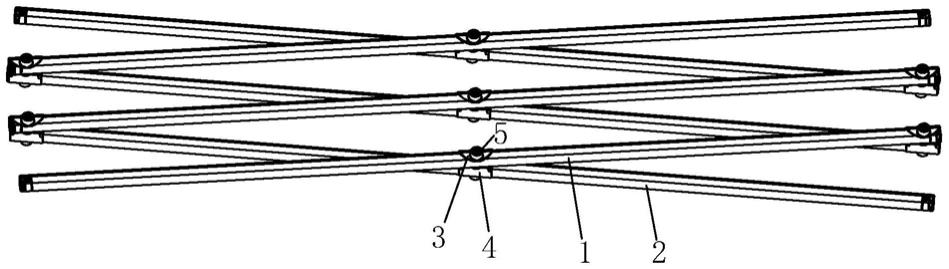
2.现有技术的一种x型伸缩支架如图1所示,其包括若干第一支杆1、若干第二支杆2、若干螺栓套3、若干螺母套4、若干螺栓5和若干螺母,螺栓套3和螺母套4分别具有侧向开口,第一支杆1的中部和两端分别套装螺栓套3,第二支杆2的中部和两端分别套装螺母套5,相应的螺栓套和螺母套用螺栓5和螺母连接在一起。这种x型伸缩支架组装时,需要先将首个第一支杆与首个第二支杆中部完成铰接,再将首个第一支杆一端与第二个第二支杆一端完成铰接,然后,将第二个第二支杆另一端与第二个第一支杆的一端完成铰接,如此,按顺序操作,直至完成所有第一支杆与第二支杆的铰接。这种组装方式完全依靠工作人员逐个组装,受螺栓套和螺母套的侧向开口的方向及第一支杆、第二支杆上下顺序的影响,工作人员容易装错,作业难度大,装配效率低,且往往需要多个工作人员相互配合,造成人工成本增加。
技术实现要素:
3.本发明针对现有技术存在的技术问题,提供了一种x型伸缩支架装配方法,其能实现x 型伸缩支架的快速装配。
4.本发明解决其技术问题所采用的技术方案是:一种x型伸缩支架装配方法,该x型伸缩支架包括若干第一支杆、若干第二支杆、若干螺栓套、若干螺母套、若干螺栓和若干螺母,第一支杆和第二支杆分别具有第一端和第二端;其特征在于:包括以下步骤:
5.a、对各螺栓套分别进行定位和套装在相应的第一支杆的中部或第一端或第二端,且所述若干螺栓套套装完毕后,所述若干第一支杆并列分布;
6.b、对各螺母套分别进行定位和套装在相应的第二支杆的中部或第一端或第二端,且所述若干螺母套套装完毕后,所述若干第二支杆并列分布;
7.c、将装好螺栓套且并列分布的若干第一支杆与装好螺母套且并列分布的若干第二支杆上下叠加、交错,使各螺栓套与螺母套上下一一对应,并用螺栓和螺母进行连接。
8.进一步的,所述步骤a包括以下步骤:
9.a1、取两个螺栓套进行定位,并在第一方向上间隔分布,且该两个螺栓套的侧向开口分别朝向与第一方向垂直的第二方向;取一第一支杆,将该第一支杆从这两个螺栓套的侧向开口压入,使该第一支杆的中部和第一端分别套装有螺栓套;若第一支杆的数量为两个,则执行步骤a3,若第三支杆的数量多于两个,则执行步骤a2;
10.a2、取三个螺栓套进行定位,并在第一方向上间隔分布,且该三个螺栓套的侧向开口分别朝向第二方向;取一第一支杆,将该第一支杆从所述三个螺栓套的侧向开口压入,使该第一支杆的中部、第一端和第二端分别套装有螺栓套,并使该第一支杆与此前装好螺栓套的第一支杆沿第二方向并列分布;若第一支杆的数量为三个,则执行步骤a3,若第一支杆
的数量多于三个,则重复执行n-3次的步骤a2后,执行步骤a3,所述n的大小与第一支杆的数量一致;
11.a3、取两个螺栓套进行定位,并在第一方向上间隔分布,且该两个螺栓套的侧向开口分别朝向第二方向;取余下的第一支杆,将该第一支杆从这两个螺栓套的侧向开口压入,使该第一支杆的中部和第二端分别套装有螺栓套,且该第一支杆与此前装有螺栓套的第一支杆在第二方向上并列分布。
12.进一步的,所述步骤b包括以下步骤:
13.b1、取两个螺母套进行定位,并在第一方向上间隔分布,且该两个螺母套的侧向开口分别朝向与第一方向垂直的第二方向;取一第二支杆,将该第二支杆从这两个螺母套的侧向开口压入,使该第二支杆的中部和第二端分别套装有螺母套;若第二支杆的数量为两个,则执行步骤b3,若第三支杆的数量多于两个,则执行步骤b2;
14.b2、取三个螺母套进行定位,并在第一方向上间隔分布,且该三个螺母套的侧向开口分别朝向第二方向;取一第二支杆,将该第二支杆从所述三个螺母套的侧向开口压入,使该第二支杆的中部、第一端和第二端分别套装有螺母套,并使该第二支杆与此前装好螺母套的第二支杆沿第二方向并列分布;若第二支杆的数量为三个,则执行步骤b3,若第二支杆的数量多于三个,则重复执行n-3次的步骤b2后,执行步骤b3,所述n的大小与第二支杆的数量一致;
15.b3、取两个螺母套进行定位,并在第一方向上间隔分布,且该两个螺母套的侧向开口分别朝向第二方向;取余下的第二支杆,将该第二支杆从这两个螺母套的侧向开口压入,使该第二支杆的中部和第一端分别套装有螺母套,且该第二支杆与此前装有螺母套的第二支杆在第二方向上并列分布。
16.进一步的,所述步骤c包括以下步骤:
17.c1、取若干螺母进行定位,使该若干螺母处于能与套装好螺母套且并列分布的所述若干第二支杆上的螺母套一一对应的位置上;
18.c2、将装好螺母套且并列分布的若干第二支杆放在所述若干螺母之上,并使螺母套与螺母上下一一对应;
19.c3、将装好螺栓套且沿并列分布的若干第一支杆叠加、交错放在步骤c2所述的若干第二支杆之上,使螺栓套与螺母套上下一一对应;
20.c4、在各螺栓套上分别穿入螺栓,使螺栓尾部依次向下穿过第一支杆、第二支杆和螺母套;分别拧紧各螺栓,使其尾部与进入螺母套中的螺母螺纹连接。
21.进一步的,采用第一定位机构对所述步骤a中的各螺栓套进行预定位,使各螺栓套在套装于相应的第一支杆前分别处于第一定位机构上的既定位置。
22.进一步的,采用第二定位机构对所述步骤b中的各螺母套进行预定位,使各螺母套在套装于相应的第二支杆前分别处于第二定位机构上的既定位置。
23.进一步的,采用所述第一定位机构对所述步骤b中的各螺母套进行预定位,使各螺母套在套装于相应的第二支杆前分别处于第一定位机构上的既定位置。
24.进一步的,采用第三定位机构对所述步骤c中的各螺母进行预定位,使各螺母在进入相应的螺母套内之前分别处于第三定位机构上的既定位置。
25.进一步的,所述若干螺母分别定位在所述第三定位机构设置的可上下移动的螺母
座中,在所述步骤c中,螺母座受螺母套的螺母盖挤压下沉,使螺母座与螺母上下分离,螺母进入螺母套的螺母盖内;在螺母套离开螺母座后,螺母座向上复位。
26.进一步的,在所述步骤c3中,所述若干第一支杆上的螺栓套的螺栓盖分别朝上,且螺栓套的侧向开口的朝向与所述若干第二支杆上的螺母套的侧向开口的朝向相反。
27.相较于现有技术,本发明具有以下有益效果:
28.1、本发明使工作人员只需先完成各螺栓套的套装、各螺母套的套装,再采用若干第一支杆与第二支杆上下叠加、交错的方式统一锁螺栓、螺母,大大降低了工作人员的作业难度,提高了装配效率,并可以减少工作人员的数量,降低人员成本。
29.2、本发明采用若干螺母预先定位,再依次叠加若干第二支杆、若干第一支杆,进一步提高了工作人员的装配效率和作业难度。
30.3、所述第一定位机构/第二定位机构/第三定位机构的采用,能够实现螺栓套/螺母套/ 螺母的预定位,进一步提高了工作人员的装配效率和作业难度。
31.4、所述第三定位机构设置所述螺母座,能使所定位的螺母自动进入螺母套中,结构简单、设计新颖。
32.以下结合附图及实施例对本发明作进一步详细说明;但本发明的一种x型伸缩支架装配方法不局限于实施例。
附图说明
33.图1是现有技术的一种x型伸缩支架的结构示意图;
34.图2是本发明的第一定位机构的立体构造示意图;
35.图3是本发明的第一定位机构的局部放大示意图一;
36.图4是本发明的第一定位机构的局部放大示意图二;
37.图5是本发明的第一定位机构的工作状态示意图一;
38.图6是本发明的第一定位机构的工作状态示意图二;
39.图7是本发明的第一定位机构的工作状态示意图三;
40.图8是本发明的第一定位机构的工作状态示意图四;
41.图9是本发明的第二定位机构的立体构造示意图;
42.图10是本发明的第二定位机构的工作状态示意图一;
43.图11是本发明的第二定位机构的工作状态示意图二;
44.图12是本发明的第二定位机构的工作状态示意图三;
45.图13是本发明的第二定位机构的工作状态示意图四;
46.图14是本发明的第三定位机构的立体构造示意图(局部分解);
47.图15是本发明的第三定位机构的局部放大示意图(局部分解);
48.图16是本发明第三定位机构的工作状态示意图一;
49.图17是本发明第三定位机构的工作状态示意图二;
50.图18是本发明第三定位机构的工作状态示意图三;
51.图19是本发明第三定位机构的工作状态示意图四。
具体实施方式
52.实施例,本发明的一种x型伸缩支架装配方法,该x型伸缩支架包括若干第一支杆、若干第二支杆、若干螺栓套、若干螺母套、若干螺栓和若干螺母,第一支杆和第二支杆分别具有第一端和第二端;所述方法包括以下步骤:
53.a、对各螺栓套分别进行定位和套装在相应的第一支杆的中部或第一端或第二端,且所述若干螺栓套套装完毕后,所述若干第一支杆并列分布;且首个第一支杆的第二端和末个第一支杆的第一端未套装螺栓套;
54.b、对各螺母套分别进行定位和套装在相应的第二支杆的中部或第一端或第二端,且所述若干螺母套套装完毕后,所述若干第二支杆并列分布;且首个第二支杆的第一端和末个第二支杆的第二端未套装螺母套;
55.c、将装好螺栓套且并列分布的若干第一支杆与装好螺母套且并列分布的若干第二支杆上下叠加、交错,使各螺栓套与螺母套上下一一对应,并用螺栓和螺母进行连接。
56.本实施例中,所述步骤a包括以下步骤:
57.a1、取两个螺栓套进行定位,并在第一方向上间隔分布,且该两个螺栓套的侧向开口分别朝向与第一方向垂直的第二方向;取一第一支杆,将该第一支杆从这两个螺栓套的侧向开口压入,使该第一支杆的中部和第一端分别套装有螺栓套;若第一支杆的数量为两个,则执行步骤a3,若第三支杆的数量多于两个,则执行步骤a2;
58.a2、取三个螺栓套进行定位,并在第一方向上间隔分布,且该三个螺栓套的侧向开口分别朝向第二方向;取一第一支杆,将该第一支杆从所述三个螺栓套的侧向开口压入,使该第一支杆的中部、第一端和第二端分别套装有螺栓套,并使该第一支杆与此前装好螺栓套的第一支杆沿第二方向并列分布;若第一支杆的数量为三个,则执行步骤a3,若第一支杆的数量多于三个,则重复执行n-3次的步骤a2后,执行步骤a3,所述n的大小与第一支杆的数量一致;
59.a3、取两个螺栓套进行定位,并在第一方向上间隔分布,且该两个螺栓套的侧向开口分别朝向第二方向;取余下的第一支杆,将该第一支杆从这两个螺栓套的侧向开口压入,使该第一支杆的中部和第二端分别套装有螺栓套,且该第一支杆与此前装有螺栓套的第一支杆在第二方向上并列分布。
60.本实施例中,所述步骤b包括以下步骤:
61.b1、取两个螺母套进行定位,并在第一方向上间隔分布,且该两个螺母套的侧向开口分别朝向与第一方向垂直的第二方向;取一第二支杆,将该第二支杆从这两个螺母套的侧向开口压入,使该第二支杆的中部和第二端分别套装有螺母套;若第二支杆的数量为两个,则执行步骤b3,若第三支杆的数量多于两个,则执行步骤b2;
62.b2、取三个螺母套进行定位,并在第一方向上间隔分布,且该三个螺母套的侧向开口分别朝向第二方向;取一第二支杆,将该第二支杆从所述三个螺母套的侧向开口压入,使该第二支杆的中部、第一端和第二端分别套装有螺母套,并使该第二支杆与此前装好螺母套的第二支杆沿第二方向并列分布;若第二支杆的数量为三个,则执行步骤b3,若第二支杆的数量多于三个,则重复执行n-3次的步骤b2后,执行步骤b3,所述n的大小与第二支杆的数量一致;
63.b3、取两个螺母套进行定位,并在第一方向上间隔分布,且该两个螺母套的侧向开
口分别朝向第二方向;取余下的第二支杆,将该第二支杆从这两个螺母套的侧向开口压入,使该第二支杆的中部和第一端分别套装有螺母套,且该第二支杆与此前装有螺母套的第二支杆在第二方向上并列分布。
64.在上述步骤a1-a3中,各螺栓套的螺栓盖(即螺栓套上用于容纳螺栓头部的盖体部分) 分别朝下,在上述步骤b1-b3中,各螺母套的螺母盖(即螺母套上用于容纳螺母的盖体部分) 分别朝下。
65.本实施例中,所述步骤c包括以下步骤:
66.c1、取若干螺母进行定位,使该若干螺母处于能与套装好螺母套且并列分布的所述若干第二支杆上的螺母套一一对应的位置上;
67.c2、将装好螺母套且并列分布的若干第二支杆放在所述若干螺母之上,并使螺母套与螺母上下一一对应;
68.c3、将装好螺栓套且沿并列分布的若干第一支杆叠加、交错放在步骤c2所述的若干第二支杆之上,使螺栓套与螺母套上下一一对应;
69.c4、在各螺栓套上分别穿入螺栓,使螺栓尾部依次向下穿过第一支杆、第二支杆和螺母套;分别拧紧各螺栓,使其尾部与进入螺母套中的螺母螺纹连接。
70.本实施例中,在所述步骤c3中,所述若干第一支杆上的螺栓套的螺栓盖分别朝上,且螺栓套的侧向开口的朝向与所述若干第二支杆上的螺母套的侧向开口的朝向相反。具体,所述步骤c3为:将装好螺栓套的若干第一支杆一并翻转180
°
,使各螺栓套的螺栓盖(即螺栓套上用于容纳螺栓头部的盖体部分)朝上,且螺栓套的侧向开口的朝向与步骤c2上的螺母套的侧向开口的朝向相反(以此确保x型伸缩支架安装好并展开后,螺栓套的侧向开口与螺母套的侧向开口能大致朝下同一侧),尔后,将翻转后保持并列分布的若干第一支杆叠加、交错放在步骤c2所述的若干第二支杆上,使螺栓套与螺母套上下一一对应。
71.本实施例中,本发明采用第一定位机构7对所述步骤a中的各螺栓套进行预定位,使各螺栓套在套装于相应的第一支杆前分别处于第一定位机构7上的既定位置。本发明采用第二定位机构8对所述步骤b中的各螺母套进行预定位,使各螺母套在套装于相应的第二支杆前分别处于第二定位机构8上的既定位置。在其它实施例中,本发明采用第一定位机构对对所述步骤b中的各螺母套进行预定位,使各螺母套在套装于相应的第二支杆前分别处于第一定位机构上的既定位置。
72.本实施例中,本发明采用第三定位机构9对所述步骤c中的各螺母进行预定位,使各螺母在进入相应的螺母套内之前分别处于第三定位机构9上的既定位置。具体,所述若干螺母分别定位在所述第三定位机构设置的可上下移动的螺母座中,在所述步骤c中,螺母座受螺母套的螺母盖挤压下沉,使螺母座与螺母上下分离,螺母进入螺母套的螺母盖内;在螺母套离开螺母座后,螺母座向上复位。
73.本实施例中,如图2-图4所示,所述第一定位机构7包括第一主体71,该第一主体71 上设置沿第一方向分布的两第一端定位部72和第一中定位部73,第一中定位部73位于两第一端定位部72之间;各第一端定位部72分别能定位至少一螺栓套,第一中定位部73能定位至少两螺栓套,且各第一端定位部72上的螺栓套、第一中定位部73上的螺栓套分别沿与第一方向垂直的第二方向分布,各第一端定位部72上的各螺栓套分别与第一中定位部73 上相应的螺栓套(即处于同一第一支杆上的螺栓套)在第一方向上齐平,且侧向开口的朝向一
致。
74.本实施例中,如图3所示,所述第一端定位部72包括第一端定位座721和设置在该第一端定位座721上并沿所述第二方向分布的至少一能插入螺栓套的螺栓盖的第一定位孔 722。如图4所示,所述第一中定位部73包括第一中定位座731和设置在该第一中定位座 731上并沿所述第二方向分布的至少两能插入螺栓套的螺栓盖的第二定位孔732。所述两第一端定位部72的第一定位孔722的数量分别比所述第一中定位部73的第二定位孔732的数量少一个,且其中一第一端定位部72的首个第一定位孔722与另一个第一端定位部72的首个第一定位孔722在第一方向上错开。具体,两第一端定位部72的第一定位孔722的数量均为两个,第一中定位部73的第二定位孔732的数量为三个,但不局限于此。所述螺栓套的螺栓盖指螺栓套上能容纳螺栓头部的盖体部分。
75.本实施例中,所述第一端定位座721远离所述第一中定位部73的一侧设有第一侧挡部 723,所述第一端定位座721在所述第二方向上的一侧设有第二侧挡部724,所述第一中定位座731在所述第二方向上的一侧设有第三侧挡部,第二侧挡部724与第三侧挡部位于同一侧。
76.本实施例中,如图9所示,所述第二定位机构8包括第二主体81,该第二主体81上设置沿第一方向分布的两第二端定位部82和第二中定位部83,第二中定位部83位于两第二端定位部82之间,各第二端定位部82分别能定位至少一螺母套,第二中定位部83能定位至少两螺母套,且各第二端定位部82上的螺栓套、第二中定位部83上的螺栓套分别沿与第一方向垂直的第二方向分布,各第二端定位部82上的各螺母套分别与第二中定位部83上相应的螺母套(即处于同一第一支杆上的螺母套)在第一方向上齐平,且侧向开口的朝向一致。
77.本实施例中,如图9所示,所述第二端定位部82包括第二端定位座821,该第二端定位座821设有允许至少一螺母套和第二支杆的端部从第二方向上侧向进入的第一定位槽 822,该第一定位槽822在第一方向上面向所述第二中定位座的一端通出;所述第二中定位部83包括第二中定位座831,该第二中定位座831设有允许至少两螺母套和第二支杆中部从第二方向上侧向进入的第二定位槽832,该第二定位槽832在第一方向上的两端分别通出。所述第一定位槽822、第二定位槽832的上端分别通出,使螺母套上的螺母盖(即螺母套上用于容纳螺母的盖体部分)向上露出。
78.本实施例中,如图14所示,所述第三定位机构9包括第三主体91,该第三主体91上设置沿第一方向分布的两第三端定位部92和第三中定位部93,第三中定位部93位于两第二端定位部82之间,各第三端定位部92分别能定位至少一螺母,第三中定位部93能定位至少两螺母,且各第三端定位部92上的螺母、第二中定位部83上的螺母分别沿与第一方向垂直的第二方向分布,各第三端定位部92上的螺母分别与第三中定位部93上相应的螺母在第一方向上齐平。
79.本实施例中,所述第三端定位部92包括第三端定位座921、至少一能使所定位的螺母进入螺母套中的第一螺母定位组件922,第三端定位座921设置沿第二方向分布的至少一第一安装槽9211,螺母定位组件装于第一安装槽9211;所述第三中定位部93包括第三中定位座931、至少两能使所定位的螺母进入螺母套中的第二螺母定位组件932,第三中定位座931 设置沿第二方向分别的至少两第二安装槽,螺母定位组件装于第二安装槽。所述两第三端定位部92的第一螺母定位组件922的数量分别比所述第三中定位部93的第二螺母定位
组件 932的数量少一个,且其中一第三端定位部92的首个第一螺母定位组件922与另一个第一端定位部72的首个第一螺母定位组件922在第一方向上错开。具体,两第三端定位部92 的第一螺母定位组件922的数量均为两个,第三中定位部93的第二螺母定位组件932的数量为三个,但不局限于此。
80.本实施例中,所述第一螺母定位组件922和第二螺母定位组件932结构相同,如图15 所示,所述第一螺母定位组件922和第二螺母定位组件932分别包括螺母座10和复位件,螺母座10具有能容纳螺母并上下贯通的定位槽101;该螺母座10可上下移动地设置于所述第一安装槽9211或第二安装槽内,所述第一安装槽9211、第二安装槽内分别具有用于支撑螺母的支撑部,支撑部可穿过定位槽101;该螺母座10在下移状态使螺母脱离定位槽101,所述复位件设置于第一安装槽9211或第二安装槽内,并提供螺母座10向上复位。
81.本实施例中,所述支撑部为支撑柱20,该支撑柱20置入所述第一安装槽9211或第二安装槽内,且该支撑柱20上端用于支撑进入所述定位槽101的螺母;所述复位件为弹簧30,该弹簧30套在所述支撑柱20外,且该弹簧30上端抵于所述螺母座10,该弹簧30下端抵于所述第一安装槽9211或第二安装槽底部。所述定位槽101具体为六角槽,所述支撑柱20 具体为六角柱,但不局限于此,在其它实施例中,所述支撑柱为圆柱等。为了防止螺母座 10发生转动,本发明在螺母座10外侧面设置限位凸部102,与第一安装槽9211或第二安装槽内侧面设置的限位凹槽9212配合。
82.本实施例中,所述第三端定位座921在第一方向上远离所述第三端定位座921的一端设有第四侧挡部923,所述第三中定位座931在第二方向上的两端分别设有第五侧挡部933。除此,所述第三主体91上海设有第六侧挡部94和第七侧挡部95,第六侧挡部94和第七侧挡部95在所述第二方向上错开设置。
83.本实施例中,所述第一主体71、第二主体81和第三主体91均为长板体,且为木材材质,但不局限于此。所述第一方向为横向,即所述长板体的长度方向,所述第二方向为纵向,即所述长板体的宽度方向。
84.本发明的一种x型伸缩支架装配方法,以x型伸缩支架的第一支杆、第二支杆的数量分别为三个结合第一定位机构7、第二定位机构8、第三定位机构9详细说明本发明的一种 x性伸缩支架的装配方法的具体流程。
85.所述步骤a的详细流程如下:
86.a1、在第一中定位部73的首个第二定位孔732放入一个螺栓套31(螺栓套31的螺栓盖插入首个第二定位孔732内),在其中一个第一端定位部72(具体是处于右边的第一端定位部72)与首个第二定位孔732齐平的首个第一定位孔722放入一个螺栓套32(螺栓套32 的螺栓盖插入首个第一定位孔722内),如图5所示,并确保这两个螺栓套31、32的侧向开口均朝向第二方向;取一第一支杆11从这两个螺栓套31、32的侧向开口压入(利用所述第一侧挡部723、第二侧挡部724、第三侧挡部733对该第一支杆11进行定位),使这两个螺栓套31、32分别套在第一支杆11的中部和右端(即第一端),如图6所示;
87.a2、在第一中定位部73的第二个第二定位孔732放入一个螺栓套33,在其中一个第一端定位部72(具体是处于右边的第一端定位部72)的第二个第一定位孔722放入一个螺栓套34,在另一个第一端定位部72(具体是处于左边的第一端定位部72)的首个第一定位孔 722放入一个螺栓套35,如图6所示,并确保这三个螺栓套33、34、35的侧向开口均朝向第二
方向;取另一第一支杆12从这三个螺栓套33、34、3的侧向开口压入,使这三个螺栓套33、34、3分别套在第一支杆12的中部和两端(即第一端和第二端),如图7所示,此时,两个第一支杆11、12在第二方向上并列分布;
88.a3、在第一中定位部73的第三个第二定位孔732放入一个螺栓套36,在另一个第一端定位部72(具体是处于左边的第一端定位部72)的第二个第一定位孔722放入一个螺栓套 37,如图7所示,并确保这两个螺栓套36、37的侧向开口朝向第二方向;取余下的第一支杆13从这两个螺栓套36、37的侧向开口压入,使这两个螺栓套36、37分别套在第三个第一支杆13的中部和左端(即第二端),如图8所示。此时,三个第一支杆11、12、13在第二方向上并列分布。
89.所述步骤b的详细流程如下:
90.b1、在第二中定位部83的第二定位槽832内放入一个螺母套41(螺母套41的螺母盖朝上,并露出),在其中一个第二端定位部82(具体是处于左边的第二端定位部82)的第一定位槽822内放入一个螺母套42(螺母套42的螺母盖朝上,并露出),如图10所示,并确保这两个螺母套41、42的侧向开口与第一定位槽822、第二定位槽832的侧向开口一致,即均朝向第二方向;取一第二支杆21从这两个螺母套41、42的侧向开口压入,使这两个螺母套41、42分别套在该第二支杆21的中部和左端(即第二端),如图11所示;
91.b2、在第二中定位部83的第二定位槽832内放入一个螺母套43,在其中一个第二端定位部82(具体是处于左边的第二端定位部82)的第一定位槽822内放入一个螺母套44,在另一个第二端定位部82(具体是处于右边的第二端定位部82)的第一定位槽822放入一个螺母套45,如图11所示,并确保这三个螺母套43、44、45的侧向开口均朝向第二方向;取另一第二支杆22从这三个螺母套43、44、45的侧向开口压入,使这三个螺母套43、44、 45分别套在盖第二支杆22的中部和两端(即第一端和第二端),如图12所示;此时,两个第二支杆21、22在第二方向上并列分布;
92.b3、在第一中定位部73的第二定位槽832孔放入一个螺母套46,在另一个第一端定位部72(具体是处于右边的第二端定位部82)的第二个第一定位孔722放入一个螺母套47,如图12所示,并确保这两个螺母套46、47的侧向开口均朝向第二方向;取余下的第二支杆 23从这两个螺母套46、47的侧向开口压入,使这两个螺母套46、47分别套在该第二支杆 23的中部和右端(即第一端),如图13所示。此时,三个第二支杆21、22、23在第二方向上并列分布。
93.所述步骤c的详细流程如下:
94.c1、在各第一螺母定位组件922、各第二螺母定位组件932的螺母座10的六角槽101 中分别放入一个螺母6,如图16所示(图16中显示的是螺母6还没放入螺母座10的六角槽101中的状态);
95.c2、如图17所示,将上述已经套好螺母套并在第二方向上并列分布的三个第二支杆21、 22、23一并移到第三主体91上,使各螺母套的螺母盖朝下,并对应其下方的螺母座10;此时,各螺母座10受螺母套的螺母盖挤压下沉,使各螺母套的螺母盖进入螺母座10所在的第一安装槽9211或第二安装槽中,同时,螺母6脱离螺母座10的定位槽101,并进入螺母套 4的螺母盖内;
96.c3、如图18所示,将上述已经套好螺栓套并在第二方向上并列分布的三个第一支
杆11、 12、13一并翻转180
°
,使各螺栓套的螺栓盖朝上,且螺栓套的侧向开口的朝向与步骤c2 上螺母套的侧向开口的朝向相反;尔后,将翻转后的三个第一支杆11、12、13叠加到步骤c2中的三个第二支杆21、22、23上,并与三个第二支杆21、22、23交错分布,使螺栓套3 与螺母套4上下一一对应;
97.c4、在各螺栓套3上穿入螺栓5,使螺栓5尾部依次向下穿过第一支杆、第二支杆和螺母套,在螺栓5被拧紧后,其尾部即与进入螺母套中的螺母6螺纹连接,从而完成三个第一支杆与三个第二支杆的铰接,形成x型伸缩支架,如图19所示。
98.装配完成后,将整个x型伸缩支架从第三主体91上拿下,各螺母座10即在弹簧30的回复力作用下向上弹起,为下次装配做准备。
99.本发明的一种x型伸缩支架装配方法,其使工作人员只需先完成螺栓套、螺母套的定位和套装,再统一锁螺栓、螺母即可,大大降低了工作人员的作业难度,提高了装配效率,并可以减少工作人员的数量,降低人员成本。
100.上述实施例仅用来进一步说明本发明的一种x型伸缩支架装配方法,但本发明并不局限于实施例,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均落入本发明技术方案的保护范围内。