1.本实用新型涉及一种锁付螺丝中自动化盖压板装置,尤其适用于对汽车尾灯小组件的锁螺丝行业的设备。
背景技术:
2.工艺生产发现锁螺钉锁付当出现多螺钉的情况时,单独锁付会出现一边高一边低的情况,所以采用压板先把需要装配件的压紧后再锁付螺丝,当时压合的压板不能实现自动控制,需要人员不断的盖压板和开压板,来回切换,再锁付螺丝,这样做的动作复杂,劳动强度也大,同时操作人员时常忘记盖压板。
技术实现要素:
3.本实用新型的目的是解决现有技术中难点, 为了实现上述目的,本实用新型的技术方案是这样实现的:一种锁付螺丝中自动化盖压板装置,包括底板,锁螺丝治具放置座,其特征在于:在底板上设置有锁螺丝治具放置座,在锁螺丝治具放置座前端的底板设置有电磁阀,在锁螺丝治具放置座两边侧的底板上各设置有两个直线轴承,两个直线轴承之间设置有上下双轴气缸,两个直线轴承的导杆连接位于锁螺丝治具放置座上方边侧的固定板,上下双轴气缸的活塞连接固定板,在固定板上安装有压板固定框架,固定板和压板固定框架之间由直线导轨滑块下与直线导轨连接,在一侧的固定板上安装有压板伸出不锈钢笔型气缸,压板伸出不锈钢笔型气缸的活塞连接压板固定框架的顶端。一边侧的固定板上安装有直线导轨滑块,直线导轨滑块连接安装在压板固定框架上的直线导轨,另一边侧的固定板上安装有直线导轨,直线导轨连接安装在压板固定框架上的直线导轨滑块。所述的锁螺丝治具放置座上设置有四个定位销,底板上设置有四个定位销孔,四个定位销与四个定位销孔对应。本实用新型的优点是提高工作效率,降低劳动负荷。
附图说明
4.图1为本实用新型的左侧结构示意图。
5.图中:1.压板伸出不锈钢笔型气缸;2.缩回检测传感器。
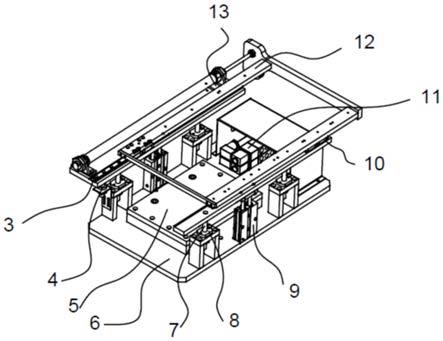
6.图2为本实用新型的右侧结构示意图。
7.3.直线导轨;4.气缸下降传感器;5.锁螺丝治具放置座;6.底板;7.导杆;8.直线轴承;9.上下双轴气缸;10.直线导轨滑块;11.电磁阀;12.压板固定框架,13固定板。
8.图3为本实用新型的压板伸出不下压时设备状态图。14.产品。
9.图4为本实用新型的压板缩回下压时设备状态图。14.产品。
具体实施方式
10.下面结合附图和实施例对本实用新型作详细说明。
11.图中一种锁付螺丝中自动化盖压板装置,包括底板,锁螺丝治具放置座,其特征在
于:在底板上设置有锁螺丝治具放置座,在锁螺丝治具放置座前端的底板设置有电磁阀,在锁螺丝治具放置座两边侧的底板上各设置有两个直线轴承,两个直线轴承之间设置有上下双轴气缸,两个直线轴承的导杆连接位于锁螺丝治具放置座上方边侧的固定板,上下双轴气缸的活塞连接固定板,在固定板上安装有压板固定框架,固定板和压板固定框架之间由直线导轨滑块下与直线导轨连接,在一侧的固定板上安装有压板伸出不锈钢笔型气缸,压板伸出不锈钢笔型气缸的活塞连接压板固定框架的顶端。一边侧的固定板上安装有直线导轨滑块,直线导轨滑块连接安装在压板固定框架上的直线导轨,另一边侧的固定板上安装有直线导轨,直线导轨连接安装在压板固定框架上的直线导轨滑块。所述的锁螺丝治具放置座上设置有四个定位销(图中未画),底板上设置有四个定位销孔(图中未画),四个定位销与四个定位销孔对应。所述的上下双轴气缸,压板伸出不锈钢笔型气缸均由电磁阀连接气源,电磁阀由plc控制。
12.为保证固定框架移动顺畅,有在两侧安装直线导轨和直线导轨滑块,此处的设计具有一定的创新性,如果两边下方安装直线导轨,上方安装直线导轨滑块,会出现固定框架在伸出时头重脚轻,故设计成一侧下方安装直线导轨,另一侧上方安装直线导轨,直线导轨滑块分别放置在上方和下方,实际证明该设计合理,平衡性好。同时为了实现自动化,对该结构中放置了缩回检测传感器和气缸下降传感器以及电磁阀,通过对plc的编程实现,但操作工人放置产品时,电磁阀不动作,原始状态是上下双轴气缸伸出,压板伸出不锈钢笔型气缸,但需要锁付时,plc触发,压板伸出不锈钢笔型气缸的电磁阀动作,压板伸出不锈钢笔型气缸缩回,此处缩回检测传感器有信号,触发上下双轴气缸的电磁阀动作,上下双轴气缸下压,刚好压住需要锁付的产品。但锁付完成,plc触发,上下双轴气缸的电磁阀复位,上下双轴气缸上升,延时后压板伸出不锈钢笔型气缸的电磁阀复位,压板伸出不锈钢笔型气缸伸出,操作工人可以取放产品。
13.实施例1:
14.实施例1可以实现锁付螺丝中自动化盖压板。
15.操作工人放置产品14时,电磁阀不动作,原始状态是上下双轴气缸伸出,压板伸出不锈钢笔型气缸。
16.操作工人确认需要锁付时,按下按钮,plc触发,压板伸出不锈钢笔型气缸的电磁阀动作,压板伸出不锈钢笔型气缸缩回,此处缩回检测传感器有信号,触发上下双轴气缸的电磁阀动作,上下双轴气缸下压,刚好压住需要锁付的产品。
17.操作工人确认锁付完成,按下按钮,plc触发,上下双轴气缸的电磁阀复位,上下双轴气缸上升,延时后压板伸出不锈钢笔型气缸的电磁阀复位,压板伸出不锈钢笔型气缸伸出,
18.操作工人可以取放产品。
19.以上循环。
技术特征:
1.一种锁付螺丝中自动化盖压板装置,包括底板,锁螺丝治具放置座,其特征在于:在底板上设置有锁螺丝治具放置座,在锁螺丝治具放置座前端的底板设置有电磁阀,在锁螺丝治具放置座两边侧的底板上各设置有两个直线轴承,两个直线轴承之间设置有上下双轴气缸,两个直线轴承的导杆连接位于锁螺丝治具放置座上方边侧的固定板,上下双轴气缸的活塞连接固定板,在固定板上安装有压板固定框架,固定板和压板固定框架之间由直线导轨滑块下与直线导轨连接,在一侧的固定板上安装有压板伸出不锈钢笔型气缸,压板伸出不锈钢笔型气缸的活塞连接压板固定框架的顶端。2.按权利要求1所述的一种锁付螺丝中自动化盖压板装置,其特征在于:一边侧的固定板上安装有直线导轨滑块,直线导轨滑块连接安装在压板固定框架上的直线导轨,另一边侧的固定板上安装有直线导轨,直线导轨连接安装在压板固定框架上的直线导轨滑块。3.按权利要求1所述的一种锁付螺丝中自动化盖压板装置,其特征在于:所述的锁螺丝治具放置座上设置有四个定位销,底板上设置有四个定位销孔,四个定位销与四个定位销孔对应。
技术总结
本实用新型涉及一种锁付螺丝中自动化盖压板装置,包括底板,锁螺丝治具放置座,其特征在于:在底板上设置有锁螺丝治具放置座,在锁螺丝治具放置座前端的底板设置有电磁阀,在锁螺丝治具放置座两边侧的底板上各设置有两个直线轴承,两个直线轴承之间设置有上下双轴气缸,两个直线轴承的导杆连接位于锁螺丝治具放置座上方边侧的固定板,上下双轴气缸的活塞连接固定板,在固定板上安装有压板固定框架,固定板和压板固定框架之间由直线导轨滑块下与直线导轨连接,在一侧的固定板上安装有压板伸出不锈钢笔型气缸,压板伸出不锈钢笔型气缸的活塞连接压板固定框架的顶端。本实用新型的优点是提高工作效率,降低劳动负荷。降低劳动负荷。降低劳动负荷。
技术研发人员:崇春红 任祥伟
受保护的技术使用者:丽清汽车科技(上海)有限公司
技术研发日:2021.09.30
技术公布日:2022/2/11