一种环保epe发泡包装材料制备设备及方法
技术领域
1.本发明涉及发泡包装材料制备设备技术领域,具体涉及一种环保epe发泡包装材料制备设备及方法。
背景技术:
2.聚乙烯发泡棉是非交联闭孔结构,又称epe珍珠棉,是一种新型环保的包装材料。它由低密度聚乙烯脂经物理发泡产生无数的独立气泡构成。克服了普通发泡胶易碎、变形、恢复性差的缺点。具有隔水防潮、防震、隔音、保温、可塑性能佳、韧性强、循环再造、环保、抗撞力强等诸多优点,亦具有很好的抗化学性能。是传统包装材料的理想代替品。
3.epe在被制备成长条形板材后需要再次进行分段切割,使长条形板材分割为单个的矩形板材,然后根据包装的需要,要将矩形板材切割为更小的各类形状的板材,这时需要使用到特定切割机才能将其切割成包装所需要的小块材料,而现有的切割设备通常为冷切挤压裁剪,其存在以下问题:
4.1、压力不足时材料的切口容易产生毛刺;
5.2、冷切设备通常只能将材料切割成规则形状,很难将材料切割为不规则的形状;
6.3、需要人工对切割机进行上料和下料,非常耗费人力也增加了人工成本,而且人工上下料很容易产生失误从而造成产品的损坏,影响产品质量。
7.根据以上问题,本发明提出一种环保epe发泡包装材料制备设备及方法。
技术实现要素:
8.本发明的目的在于:为解决现以上问题,本发明提供了一种环保epe发泡包装材料制备设备及方法。
9.本发明为了实现上述目的具体采用以下技术方案:
10.一种环保epe发泡包装材料制备设备,包括支撑框、安装框和传送带,所述安装框通过推动组件竖直滑动设置在支撑框上,所述安装框上通过连接柱固定连接有平行设置在其上方的连接框,所述安装框上表面的两侧均沿长度方向固定连接有滑轨,所述滑轨上滑动安装有多个与连接框可调节固定的接电滑块,两个所述滑轨上相对设置的两个接电滑块之间可拆卸连接有电热条,所述支撑框的上表面构造有滑动口,所述滑动口内中部构造有支撑板,所述支撑板上通过螺栓可拆卸连接有承载板,位于所述支撑板两侧的滑动口内滑动安装有包裹在承载板外周侧的限位框,所述限位框底部固定连接有安装在支撑框内的电动推杆,所述支撑框设置在传送带的一侧,所述传送带的另一侧设置有用于推放板材的推杆件。
11.进一步地,所述推杆件包括设置在传送带一侧的支撑架,所述支撑架上固定安装有输出端朝向承载板设置的气缸推杆,所述气缸推杆一)的端部固定连接有推动板。
12.进一步地,所述支撑框的上表面固定连接有位于承载板两端的进料框和出料框,所述传送带上固定连接有与进料框和推动板相接设置的限位挡板。
13.进一步地,所述推动组件包括四个呈矩形分布固定连接在安装框底部且滑动贯穿支撑框的滑动杆,所述支撑框内固定连接有四个与滑动杆滑动配合的滑动套,位于所述安装框同一侧的两个滑动杆之间固定连接有位于支撑框内顶部与滑动套之间的连接板,两个所述连接板底部均固定连接有安装在支撑框内底部的液压推杆,所述安装框底部的两个拐角均固定连接有导向杆,所述支撑框上固定连接有滑动套设在导向杆上的导向管。
14.进一步地,所述连接框顶部两侧均构造有与滑轨相对应的滑动通槽,所述接电滑块包括滑动安装在滑轨上的滑动块,所述滑动块上螺纹安装有贯穿滑动通槽且抵触在连接框上表面的紧固螺钮,所述滑动块一侧固定连接有用于连接电热条的固定块,所述滑动块另一侧固定连接有用于电路连通另一个滑动块的电路接口。
15.进一步地,所述固定块包括与电路接口电路连通的连接块,所述连接块的端部固定连接有u型块,所述电热条插设安装在两个相对的所述u型块之间,所述u型块一侧螺纹贯穿安装有贯穿电热条的连接螺栓。
16.进一步地,所述限位框包括两个滑动安装在滑动口内的l型板,两个所述l型板的相对面上均通过紧固螺栓可拆卸连接有抵触在承载板两侧的u型定位板,两个所述l型板底部固定连接有锥形框,所述电动推杆的输出端固定连接在锥形框的底部。
17.进一步地,所述进料框与所述出料框结构相同,所述进料框或所述出料框包括固定连接在支撑框上表面的u型框,所述u型框内底部转动安装有多个滚动柱,所述u型框内的两侧均通过固定螺栓可拆卸连接有位于滚动柱上方的u型限位板。
18.进一步地,所述进料框内底部的水平高度大于承载板上表面的高度,所述出料框内底部的水平高度小于承载板上表面的高度且相背于承载板倾斜向下设置。
19.一种环保epe发泡包装材料制备设备的使用方法,包括以下步骤:
20.将制备好的发泡包装板材输送到传送带上;
21.通过传送带上的限位挡板将运输至与进料框相对方位的板材限定位置,然后通过推杆件将板材推动经过进料框进入到承载板的范围内;
22.此时限位框通过电动推杆的推动,上升至可以对承载板上方的方位进行包裹的位置,用于对板材进行定位;定位结束后限位框会通过电动推杆的回落,使限位框移动至承载板的下方位置;
23.然后通过推动组件可以带动安装框和连接框向下竖直位移,使其上接电滑块之间的电热条能够随其下落贯穿板材并进入到承载板内,而安装框与连接框也会完全位移到承载板的下方位置;
24.此时推杆件会再次推放板材进入到出料框,然后使其落入到其他收集设备中后推杆件就会收回,而限位框也会恢复至承载板的上方位置;循环往复进行工作。
25.本发明的有益效果如下:
26.1、本发明通过设置传送带和推杆件可以将输送到传送带上的epe板材自动推入支撑框的承载板上,然后通过推动组件可以带动安装框整体下落,使电热条与epe板材相接触并贯穿板材,然后再通过推杆件即可将板材再次推出承载板的范围,完成自动化上料与下料的功能,节省了人力与人工成本。
27.2、本发明通过电动推杆可以带动限位板沿承载框的周侧进行上下的位移,从而对进入承载板范围内的epe板材进行定位,保障了板材的切割精度,并且不会影响安装框的下
落,增加了装置加工精度,保障了产品的质量。
28.3、本发明通过在安装框上设置接电滑块,并在两个相对的接电滑块之间可拆卸连接有电热条,电热条的形状可进行更换,以便于对epe板材进行不同形状的加热切割,加热切割不仅可以防止板材切割后产生毛刺的问题,而且还能够适应不同形状的切割,增加了装置的功能性与灵活性。
附图说明
29.图1是本发明立体结构图;
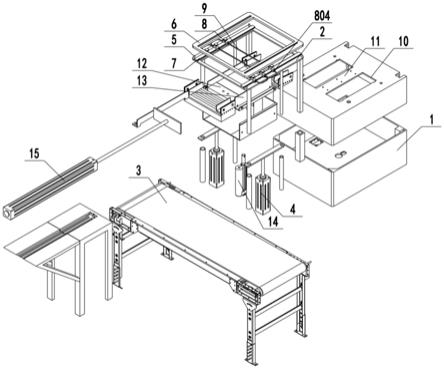
30.图2是本发明立体结构爆炸图;
31.图3是本发明局部立体结构图;
32.图4是本发明另一局部立体结构图;
33.图5是本发明又一局部立体结构图;
34.图6是本发明还一局部立体结构图;
35.图7是本发明固定块立体结构图;
36.图8是本发明局部立体结构爆炸图;
37.附图标记:1、支撑框;101、进料框;102、出料框;103、u型框;104、滚动柱;105、固定螺栓;106、u型限位板;2、安装框;3、传送带;301、限位挡板;4、推动组件;401、滑动杆;402、滑动套;403、连接板;404、液压推杆;405、导向杆;406、导向管;5、连接柱;6、连接框;601、滑动通槽;7、滑轨;8、接电滑块;801、滑动块;802、紧固螺钮;803、固定块;8031、连接块;8032、u型块;8033、连接螺栓;804、电路接口;9、电热条;10、滑动口;11、支撑板;12、承载板;13、限位框;1301、l型板;1302、紧固螺栓;1303、u型定位板;1304、锥形框;14、电动推杆;15、推杆件;1501、支撑架;1502、气缸推杆;1503、推动板。
具体实施方式
38.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
39.如图1-2所示,本发明一个实施例提出的一种环保epe发泡包装材料制备设备及方法,包括支撑框1、安装框2和传送带3,安装框2通过推动组件4竖直滑动设置在支撑框1上,安装框2上通过连接柱5固定连接有平行设置在其上方的连接框6,安装框2上表面的两侧均沿长度方向固定连接有滑轨7,滑轨7上滑动安装有多个与连接框6可调节固定的接电滑块8,两个滑轨7上相对设置的两个接电滑块8之间可拆卸连接有电热条9,支撑框1的上表面构造有滑动口10,滑动口10内中部构造有支撑板11,支撑板11上通过螺栓可拆卸连接有承载板12,位于支撑板11两侧的滑动口10内滑动安装有包裹在承载板12外周侧的限位框13,限位框13底部固定连接有安装在支撑框1内的电动推杆14,支撑框1设置在传送带3的一侧,传送带3的另一侧设置有用于推放板材的推杆件15,在装置工作时需要将制备好的epe板材输送到传送带3上,通过传送带3可以将板材运输至与承载板12相对的位置,然后通过推杆件15将板材推动至承载板12上,此时的限位框13会通过电动推杆14的推动,上升至可以对承载板12上方的方位进行包裹的位置,用于对板材进行定位的作用,保障了板材的位置精度,以便于切割加工更加精确,定位结束后限位框13会通过电动推杆14进行回落,使限位框13
移动至承载板12的下方位置,然后通过推动组件4可以带动安装框2和连接框6向下竖直位移,使接电滑块8之间的电热条9能够随其下并落贯穿板材进入到承载框12内的凹槽中,而安装框2与连接框6也会完全位移到承载板12的下方位置,这时推杆件15会再次推放板材移出承载板12的范围,然后使其落入到其他收集设备中后,推杆件15就会收回,而限位框13也会恢复至位于承载板12的上方位置;全程自动化循环往复进行工作,无需人工操作,极大的节省了人力和人工成本,而电热条9的形状可以任意变换,并且可以在接电滑块8上进行更换,以便于适应对板材进行不同形状的切割,增加了装置的功能性与灵活性,连接框6的设置可以对接电滑块8的位置进行调整后固定,以便于对切割的板材尺寸进行调整,增加了装置的功能性。
40.如图3所示,在一些实施例中,推杆件15包括设置在传送带3一侧的支撑架1501,支撑架1501上固定安装有输出端朝向承载板12设置的气缸推杆1502,气缸推杆一1502的端部固定连接有推动板1503,气缸推杆1502与传送带3为方位垂直设置,以便于推动板1503可以将板材顺利的推离传送带3,并使其进入到承载板12上进行加工,自动化运行,节省人力。
41.如图3所示,在一些实施例中,支撑框1的上表面固定连接有位于承载板12两端的进料框101和出料框102,传送带3上固定连接有与进料框101和推动板1503相接设置的限位挡板301,进料框101和出料框102与承载板12位于同一路径上,在板材通过传送带3运输至与进料框101相对位置的时候,传送带3会停止运行,而在停止的一瞬间板材可能会产生惯性位移,而设置限位挡板301则可以对板材进行阻挡,保证板材能够准确的进入进料框101内,以便于后续的切割加工更加精确,提高了装置加工的精确度。
42.如图2和图5所示,在一些实施例中,推动组件4包括四个呈矩形分布固定连接在安装框2底部且滑动贯穿支撑框1的滑动杆401,支撑框1内固定连接有四个与滑动杆401滑动配合的滑动套402,位于安装框2同一侧的两个滑动杆401之间固定连接有位于支撑框1内顶部与滑动套402之间的连接板403,两个连接板403底部均固定连接有安装在支撑框1内底部的液压推杆404,安装框2底部的两个拐角均固定连接有导向杆405,支撑框1上固定连接有滑动套402设在导向杆405上的导向管406,通过液压推杆404的输出端固定连接在连接板403的中间位置,可以通过连接板403同时带动两个滑动杆401进行上下位移,从而使滑动杆401上端连接的安装框2可以对其进行竖直方向的移动,以实现切割的自动化运行,导向杆405与导向管406的滑动配合和滑动杆401与滑动套402的滑动配合均用于对安装框2的移动方向进行导向作用,防止电热条9在进行切割时发生偏移,增加了加工的精确性。
43.如图2和图6所示,在一些实施例中,连接框6顶部两侧均构造有与滑轨7相对应的滑动通槽601,接电滑块8包括滑动安装在滑轨7上的滑动块801,滑动块801上螺纹安装有贯穿滑动通槽601且抵触在连接框6上表面的紧固螺钮802,滑动块801一侧固定连接有用于连接电热条9的固定块803,滑动块801另一侧固定连接有用于电路连通另一个滑动块801的电路接口804,在需要对板材切割的尺寸进行调节时,可以通过将多个滑动块801分别在滑轨7上移动调节,即可对多个电热条9之间的距离进行调整,而紧固螺钮802也会随之在滑动通槽601内进行移动,然后再通过转动紧固螺钮802,使其与滑动块801螺纹配合,并紧密抵触在连接框6的上表面,完成对滑动块801的位置固定,调节操作方便快捷,无需进行整体拆卸节省人力和时间,在每个滑动块801上均设置有电路接口804,可以通过导线将相邻的滑动块801进行电路连通,无需每个滑动块801都与电源相连,减少使用电路材料节省成本的同
时,也简化了结构时安装框2更方便进行移动。
44.如图6-7所示,在一些实施例中,固定块803包括与电路接口804电路连通的连接块8031,连接块8031的端部固定连接有u型块8032,电热条9插设安装在两个相对的u型块8032之间,u型块8032一侧螺纹贯穿安装有贯穿电热条9的连接螺栓8033,通过将电热条9插入到两个相对的u型块8032之间,然后通过连接螺栓8033贯穿u型块8032和电热条9即可完成安装,反之则可以进行拆卸,操作方便快捷,省时省力,更换不同的电热条9可以使装置对板材进行不同形状的切割,以增加装置的功能性与灵活性。
45.如图8所示,在一些实施例中,限位框13包括两个滑动安装在滑动口10内的l型板1301,两个l型板1301的相对面上均通过紧固螺栓1302可拆卸连接有抵触在承载板12两侧的u型定位板1303,两个l型板1301底部固定连接有锥形框1304,电动推杆14的输出端固定连接在锥形框1304的底部,l型板1301内侧的一端抵触在承载板12的端部,并且u型定位板1303通过紧固螺栓1302连接在l型板1301内侧的另一端上,其均滑动安装在滑动口10内,通过更换不同尺寸的u型定位板1303可以对不同尺寸的承载板12两侧进行包裹,支撑板11上通过螺栓连接可以更换不同尺寸的承载板,同时更换承载板12和u型定位板1303可以适应不同尺寸的板材,使其进入到承载板12内时位置保持准确,防止板材发生偏移从而导致切割不准确影响产品质量。
46.如图4所示,在一些实施例中,进料框101与出料框102结构相同,进料框101或出料框102包括固定连接在支撑框1上表面的u型框103,u型框103内底部转动安装有多个滚动柱104,u型框103内的两侧均通过固定螺栓105可拆卸连接有位于滚动柱104上方的u型限位板106,通过在u型框103内设置多个滚动柱104,可以减小与板材的摩擦力,使板材能够更顺利准确的进入到承载板12内,而设置u型限位板106则用于适应不同尺寸的板材,可以抵触在板材的两侧,对其移动进行导向作用。
47.如图4所示,在一些实施例中,进料框101内底部的水平高度大于承载板12上表面的高度,出料框102内底部的水平高度小于承载板12上表面的高度且相背于承载板12倾斜向下设置,用于使板材能够顺利进入和脱离承载板12,防止板材在移动时端部卡在承载板12的端部下侧,减少自动化加工时的出错率。
48.一种环保epe发泡包装材料制备设备的使用方法,包括以下步骤:
49.将制备好的发泡包装板材输送到传送带3上;
50.通过传送带3上的限位挡板301将运输至与进料框101相对方位的板材限定位置,使板材的一边抵触在限位挡板301上,并且与同一侧的u型限位板106和u型定位板1303的侧面保持在同一平面内,用于对板材的移动方向进行定位导向,然后通过推杆件15将板材推动经过进料框101进入到承载板12的范围内,更加准确的推入板材,能够增加切割的加工精度,以保证产品的质量;
51.此时限位框13通过电动推杆14的推动,上升至可以对承载板12上方的方位进行包裹的位置,用于对板材进行定位;定位结束后限位框13会通过电动推杆14的回落,使限位框13移动至承载板12的下方位置,在板材进入承载板12之前限位框13处于包裹在承载板12上方的位置,而在板材进入承载板12内之后,并且安装框2需要下落时限位框13就会回落至承载板12的下方位置,以保证切割的顺利进行,防止与电热条9发生干涉;
52.然后通过推动组件4可以带动安装框2和连接框6向下竖直位移,使其上接电滑块8
之间的电热条9能够随其下落贯穿板材并进入到承载板12内,而安装框2与连接框6也会完全位移到承载板12的下方位置,承载板12上构造有与电热条9滑动配合的凹槽,用于在安装框2移动至承载板12下方位置后电热条9的放置,防止电热条9与承载板12发生干涉,也能够使电热条9移动贯穿整个板材;
53.此时推杆件15会再次推放板材进入到出料框102,然后使其落入到其他收集设备中后推杆件15就会收回,而限位框13也会恢复至承载板12的上方位置;循环往复进行工作。
54.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。