1.本公开涉及装配式建筑领域,尤其涉及一种尾轴定位装置及尾轴精确定位方法。
背景技术:
2.船舶出坞后,需将尾轴定位回出坞前的状态,以确保尾轴后轴封以及防护罩、渔网刀安装数据的可靠性。传统定位方法是在出坞前通过拉尺测量尾轴法兰端面到尾管前压盖端面距离并记录,出坞后再度测量并把尾轴定位回原位。
3.这种传统定位方法使用拉尺记录数据,由于不同拉尺尺寸存在误差,且测量长度较长,使用拉尺读数测量误差较大,尾轴定位精度不够,部分船型尾轴周边位置设备较多,测量不便,且不利于后续维修尾轴定位。同时,拉尺测量时需要两人配合,受到测量人员的操作方式的影响,测量误差较大。
技术实现要素:
4.为了解决上述技术问题中的至少一个,本公开提供了一种尾轴定位装置及尾轴精确定位方法。
5.根据本公开的一个方面,一种尾轴定位装置,包括外卡尺、内卡尺和设置在所述内卡尺一个端部的定位销,所述外卡尺沿长度方向具有滑槽,所述内卡尺滑动嵌设在所述滑槽中,
6.所述外卡尺具有第一定位面和第二定位面,所述第一定位面和第二定位面用于贴紧所述尾轴的前轴封;
7.所述定位销的一端滑动设置在所述内卡尺,另一端用于在所述尾轴上标记;
8.所述外卡尺和所述内卡尺还具有刻度。
9.根据本公开的至少一个实施方式,所述外卡尺的一侧设有抵至内卡尺的第一紧定螺钉。
10.根据本公开的至少一个实施方式,所述外卡尺的滑槽外固定有压紧内卡尺的定位压板。
11.根据本公开的至少一个实施方式,所述定位销相对于内卡尺可活动设置。
12.根据本公开的至少一个实施方式,所述内卡尺具有与定位销适配的通孔,定位销贯穿通孔,内卡尺设有抵至定位销的第二紧定螺钉。
13.根据本公开的至少一个实施方式,所述两个所述定位面的相交处具有倒角或圆角。
14.根据本公开的另一个方面,一种船舶出坞后尾轴精确定位方法,采用如上任意一项所述的尾轴定位装置,包括以下步骤:
15.s1.船舶出坞前,将外卡尺的两个定位面分别紧贴至尾轴前轴封的法兰面和尾轴前轴封的外圆面;
16.s2.定位销位于尾轴前轴封外部,使定位销的尖端接触至尾轴,并在尾轴上的尖端
对应处做标记,通过外卡尺和内卡尺上的刻度进行读数并记录,取下尾轴定位装置;
17.s3.待船舶出坞后,将尾轴定位装置按照s1所述方式抵至尾轴前轴封的法兰面,并按照记录的读数调整尾轴定位装置,然后调整尾轴,使尾轴上的标记正对定位销的尖端,实现将尾轴调整回出坞前最终位置。
18.根据本公开的至少一个实施方式,在所述步骤s2中做标记时,先使用划针在尾轴对应定位销的尖端处做好记号,然后移除尾轴定位装置,使用镚子在记号处打好镚子点。
19.本发明通过一种专用工具实现尾轴出坞后的精确定位,可作为随船备件工具,方便后续维修使用,用于各种船舶出坞后尾轴定位安装。提高了尾轴出坞后定位的精确度,防止因尾轴位置变动影响尾轴后轴封及防护罩安装数据的可靠性,提高了安装精度及安装方法的通用性。应用范围广,只需在前轴封位置进行操作,操作方便。不仅能够提高尾轴后轴封及防护罩的安装精度,还便于日后维修尾轴定位检查。制作成本低、使用简单、不易损坏,作为尾轴定位专用工具,具有市场价值,能够成批量生产。
附图说明
20.附图示出了本公开的示例性实施方式,并与其说明一起用于解释本公开的原理,其中包括了这些附图以提供对本公开的进一步理解,并且附图包括在本说明书中并构成本说明书的一部分。
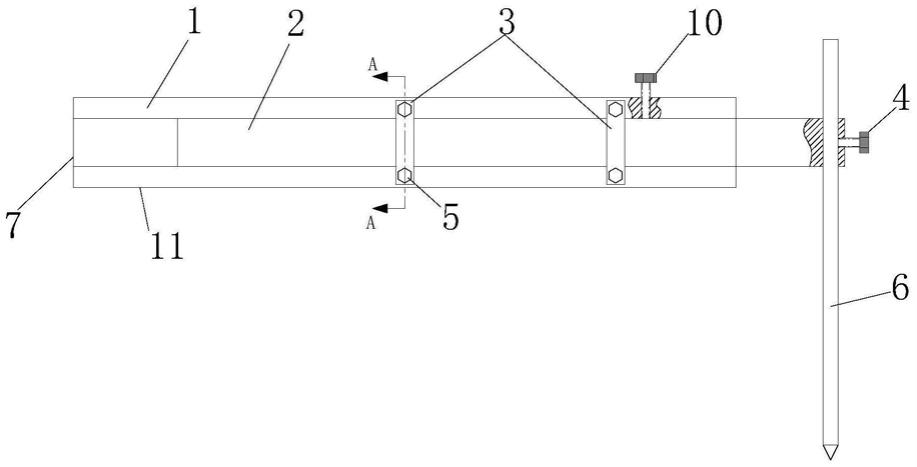
21.图1是根据本公开的实施方式的尾轴定位装置的结构示意图。
22.图2是图1所示尾轴定位装置中a-a剖视图。
23.图3是图1所示尾轴定位装置中外卡尺的侧视图。
24.图4是图1所示尾轴定位装置中内卡尺的俯视图。
25.图5是尾轴定位装置使用时的示意图。
26.附图标记:1-外卡尺,2-内卡尺,3-定位压板,4-第一紧定螺钉,5-螺栓,6-定位销,7-第一定位面,8-尾轴前轴封,9-尾轴;10-第二紧定螺钉;11-第二定位面。
具体实施方式
27.下面结合附图和实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开相关的部分。
28.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本公开。
29.根据本公开的第一实施方式,如图1至图5,提供了一种尾轴定位装置,包括外卡尺1、内卡尺2和设置在内卡尺2一个端部的定位销6,外卡尺1沿长度方向具有滑槽,内卡尺2滑动嵌设在滑槽中,
30.外卡尺1具有第一定位面和第二定位面,第一定位面和第二定位面用于贴紧尾轴9的前轴封8;
31.定位销6的一端滑动设置在内卡尺2,另一端用于在尾轴上标记;
32.外卡尺1和内卡尺2还具有刻度。
33.定位销6用于辅助做标记,外卡尺1和内卡尺2表面的刻度用于后续数据记录,通过
新的定位方法实现对尾轴9的精确定位。
34.外卡尺1具有滑槽,滑槽与内卡尺2相适配,内卡尺2通过滑槽滑动设置在外卡尺1内,外卡尺1的一侧设有抵至内卡尺2的第一紧定螺钉4,通过滑槽配合方式实现滑动,加工方便,并能够很好的保证活动顺畅,调整维护方便,滑槽外的两侧也便于设置刻度。
35.外卡尺1的滑槽外固定有压紧内卡尺2的定位压板3,具体可采用螺栓5安装定位压板3,拆装方便,定位压板3的数量可根据数量的尺寸做设置调整。
36.定位销6相对于内卡尺2可活动设置,使定位销6相对于内开卡尺所向外延伸的长度,进而能够对应不同轴封,提高了工具的兼容性。可在内卡尺2设置与定位销6适配的通孔,定位销6贯穿通孔,并且内卡尺2设有抵至定位销6的紧定螺钉4,松开紧定螺钉4便可将定位销6沿着通孔任意调节,调节到位后即可锁紧紧定螺钉4,完成定位销6的安装固定。本装置长度及定位销6高度可调,能够实现对不同船型不同轴封尺寸的应用。
37.两个所述定位面7的相交处为斜面,以能够避让尾轴前轴封8的法兰面和外圆面的倒角处,保证在使用时两定位面7能够紧贴轴封。
38.本装置工作原理:船舶后轴封安装到位后(即尾轴定位完),如图5所示调整本装置,调整内卡尺2使定位销6能突出前轴封前端,调整定位销6使其尖端能正好接触到尾轴9,通过锁紧紧定螺钉4使本套装置尺寸固定。使用划针在定位销6尖端处做好标记然后移除本装置,使用镚子在记号处打好镚子点,通过内外卡尺1上面的刻度线进行读数并记录。船舶出坞后按照出坞前记录的数据重新调整本装置,调整尾轴距离使尾轴9上的记号镚子点能正对定位销6的尖端,这样尾轴9则调整回出坞前最终位置。后续此套工具交船处理,方便后续维修。
39.根据本公开的另一实施例,提供一种船舶出坞后尾轴精确定位方法,采用如上任意一项所述的尾轴定位装置,包括以下步骤:
40.s1.船舶出坞前,将外卡尺1的两个定位面7分别紧贴至尾轴前轴封8的法兰面和尾轴前轴封8的外圆面;
41.s2.定位销6位于尾轴前轴封8外部,使定位销6的尖端接触至尾轴9,并在尾轴9上的尖端对应处做标记,通过外卡尺1和内卡尺2上的刻度进行读数并记录,取下尾轴定位装置;
42.s3.待船舶出坞后,将尾轴定位装置按照s1所述方式抵至尾轴前轴封8的法兰面,并按照记录的读数调整尾轴定位装置,然后调整尾轴9,使尾轴9上的标记正对定位销6的尖端,实现将尾轴9调整回出坞前最终位置。
43.根据本公开的至少一个实施方式,在所述步骤s2中做标记时,先使用划针在尾轴9对应定位销6的尖端处做好记号,然后移除尾轴定位装置,使用镚子在记号处打好镚子点。
44.在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
45.本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本公开,而并非是对本公开的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本公开的范围内。