1.本技术涉及扎纱过程中纸管的处理设备领域,尤其是涉及一种光缆扎纱成型纸管双向开槽装置。
背景技术:
2.在光缆的制造过程中,往往为了使光缆的结构保持稳定,需要采用一种高强度聚酯纱线来对缆芯进行捆扎,捆扎的过程被称为光缆扎纱。光缆扎纱过程中所使用的纱线都是成卷的缠设在纸管上,多个成卷的纸管都穿设在钢丝上,加工过程中,成卷的纸管相对于钢丝转动,从而送出纱线并用于光缆扎纱加工。
3.实际加工过程中,纸管上成卷的纱线在完全用完后,需要将纸管从钢丝上导出,由于钢丝上的套设的纸管数量众多,且钢丝很长,如果将纸管从钢丝端部导出的话,会存在费时费力的问题,因此,需要借助机械设备将钢丝上的纸管进行破坏性拆除。目前,在一些光缆扎纱车间内,主要是通过机械裁剪的方式进行纸管破坏性拆除。
4.针对上述中的相关技术,发明人认为,在机械裁剪的过程中,纸管容易在钢丝上轴向移动,纸管无法有效固定,裁剪设备的实际裁剪的效率不高。
技术实现要素:
5.为了改善扎纱纸管在破坏性拆除过程中容易移动的问题,本技术提供一种光缆扎纱成型纸管双向开槽装置。
6.本技术提供的一种光缆扎纱成型纸管双向开槽装置采用如下的技术方案:
7.一种光缆扎纱成型纸管双向开槽装置,包括设置在纸管贯穿钢丝一侧的移动切割机构以及设置在纸管贯穿钢丝另一侧的纸管夹紧机构,所述移动切割机构适于对纸管贯穿钢丝上穿设的纸管进行切割,所述纸管夹紧机构适于对所述纸管贯穿钢丝上穿设的待切割纸管进行夹紧固定。
8.通过采用上述技术方案,移动切割机构在移动的过程中对纸管贯穿钢丝上穿设的纸管进行逐个切割,切割平稳且连贯;纸管夹紧机构主要是配合移动切割机构使用,移动切割机构工作前,纸管夹紧机构将纸管贯穿钢丝上穿设的纸管夹紧固定,移动切割机构在进行纸管逐个切割时,纸管不会发生移动,纸管夹紧机构保证了纸管切割的稳定性,也提高了切割效率。
9.可选的,移动切割机构包括切割组件以及控制切割组件水平移动的移动控制组件。
10.通过采用上述技术方案,移动控制组件主要控制切割组件进行水平连贯性移动,保证切割组件能进行移动切割,达到纸管逐个切割的目的。
11.可选的,所述移动控制组件包括水平导轨,安装在水平导轨上的驱动小车以及设置在驱动小车底部的第一驱动件;
12.所述切割组件包括安装架,设置在安装架内侧的切割盘,与切割盘中心固定连接
的转动轴以及与转动轴端部连接的驱动电机,所述安装架的端部与所述第一驱动件的输出端连接,所述转动轴与所述安装架转动连接。
13.通过采用上述技术方案,驱动小车可以控制底部的切割组件在水平导轨的下方进行水平移动,在纸管切割的过程中,第一驱动件控制切割组件下行并靠近待切割的纸管,切割组件的驱动电机启动并带动切割盘高速转动,从而对纸管进行切割,纸管切割的过程中,切割盘随着顶部的驱动小车一起轴向连贯移动,从而实现纸管的逐个切割,切割过程连贯,平稳。
14.可选的,所述纸管夹紧机构包括纸管夹紧组件以及控制纸管夹紧组件升降、翻转的升降翻转控制组件。
15.通过采用上述技术方案,纸管夹紧组件主要用将纸管贯穿钢丝上穿设的待切割纸管夹紧固定,保证切割盘在切割纸管时纸管不出现移动;而升降翻转控制组件主要控制纸管夹紧组件实现升降以及翻转,纸管切割前,升降翻转控制组件控制纸管夹紧组件靠近纸管,实现纸管的夹紧,在各个纸管被切割完成后,升降翻转控制组件控制纸管夹紧组件翻转,从而将切割后的纸管从纸管贯穿钢丝上拆除并转移到旁边的废料收集区域,进而实现切割后纸管的拆除以及转移。
16.可选的,所述纸管夹紧组件包括托板,与托板一侧铰接的两个夹紧板以及连接在两个夹紧板之间的夹紧气缸,夹紧气缸适于控制两个夹紧板夹持固定所述纸管贯穿钢丝上穿设的待切割纸管;
17.所述升降翻转控制组件包括底座,安装在底座一侧的翻转板,固定在翻转板上的第二驱动件以及安装在所述底座一侧的翻转气缸,所述第二驱动件的输出端与所述托板固定连接;
18.所述翻转气缸的输出端通过转动臂与所述翻转板的底部固定连接,转动臂的端部与所述底座转动连接。
19.通过采用上述技术方案,在切割盘切割纸管前,第二驱动件控制纸管夹紧机构上行并靠近纸管,夹紧气缸控制两个夹紧板收合并将纸管贯穿钢丝上穿设的多个纸管夹持固定,夹持固定后的纸管被切割盘逐个切割后,翻转气缸控制上方的纸管夹紧组件转动一定角度,从而将切割后的纸管从纸管贯穿钢丝上拆除并转移到旁边的废料收集区域,进而实现切割后纸管的拆除以及转移。
20.可选的,所述切割组件的数量为两个,两个切割组件分别位于所述水平导轨的两侧。
21.通过采用上述技术方案,设置两个切割组件后,在进行纸管切割时,两个切割组件可以在纸管贯穿钢丝顶部的两侧相对移动,实现纸管放置工位的两端同步切割,提高了纸管的切割效率。
22.可选的,所述第一驱动件为升降气缸或推杆电机,所述第二驱动件为升降气缸或推杆电机。
23.通过采用上述技术方案,升降气缸适合在设定的行程内控制端部的机械部件快速伸缩,推杆电机适合控制端部的机械部件进行连贯性缓慢伸缩移动。升降气缸或推杆电机的选择,根据实际需求而定。
24.可选的,所述夹紧板的侧面带有弧形夹紧口,两个夹紧板相互对称。
25.通过采用上述技术方案,夹紧板侧面带有的弧形夹紧口设计,主要是便于两个收合后的夹紧板能稳定夹持待切割的纸管,防止夹紧的纸管打滑。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.本技术在纸管贯穿钢丝的一侧设置移动切割机构,另一侧设置纸管夹紧机构,移动切割机构在移动的过程中对纸管贯穿钢丝上穿设的纸管进行逐个切割,切割平稳且连贯;纸管夹紧机构配合移动切割机构使用,移动切割机构工作前,纸管夹紧机构将纸管贯穿钢丝上穿设的纸管夹紧固定,移动切割机构在进行纸管逐个切割时,纸管不会发生移动,纸管夹紧机构保证了纸管切割的稳定性,也提高了切割效率;
28.2. 纸管夹紧机构包括纸管夹紧组件以及升降翻转控制组件,纸管夹紧组件主要用将纸管贯穿钢丝上穿设的待切割纸管夹紧固定,保证切割盘在切割纸管时纸管不出现移动;而升降翻转控制组件主要控制纸管夹紧组件实现升降以及翻转,纸管切割前,升降翻转控制组件控制纸管夹紧组件靠近纸管,实现纸管的夹紧,在各个纸管被切割完成后,升降翻转控制组件控制纸管夹紧组件翻转,从而将切割后的纸管从纸管贯穿钢丝上拆除并转移到旁边的废料收集区域,进而实现切割后纸管的拆除以及转移;
29.3.通过纸管夹紧机构配合移动切割机构使用,该装置实现了纸管的逐个破坏性切割、夹紧固定以及切割后拆除转移工作的一体化,纸管拆除效率高。
附图说明
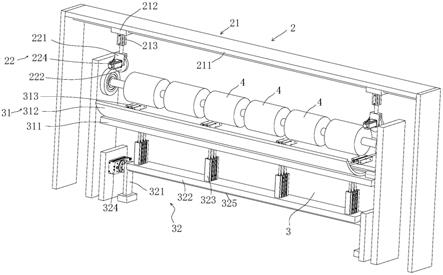
30.图1为本技术的结构示意图;
31.图2为本技术在夹紧板完全打开后的结构示意图;
32.图3为本技术的使用效果图;
33.图4为本实用新型背面视角的结构示意图;
34.图5为本实用新型底部视角的结构示意图。
35.附图标记说明:1、纸管贯穿钢丝;2、移动切割机构;21、移动控制组件;22、切割组件;211、水平导轨;212、驱动小车;213、第一驱动件;221、安装架;222、切割盘;223、转动轴、224、驱动电机;3、纸管夹紧机构;31、纸管夹紧组件;311、托板;312、夹紧板;313、夹紧气缸;32、升降翻转控制组件;321、底座;322、翻转板;323、第二驱动件;324、翻转气缸;325、转动臂;4、纸管。
具体实施方式
36.以下结合附图1至5对本技术作进一步详细说明。
37.本技术实施例公开了一种光缆扎纱成型纸管双向开槽装置,参照图1,图2,光缆扎纱成型纸管双向开槽装置包括设置在纸管贯穿钢丝1一侧的移动切割机构2以及设置在纸管贯穿钢丝1另一侧的纸管夹紧机构3。
38.正常情况下,光缆扎纱过程中,成卷纱线的纸管4一般都是直接套设在纸管贯穿钢丝1上,纸管贯穿钢丝1上成卷纱线的数量为若干个,纸管上成卷纱线在用完后,需要通过本装置对残留的纸管进行破坏性切割,并将切割后的纸管从纸管贯穿钢丝1上拆除。
39.在对残留的纸管进行切割时,移动切割机构2在移动的过程中对纸管贯穿钢丝1上穿设的纸管4进行逐个切割,切割平稳且连贯;纸管夹紧机构3主要是配合移动切割机构2使
用,移动切割机构2工作前,纸管夹紧机构3将纸管贯穿钢丝1上穿设的纸管夹紧固定,移动切割机构2在进行纸管4逐个切割时,纸管4不会发生移动,纸管夹紧机构3保证了纸管切割的稳定性,也提高了切割效率。
40.进一步,移动切割机构2包括移动控制组件21以及切割组件22,移动控制组件21主要控制切割组件22在纸管贯穿钢丝1的上方进行水平连贯性移动,保证切割组件22能进行移动切割,达到纸管逐个切割的目的。切割组件22的数量可以为两个,两个切割组件22分别位于纸管贯穿钢丝1顶部的两侧,在进行纸管切割时,两个切割组件22可以在纸管贯穿钢丝1顶部的两侧相对移动,实现纸管放置工位的两端同步切割,提高了纸管的切割效率。
41.参照图1,图3,纸管夹紧机构3包括纸管夹紧组件31以及升降翻转控制组件32。纸管夹紧组件31主要用将纸管贯穿钢丝1上穿设的待切割纸管4夹紧固定,保证切割组件22在切割纸管4时纸管4不出现移动;而升降翻转控制组件32主要控制纸管夹紧组件31实现升降以及翻转,纸管切割前,升降翻转控制组件32控制纸管夹紧组件31靠近纸管4,实现纸管4的夹紧,在各个纸管4被切割完成后,升降翻转控制组件32控制纸管夹紧组件31翻转,从而将切割后的纸管4从纸管贯穿钢丝1上拆除并转移到旁边的废料收集区域,进而实现切割后纸管4的拆除以及转移。
42.下面结合具体的结构对本技术的工作原理进一步说明,具体如下:
43.参照图1,图4,移动控制组件21包括水平导轨211,安装在水平导轨211上的驱动小车212以及设置在驱动小车212底部的第一驱动件213;第一驱动件213为升降气缸或推杆电机,升降气缸适合在设定的行程内控制端部的机械部件快速伸缩,推杆电机适合控制端部的机械部件进行连贯性缓慢伸缩移动,升降气缸或推杆电机的选择,根据实际需求而定。
44.切割组件22包括安装架221,设置在安装架221内侧的切割盘222,与切割盘222中心固定连接的转动轴223以及与转动轴223端部连接的驱动电机224,安装架221的端部与第一驱动件213的输出端连接,转动轴223与安装架221转动连接。
45.纸管夹紧组件31包括托板311,与托板311一侧铰接的两个夹紧板312以及连接在两个夹紧板312之间的夹紧气缸313,夹紧气缸313适于控制两个夹紧板312夹持固定纸管贯穿钢丝1上穿设的待切割纸管4。本实施例中,夹紧板312的侧面带有弧形夹紧口,两个夹紧板312相互对称,夹紧板312侧面带有的弧形夹紧口设计,主要是便于两个收合后的夹紧板312能稳定夹持待切割的纸管4,防止被夹紧的纸管4打滑。
46.参照图5,升降翻转控制组件32包括底座321,安装在底座321一侧的翻转板322,固定在翻转板322上的第二驱动件323以及安装在底座321一侧的翻转气缸324,第二驱动件323的输出端与托板311固定连接,翻转气缸324的输出端通过转动臂325与翻转板322的底部固定连接,转动臂325的端部与底座321转动连接;
47.其中,第二驱动件323为升降气缸或推杆电机,升降气缸适合在设定的行程内控制端部的机械部件快速伸缩,推杆电机适合控制端部的机械部件进行连贯性缓慢伸缩移动,升降气缸或推杆电机的选择,根据实际需求而定。
48.本技术的工作原理如下:
49.在切割盘222切割纸管4前,第二驱动件323控制纸管夹紧机构上行并靠近纸管4,夹紧气缸313控制两个夹紧板312收合并将纸管贯穿钢丝1上穿设的多个纸管4夹持固定,驱动小车212可以控制底部的切割组件22在水平导轨211的下方进行水平移动,在纸管切割的
过程中,第一驱动件213控制切割组件22下行并靠近待切割的纸管4,切割组件的驱动电机224启动并带动切割盘222高速转动,从而对纸管4进行切割,纸管4切割的过程中,切割盘222随着顶部的驱动小车212一起轴向连贯移动,从而实现纸管4的逐个切割,切割过程连贯,平稳;
50.夹持固定后的纸管4被切割盘222逐个切割后,翻转气缸324控制上方的纸管夹紧组件31转动一定角度,纸管4被夹紧转移后,夹紧气缸313控制两个夹紧板312张开,从而将切割后的纸管4从纸管贯穿钢丝1上拆除并转移到旁边的废料收集区域,进而实现切割后纸管的拆除以及转移。
51.综上,该装置的纸管夹紧机构3配合移动切割机构2使用,移动切割机构2工作前,纸管夹紧机构3将纸管贯穿钢丝1上穿设的纸管4夹紧固定,移动切割机构2在进行纸管4逐个切割时,纸管4不会发生移动,纸管夹紧机构3保证了纸管4切割的稳定性,也提高了切割效率。
52.通过纸管夹紧机构3配合移动切割机构2使用,该装置实现了纸管4的逐个破坏性切割、夹紧固定以及切割后拆除转移工作的一体化,纸管拆除效率高。
53.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。