1.本实用新型涉及卷烟领域,具体涉及一种卷烟制品的滤嘴纸管。
背景技术:
2.香烟是烟草制品的一种,制法是把烟草烤干后切丝,然后以纸卷成圆筒状条形,吸食时一端点燃,然后从另一端吸出,而香烟过滤嘴是用于减少吸烟时入口的烟雾、焦油和燃烧时产生的悬浮粒子,且可以减少烟的有害性和入口的烟草,过滤嘴的包装纸是用来包装过滤嘴内部醋酸纤维。
3.中国专利cn109105942a公开了一种纸管制备方法,该种纸管由内、中、外三层纸片叠合组合纸管的壁,并且内层纸片外侧和外层纸片内侧仅通过中层纸片两面的胶粘剂粘合为一体。在卷烟工业生产中发现,该种纸管在砍刀快速分切时遭受较大的冲击力,在分切截面容易造成内层纸片或者外层纸片脱胶分离,极大影响产品生产效率。
技术实现要素:
4.有鉴于此,本技术提出一种卷烟制品的滤嘴纸管,在中间薄层上设置有多个通孔,黏结材料穿过通孔以增强内、外薄层与中间薄层的剥离强度,使得内、外薄层不容易脱胶分离。
5.本技术的方案如下:该卷烟制品的滤嘴纸管,包括第一薄层、第二薄层、第三薄层、内腔,所述第一薄层、所述第二薄层、所述第三薄层沿远离所述内腔的方向依次叠置,并卷成管状以形成所述内腔,所述第二薄层上设置有用以容置黏结材料的通孔。
6.进一步地,所述通孔在所述第二薄层上设置有多个。
7.进一步地,所述第二薄层的厚度相较于所述第一薄层和所述第三薄层的厚度要较薄。
8.进一步地,所述第二薄层的双面涂有所述黏结材料。
9.进一步地,所述第二薄层表面设置有粗糙结构。
10.进一步地,多个所述通孔的总面积与所述第二薄层的面积之比在25%至45%之间。
11.进一步地,所述第一薄层、所述第二薄层、所述第三薄层的宽度介于12mm至30mm之间,厚度介于0.1mm至2mm之间。
12.正如背景技术所提及,在纸管实施切割工序中,极为容易发生脱胶现象。为了有效应对该问题,在先技术人员通常聚焦于施加工艺,例如粘接效果更佳的黏结材料的选择,施胶操作方式等手段。
13.发明人意外地发现,这些手段中,尽管部分手段能较好奏效,但是会带来施加工艺线设计上的大幅调整,必然会增加生产成本。
14.而本技术提出的一种卷烟制品的滤嘴纸管,利用在第二薄层上打通孔,该通孔能够容置黏结材料当第一薄层、第二薄层、第三薄层相互紧密贴合时,通孔中的黏结材料能使每一薄层不仅与相邻薄层有粘连,同时其与相隔的薄层也有粘连,这样使得所述纸管管壁
形成粘接更致密和更牢固的整体,也会增强所述纸管管壁的剥离强度。
附图说明
15.并入到说明书中并且构成说明书的一部分的附图示出了本实用新型的实施例,并且与描述一起用于解释本实用新型的原理。在这些附图中,类似的附图标记用于表示类似的要素。下面描述中的附图是本实用新型的一些实施例,而不是全部实施例。对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,可以根据这些附图获得其他的附图。
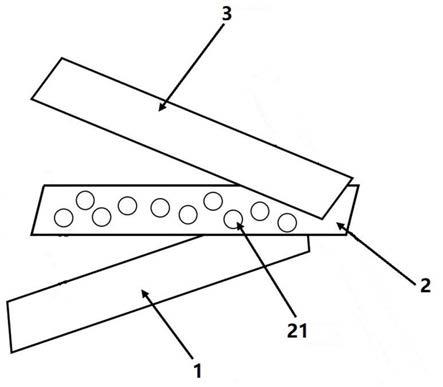
16.图1为本技术的一种卷烟制品的滤嘴纸管的展开视图;
17.图2为本技术的一种卷烟制品的滤嘴纸管的俯视图;
18.图中:1-第一薄层;101-内腔;2-第二薄层;21-通孔;3-第三薄层。
具体实施方式
19.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
20.参考图1至图2,本技术提供的一种卷烟制品的滤嘴纸管,包括第一薄层1、第二薄层2、第三薄层3,薄层容易想到的为纸片制成,纸片在被生产成纸管前以卷材形式保存,不同薄层可用不同材料和组分的纸卷构成,第一薄层1、第二薄层2、第三薄层3由内向外依次沿远离内腔101的方向依次堆叠设置,并向内卷成管状,使其薄层内部形成内腔101;在第二薄层上设置有通孔21,通孔21可以容置黏结材料,黏结材料用于将各薄层相互牢牢粘连,通常主要采用白乳胶作为黏结材料,同时由于通孔可以容置一定量的黏结材料,所以第二薄层2的涂胶量比其余薄层的涂胶量要大,这样每一薄层不仅与相邻薄层有粘连,同时其与相隔的薄层也有粘连,使得所述纸管管壁形成粘接更致密和更牢固的整体,也会增强所述纸管管壁的剥离强度。
21.在第二薄层2上设置有多个通孔21,这样设置能使黏结材料更多的作用各薄层间,以增强第一薄层1、第三薄层3与第二薄层2的剥离强度,使得第一薄层1、第三薄层3不容易脱胶分离。
22.第二薄层2的厚度相较于第一薄层1和第三薄层3的厚度较薄,这样设置是为了使黏结材料更容易穿过通孔21从而让黏结材料更快更好的作用在第一薄层1和第三薄层3上。
23.在第二薄层2的双面均涂有黏结材料,这样设置是能充分的让第一薄层1和第三薄层3粘连在第二薄层2上。
24.在第二薄层2双面的表面设置有粗糙结构,粗糙结构可以为摩擦纹,粗糙结构的设置能增大第二薄层2表面与第一薄层1和第三薄层3表面的摩擦力,并且在有黏结材料的作用,会使第一薄层1和第三薄层3更不容易与第二薄层2脱胶分离。
25.实际生产中除了要考虑通孔21数量外,还应当兼顾在第二薄层2上打孔的工作效率,故优选的在第二薄层2上的多个通孔21的总面积额与第二薄层的面积之比在25%至45%
之间。
26.第一薄层1、第二薄层2、第三薄层3的宽度介于12mm至30mm之间,厚度介于0.1mm至2mm之间。
27.具体实施方式如下:将制作分层纸片的纸卷解卷成纸带,并用打孔机在第二薄层2上打下多个通孔21,然后在第二薄层2上涂抹黏结材料,并使黏结材料穿过通孔21,第一薄层1、第二薄层2、第三薄层3由内向外依次紧密贴合,通孔21中的黏结材料被挤压外溢到第一薄层1和第三薄层3上,这样每一薄层不仅与相邻薄层有粘连,同时其与相隔的薄层也有粘连,使得各薄层间粘接成更致密和更牢固的整体,最后向内卷成管状,使其薄层内部形成内腔101,并置于卷烟滤嘴上(图中未示出)。
28.上面描述的内容可以单独地或者以各种方式组合起来实施,而这些变型方式都在本实用新型的保护范围之内。
29.在本说明书中提到或者可能提到的上、下、左、右、前、后、正面、背面、顶部、底部等方位用语是相对于各附图中所示的构造进行定义的,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向它们是相对的概念,因此有可能会根据其所处不同位置、不同使用状态而进行相应地变化。所以,也不应当将这些或者其他的方位用语解释为限制性用语。
30.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制。尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。