1.本实用新型涉及卷烟技术领域,具体为一种降低烟支空头的烟丝束成形组件。
背景技术:
2.现有的国产卷烟机一直存在烟支圆度不佳和空头率过高的问题,尤其是中细支烟支成品,空头率可高达0.7%~0.8%,甚至1%。
3.烟丝束成形步骤主要是通过负压将输送来的烟丝输送到导轨之间,再吸附到吸丝带上向前输送,经过劈刀削剪,形成烟条供卷制成形机使用。而烟支空头主要再次产生,其次要原因是烟丝结构原因,长烟丝较多,在劈刀削剪中因烟丝缠绕使过多的烟丝被削剪下来,从而填充不够饱满而形成空头;主要原因是烟丝束吸附到吸丝带上后,导轨内部的负压大幅衰减,使后续烟丝束不易进入导轨中,造成吸丝带上的烟丝束过少,从而形成空头。这也是一般要求风室负压不能低于90mbar这个工艺指标的原因。因此,如何使导轨内部的负压衰减幅度降低,将成为解决空头的一个关键措施。为此,我们提出了一种降低烟支空头的烟丝束成形组件。
技术实现要素:
4.本实用新型的目的在于提供了一种降低烟支空头的烟丝束成形组件,解决了上述背景所提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种降低烟支空头的烟丝束成形组件,包括导轨成形组件、劈刀成形组件、螺钉,所述螺钉的数量为多个,所述导轨成形组件包括导轨后挡板、第一吸丝带通道后挡板、第一隔套、第一吸丝带支撑条、第一销轴、第一吸丝带通道前挡板、导轨前挡板;
6.所述导轨后挡板、第一吸丝带通道后挡板、第一隔套、第一吸丝带支撑条、第一销轴、第一吸丝带通道前挡板之间通过螺钉与导轨前挡板连接;
7.所述劈刀成形组件包括劈刀后挡板、第二吸丝带通道后挡板、第二隔套、第二吸丝带支撑条、第二销轴、第二吸丝带通道前挡板、劈刀前挡板;
8.所述劈刀后挡板、第二吸丝带通道后挡板、第二隔套、第二吸丝带支撑条、第二销轴、第二吸丝带通道前挡板之间通过螺钉与劈刀前挡板连接。
9.优选的,所述导轨成形组件与劈刀成形组件之间分别通过螺钉与风室体的表面连接。
10.优选的,所述导轨前挡板与导轨后挡板之间形成宽度为7mm的通道,形成的7mm通道是用来存放烟丝束。
11.优选的,所述第一吸丝带通道后挡板与第一吸丝带通道前挡板之间形成一个通道,这样便于供吸丝带运行。
12.优选的,所述劈刀前挡板与劈刀后挡板之间形成宽度为7mm的通道,形成的7mm通道是用来存放烟丝束。
13.优选的,所述第二吸丝带通道后挡板与第二吸丝带通道前挡之间形成一个通道,这样便于供吸丝带运行。
14.优选的,所述导轨前挡板、导轨后挡板、劈刀前挡板、劈刀后挡板的表面喷镀具有摩擦系数小和耐磨度高的碳化钨度层,所述第一吸丝带支撑条、第二吸丝带支撑条均是采用硬质合金片制成,通过在导轨前挡板、导轨后挡板的表面喷镀具有摩擦系数小和耐磨度高的碳化钨度层可以确保导轨耐磨和烟丝束顺利进入通道,通过在劈刀前挡板、劈刀后挡板的表面喷镀具有摩擦系数小和耐磨度高的碳化钨度层可以确保挡板耐磨和烟丝束顺利进入通道。
15.本实用新型提供了一种降低烟支空头的烟丝束成形组件。该降低烟支空头的烟丝束成形组件具备以下有益效果:
16.(1)、该降低烟支空头的烟丝束成形组件,导轨前挡板、导轨后挡板和第一吸丝带通道前挡板、第一吸丝带通道后挡板分别组装后整体加工,以确保图纸要求的形位公差,同时在导轨前挡板和导轨后挡板喷镀具有摩擦系数小和耐磨度高的碳化钨镀层,以确保其耐磨和烟丝束顺利进入通道;第一吸丝带支撑条用硬质合金片制成,以取得原来的陶瓷滚轮机构,在满足原来功能的基础上,同时增加了负压的吸丝带的接触面积,从而确保导轨内负压的透气性;
17.(2)、该降低烟支空头的烟丝束成形组件,劈刀前挡板、劈刀后挡板和第二吸丝带通道前挡板、第二吸丝带通道后挡板分别组装后整体加工,以确保图纸要求的形位公差,同时在劈刀前挡板和劈刀后挡板上喷镀具有摩擦系数小和耐磨度高的碳化钨镀层,以确保挡板耐磨和烟丝束顺利进入通道;第二吸丝带支撑条用硬质合金片制成,以取得原来的陶瓷滚轮机构,在满足原来功能的基础上,同时增加了负压的吸丝带的接触面积,从而确保劈刀通道内负压的透气性。
附图说明
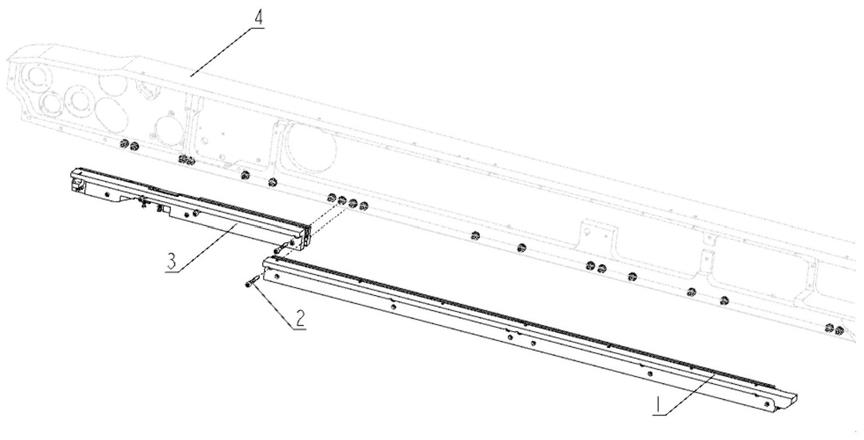
18.图1为本实用新型立体示意图;
19.图2为本实用新型导轨成形组件结构示意图;
20.图3为本实用新型劈刀成形组件结构示意图。
21.图中:1导轨成形组件、2螺钉、3劈刀成形组件、4风室体、5导轨后挡板、6第一吸丝带通道后挡板、7第一隔套、8第一吸丝带支撑条、9第一销轴、10第一吸丝带通道前挡板、11导轨前挡板、12劈刀后挡板、13第二吸丝带通道后挡板、14第二隔套、15第二吸丝带支撑条、16第二销轴、17第二吸丝带通道前挡板、18劈刀前挡板。
具体实施方式
22.如图1-3所示,本实用新型提供一种技术方案:一种降低烟支空头的烟丝束成形组件,包括导轨成形组件1、劈刀成形组件3、螺钉2,螺钉2的数量为多个,导轨成形组件1与劈刀成形组件2之间分别通过螺钉2与风室体4的表面连接,导轨成形组件1包括导轨后挡板5、第一吸丝带通道后挡板6、第一隔套7、第一吸丝带支撑条8、第一销轴9、第一吸丝带通道前挡板10、导轨前挡板11;
23.导轨后挡板5、第一吸丝带通道后挡板6、第一隔套7、第一吸丝带支撑条8、第一销
轴9、第一吸丝带通道前挡板10之间通过螺钉2与导轨前挡板11连接,导轨前挡板11与导轨后挡板5之间形成宽度为7mm的通道,第一吸丝带通道后挡板6与第一吸丝带通道前挡板10之间形成一个通道,导轨前挡板11、导轨后挡板5的表面喷镀具有摩擦系数小和耐磨度高的碳化钨度层,第一吸丝带支撑条8是采用硬质合金片制成,在导轨前挡板11和导轨后挡板5喷镀具有摩擦系数小和耐磨度高的碳化钨镀层,以确保其耐磨和烟丝束顺利进入通道;第一吸丝带支撑条8用硬质合金片制成,以取得原来的陶瓷滚轮机构,在满足原来功能的基础上,同时增加了负压的吸丝带的接触面积,从而确保导轨内负压的透气性;
24.劈刀成形组件3包括劈刀后挡板12、第二吸丝带通道后挡板13、第二隔套14、第二吸丝带支撑条15、第二销轴16、第二吸丝带通道前挡板17、劈刀前挡板18;
25.劈刀后挡板12、第二吸丝带通道后挡板13、第二隔套14、第二吸丝带支撑条15、第二销轴16、第二吸丝带通道前挡板17之间通过螺钉2与劈刀前挡板18连接,劈刀前挡板18与劈刀后挡板12之间形成宽度为7mm的通道,第二吸丝带通道后挡板13与第二吸丝带通道前挡17之间形成一个通道,劈刀前挡板18、劈刀后挡板12的表面喷镀具有摩擦系数小和耐磨度高的碳化钨度层,第二吸丝带支撑条15是采用硬质合金片制成,在劈刀前挡板18和劈刀后挡板12上喷镀具有摩擦系数小和耐磨度高的碳化钨镀层,以确保挡板耐磨和烟丝束顺利进入通道;第二吸丝带支撑条15用硬质合金片制成,以取得原来的陶瓷滚轮机构,在满足原来功能的基础上,同时增加了负压的吸丝带的接触面积,从而确保劈刀通道内负压的透气性。
26.该降低烟支空头的烟丝束成形组件在使用时,通过将导轨前挡板11、导轨后挡板5形成一定宽度的通道,可以用来存放烟丝束,通过将第一吸丝带通道后挡板6和第一吸丝带通道前挡板10形成通道供吸丝带运行,通过设置的第一吸丝带支撑条8用来定位吸丝带,在负压的作用下,烟丝束吸附到吸丝带上,但吸丝带不会上移;通过将劈刀前挡板18、劈刀后挡板12形成一定宽度的通道,可以用来存放烟丝束,通过将第二吸丝带通道后挡板13和第二吸丝带通道前挡板17形成通道供吸丝带运行,通过设置对的第二吸丝带支撑条15用来定位吸丝带,在负压的作用下,烟丝束吸附到吸丝带上,但吸丝带不会上移。