1.本实用新型涉及烟草制丝生产技术领域,尤其是一种烟草制丝烘前喂料机物料量远程监控装置。
背景技术:
2.在烟草制丝线上,无论是气流烘丝机还是滚筒烘丝机,其产线前端配置的喂料机都是上一工序切丝生产线的输出接口,是烘前备料和缓存物料设备,由于距离切丝机较远,中间遮挡设备较多,生产时喂料机里的烟丝量多少都是依靠人工尤其是切丝机司机来回穿梭巡查,不但浪费人力,也严重影响切丝机司机切丝操作专注度,稍有监控不到位,就有可能造成烘丝机断流。
技术实现要素:
3.本实用新型提供了一种烟草制丝烘前喂料机物料量远程监控装置,用于解决现有技术中切丝机司机需要在喂料机和切丝机之间奔波确定喂料机里烟丝量多少的问题。
4.本实用新型采用如下技术方案:
5.一种烟草制丝烘前喂料机物料量远程监控装置,包括:检测模块、声光报警器以及控制模块;
6.所述料位检测模块用于采集喂料机料仓料位状态,所述喂料机料仓料位状态包括:缺料状态和低料位状态;
7.所述控制模块用于在所述检测模块检测到喂料机料仓料位低时控制所述声光报警器发出低料位声光报警信号;
8.所述控制模块用于在所述检测模块检测到喂料机料仓缺料时控制所述声光报警器发出缺料声光报警信号;
9.所述低料位声光报警信号与所述缺料声光报警信号强度和/或频率不同;
10.所述检测模块、所述声光报警器分别与所述控制模块电连接。
11.进一步地,所述检测模块包括:前料位检测装置、中料位检测装置以及后料位检测装置;
12.所述前料位检测装置用于检测喂料机料仓前端料位,所述后料位检测装置用于检测喂料机料仓后端料位,所述中料位检测装置用于检测喂料机料仓中部料位;
13.所述中料位检测装置为连续料位检测装置,所述后料位检测装置为单点位检测装置;
14.所述前料位检测装置、所述中料位检测装置以及所述后料位检测装置分别与所述控制模块电连接。
15.进一步地,还包括:切丝流量传感器以及喂料流量传感器,所述切丝流量传感器用于采集切丝机出料流量,所述喂料流量传感器用于采集喂料机料仓出口流量,所述控制器还用于一定时长内切丝机出料流量始终低于喂料机料仓出口流量时控制所述声光报警器
发出提醒报警信号;
16.所述切丝流量传感器以及所述喂料流量传感器分别与所述控制模块电连接。
17.进一步地,还包括:显示器,所述控制模块还用于控制所述显示器显示中料位、切丝流量、喂料流量、切丝总量以及喂料总量,所述显示器与所述控制模块电连接。
18.进一步地,所述中料位检测装置为红外光栅,所述声光报警器以及所述显示器分别设置在靠近切丝机的一侧。
19.本实用新型的积极效果如下
20.一种烟草制丝烘前喂料机物料量远程监控装置,其包括:检测模块、声光报警器以及控制模块。
21.本实用新型监控装置设有检测模块、声光报警装置以及控制模块,由于切丝机和喂料机间隔较长,切丝机切丝送达到喂料机所需要的的时长较多,现有技术中通过人工奔波查看的方式,除耗费体力外,操作及时还差。本实用新型的控制模块依据检测模块的信号控制声光报警装置发出警报,切丝机司机根据信号操作切丝机,免去切丝机司机在切丝机和喂料机之间奔波,提高了劳动效率,也提高了操作的及时性。本实用新型装置的声光报警装置发出的声光报警信号其频率或强度不同,频率或强度能够反映低料位或缺料的状态,增加报警信号的信息量,避免切丝机不必要的恐慌,且本实用新型报警信号带有声音信号,操作司机目光可以专注在切丝机操作上,避免操作司机操作分神。
22.本实用新型监控装置设有切丝流量传感器以及喂料流量传感器,通过切丝流量数据和喂料流量数据可以及早采取措施,在出现低料位状态前进行调整,减少了切丝操作的延迟性,还避免了切丝机操作司机反复调高切丝机运行速度和调低运行速度之间变化,运行过程更平稳。
23.本实用新型监控装置中料位检测装置为红外光栅,属于一种非接触式检测方式,无磨损,寿命高,声光报警装置以及显示器设置在靠近切丝机的一侧,工作人员更容易分辨。
附图说明
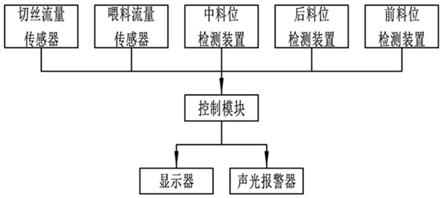
24.图1为本实用新型实施方式功能框图。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施方式仅用以解释本实用新型,并不用于限定本实用新型。
26.如图1所示,一种烟草制丝烘前喂料机物料量远程监控装置,包括:检测模块、声光报警器以及控制模块;
27.所述料位检测模块用于采集喂料机料仓料位状态,所述喂料机料仓料位状态包括:缺料状态和低料位状态;
28.所述控制模块用于在所述检测模块检测到喂料机料仓料位低时控制所述声光报警器发出低料位声光报警信号;
29.所述控制模块用于在所述检测模块检测到喂料机料仓缺料时控制所述声光报警
器发出缺料声光报警信号;
30.所述低料位声光报警信号与所述缺料声光报警信号强度和/或频率不同;
31.所述检测模块、所述声光报警器分别与所述控制模块电连接。
32.进一步地,所述检测模块包括:前料位检测装置、中料位检测装置以及后料位检测装置;
33.所述前料位检测装置用于检测喂料机料仓前端料位,所述后料位检测装置用于检测喂料机料仓后端料位,所述中料位检测装置用于检测喂料机料仓中部料位;
34.所述中料位检测装置为连续料位检测装置,所述后料位检测装置为单点位检测装置;
35.所述前料位检测装置、所述中料位检测装置以及所述后料位检测装置分别与所述控制模块电连接。
36.更为具体地,前料位检测装置设置在喂料机料仓的前端,即将进入喂料机料口的一端,后料位检测装置设在喂料机料仓靠近切丝机的一端,中料位检测装置设置在前料位检测装置和后料位检测装置中间的部位,中料位检测装置是一种可以反馈连续信号的装置,可以用来反映中段料位多少的检测装置。
37.对于后料位检测装置反馈的低料状态而言,通常来说是比较安全的,是对切丝机操作司机而言是一种提醒,可能是在切丝机与喂料机中间段发生了小问题,导致短暂性断流,还可能是切丝机切丝不连续,烟丝未送达到喂料机料仓,切丝机操作司机此时应当关注切丝机与喂料机中间段,确认是否有实质性的故障,当后料位检测装置反馈低料状态时,控制器会控制声光报警器以较低频率或较低强度发出警报,引起切丝机操作司机的注意。
38.对于前料位检测装置反馈的缺料状态而言,通常是非常危险的,前料位检测装置反馈信号意味着喂料机料仓的烟丝即将耗尽,此时切丝机司机应当立即采取措施,如控制后续停机,或立即通过人工手段为喂料机料仓补充烟丝。前料位检测装置反馈的缺料状态时,控制器会控制声光报警器以高频率或高强度的发出警报,切丝机操作司机应当立即采取措施。
39.对于中料位检测装置反馈的低料位状态而言,通常危险性和紧急性适中,切丝机应当保证足够的警惕,加快切丝机工作的速度,同时应当对切丝机和喂料机中间段进行检查,查看是否存在故障点,如卡料。中料位检测装置反馈的低料位信号是一种连续的信号,能表明中料位料稀缺的程度,控制器会控制声光报警器发出频率不同或强度不同的报警信号,切丝机操作司机可以根据声光报警器报警信号的不同区分低料位的程度。
40.本实用新型监控装置设有检测模块、声光报警装置以及控制模块,由于切丝机和喂料机间隔较长,切丝机切丝送达到喂料机所需要的时长较多,现有技术中通过人工奔波查看的方式,除耗费体力外,操作及时还差。本实用新型的控制模块依据检测模块的信号控制声光报警装置发出警报,切丝机司机根据信号操作切丝机,免去切丝机司机在切丝机和喂料机之间奔波,提高了劳动效率,也提高了操作的及时性。本实用新型装置的声光报警装置发出的声光报警信号其频率或强度不同,频率或强度能够反映低料位或缺料的状态,增加报警信号的信息量,避免切丝机不必要的恐慌,且本实用新型报警信号带有声音信号,操作司机目光可以专注在切丝机操作上,避免操作司机操作分神。
41.进一步地,还包括:切丝流量传感器以及喂料流量传感器,所述切丝流量传感器用
于采集切丝机出料流量,所述喂料流量传感器用于采集喂料机料仓出口流量,所述控制器还用于一定时长内切丝机出料流量始终低于喂料机料仓出口流量时控制所述声光报警器发出提醒报警信号;
42.所述切丝流量传感器以及所述喂料流量传感器分别与所述控制模块电连接。
43.进一步地,还包括:显示器,所述控制模块还用于控制所述显示器显示中料位、切丝流量、喂料流量、切丝总量以及喂料总量,所述显示器与所述控制模块电连接。
44.更为具体地,切丝机流量与喂料机流量应当达到一种平衡,才能保证供料流程连续流畅,如果切丝流量大而喂料流量少,则会造成烟丝堆积,反之,则会造成断流,酿成生产事故。切丝机通过一段时间的摸索后,可以确定一个较为稳妥的切丝机运行数值,而且,通过两者的流量可以提高操作司机的警惕性,抵消一部分延迟带来的控制困扰,如在发现喂料流量变少而不是喂料料位高度变化时应当立即采取加快切丝速度的措施,否则当流量变少持续一段时间后,紧接着就会发生料位变低的情况。
45.切丝机还可以通过显示器观察切丝总量和喂料总量,两者应当严格相等,通过两者数据差,司机应当采取措施进行补偿。
46.本实用新型监控装置设有切丝流量传感器以及喂料流量传感器,通过切丝流量数据和喂料流量数据可以及早采取措施,在出现低料位状态前进行调整,减少了切丝操作的延迟性,还避免了切丝机操作司机反复调高切丝机运行速度和调低运行速度之间变化,运行过程更平稳。
47.进一步地,所述中料位检测装置为红外光栅,所述声光报警器以及所述显示器分别设置在靠近切丝机的一侧。
48.更为具体地,本实用新型监控装置中料位检测装置为红外光栅,属于一种非接触式检测方式,无磨损,寿命高,声光报警装置以及显示器设置在靠近切丝机的一侧,工作人员更容易分辨。
49.以上实施方式仅为本实用新型的优选实施例,而并非本实用新型可行实施的穷举。对于本领域一般技术人员而言,在不背离本实用新型原理和精神的前提下对其所做出的任何显而易见的改动,都应当被认为包含在本实用新型的权利要求保护范围之内。