1.本发明涉及烟草制丝领域,特别是涉及一种基于神经网络模型和双重参数修正的松散回潮加水控制方法。
背景技术:
2.松散回潮工序是制丝生产过程中的关键工序之一,其主要工艺任务是松散烟片,增加烟片的水分和温度,提高烟叶耐加工性。目前卷烟行业使用的松散回潮机,都具有松散效果好、耐加工性好的特点,但普遍存在出口水分稳定性差、打水控制系统反馈滞后等问题。
3.针对这些问题,烟草工作者进行了大量的研究,从系统改进、参数优化、模型建立等方面,来提高松散回潮机出口水分控制的稳定性。段荣华采用了专业(模糊处理)+常规pid的控制方法,实现了松散回潮出口水分的自动化控制,提高松散回潮出口水分的稳定性;李秀芳对松散回潮机的回风系统和水分控制的方式进行了改进,降低了出口水分、出口温度的波动;吴玉生等以设计优化参数组合,提高松散回潮出口水分cpk值;张玉和等以改进松散回潮筒内的耙钉结构方式,提高了物料的受热和回潮均匀性,改善松散回潮加工品质等。
4.以上的研究均以松散回潮机对出口水分的精准控制和松散回潮机加水系统为出发点,虽然松散回潮出口水分的稳定性均有了一定程度的提升,但在松散回潮的打水自适应控制,以及出口水分控制能力的提高方面,仍存在欠缺。
5.图1为现有的松散回潮加水控制方式。打水量计算公式采用的是入口水分实际值、出口水分设定值、入口秤的实际流量以及汽水系数计算而得;汽水系数的设定采用的方式是设备人员根据每个牌号卷烟的出口水分设定值,给出一个经验值,然后根据出口水分实际情况,进行调整,最后确定出汽水系数,进行固化;系统采用入口端、出口端前后同时加水的控制方式,物料从回潮喷嘴到松散回潮出口水分仪处的运行时间约为180s,系统反馈的滞后时间较长。生产运行过程中,需要通过人工调整入口端加水量、出口端加水量来实现出口水分的调节,当出口水分实际值与出口水分的设定值偏差较小时,调整出口端加水量;当偏差较大时,调整入口端加水量;大多数情况下,以调整出口加水量为主。在松散回潮打水控制系统中,出口水分的实际值不参与打水量的计算,经常作为人工调节幅度大小的参考依据,因此该系统为经典的开环控制。打水量由于受来料烟叶的水分、等级、产地和生产环境等因素的影响较大,可见现有的控制方式对出口水分的精准、智能控制还无法实现。
技术实现要素:
6.为克服上述不足,本技术以制丝工序生产线的松散回潮设备为对象,将现有的打水量计算公式,以及“前后加水调整”改进为借助神经网络预测模型对加水量进行预测的控制方法,以及出口水分出现较大偏差时,利用物料衡算和水分偏差相结合的双重修正控制系统进行修正,来提高松散回潮工序出口水分的稳定性和精控性。
7.本发明解决其技术问题所采用的技术方案为:
8.基于神经网络模型和双重参数修正的松散回潮加水控制方法,包括:
9.s1,基于神经网络的松散回潮打水量预测模型
10.利用历史生产数据,以松散回潮工序的入口水分、出口水分设定值为输入值,打水量为输出值,设定模型的训练目标为0.05,训练的速度为0.01,最大的步数为100,进行神经网络训练,建立基于神经网络的松散回潮打水量预测模型;
11.s2,总加水量预测与分配
12.采集当前生产条件下的参数,基于s1预测模型得出出口水分设定值对应最佳总加水量;再根据入口端、出口端的加水分配系数,对入口端前加水量和出口端后加水量进行分配;
13.s3,基于物料衡算与偏差的模型修正
14.s3.1,定义
15.所述物料衡算是指通过松散回潮工序投入产出质量守恒原则预测采样周期t内的总打水量totalwater(t),计算公式:
16.totalwater(t)=f
×
t
×
m
c
+c
‑
(q+f
×
t
×
m
r
)
17.=f
×
t
×
(m
c
‑
m
r
)
‑
(q
‑
c)
18.式中,q为采样周期t内蒸汽注入量,kg;
19.f为电子秤流量,kg/h;
20.t表示一个采样周期,s;
21.c为水分消耗,kg;
22.m
c
表示采样周期t内出口水分平均值,%;
23.m
r
表示入口水分平均值,%;
24.所述偏差是指出口水分实际值偏离设定值的大小,该偏差值定义为δs,计算公式:
25.δs=m
c
‑
m
s
26.式中,m
c
为出口水分实际值,%;m
s
为出口水分设定值,%;
27.s3.2,采样周期
28.采样周期t设定值是系统调整加水流量的频次,其根据物料从设备后端加水泵到出口水分仪这段路程所用时间进行设定;
29.s3.3,物料衡算修正
30.在一个采样周期t内,基于松散回朝工序物料投入和产出的物料衡算修正的加水流量δflowrate(1)为:
[0031][0032]
s3.4,偏差修正
[0033]
在一个采样周期t内,通过出口水分偏差修正的加水流量δflowrate(2)为:
[0034][0035]
式中:f(t)为电子秤流量,kg/h;
[0036]
s3.5,双重修正参数的选择
[0037]
依据出口水分偏差的大小选择通过物料衡算修正或偏差修正;
[0038]
当出口水分的偏差≥0.5%时,采用物料衡算的数值进行修正,反馈到总加水量上,进行修正;当出口水分的偏差<0.5%时,采用偏差数值进行修正,反馈到出口端加水量上,进行修正。
[0039]
本发明带来的有益效果有:
[0040]
本技术提出一种基于神经网络模型和双重修偏的松散回潮加水控制方法,用于调控松散回潮工序出口水分,同时获得水分偏差基准,根据出口水分实际值与设定值的偏差大小采用对应的修正系统:
[0041]
(1)基于神经网络建立的松散回潮机打水量控制模型,以松散回潮入口水分、出口水分设定值作为输入因子,打水量作为输出因子,预测总打水量,改变了原有系统反馈滞后和人工根据出口水分调整前端或后端加水量的方式,提升松散回潮工序智能化水平;同时,该模型具备自学习能力,通过不断收集生产数据进行模型训练,提升系统的预测精度;
[0042]
(2)根据出口水分实际值与设定值偏差大小,分组进行偏差修正:当出口水分的偏差≥0.5%时,采用物料衡算的数值进行修正,反馈到总加水量上;当出口水分的偏差<0.5%时,采用偏差数值修正,反馈到出口端加水量上。
[0043]
通过应用效果分析,对比改进前后松散回潮出口水分的标准偏差,由0.61%降低到0.34%,降低了0.27%,显著提高了出口水分稳定性。
附图说明
[0044]
下面结合附图及具体实施例对本发明作进一步说明,
[0045]
图1为改进前松散回潮加水控制流程框图;
[0046]
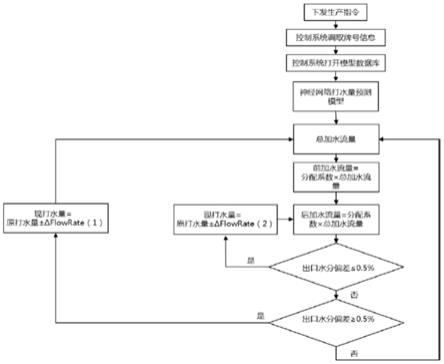
图2为改进后松散回潮加水控制流程框图
[0047]
图3为应用本控制方法后的松散回潮加水控制系统反馈流程图。
具体实施方式
[0048]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0049]
实施例1
[0050]
基于神经网络模型和双重参数修正的松散回潮加水控制方法,包括:
[0051]
s1,基于神经网络的松散回潮打水量预测模型
[0052]
利用历史生产数据,以松散回潮工序的入口水分、出口水分设定值为输入值,打水量为输出值,设定模型的训练目标为0.05,训练的速度为0.01,最大的步数为100,进行神经网络训练,建立基于神经网络的松散回潮打水量预测模型;该神经网络结构包含了输入层、隐含层和输出层三层结构;
[0053]
s2,总加水量预测与分配
[0054]
采集当前生产条件下的参数,基于s1预测模型得出出口水分设定值对应最佳总加
水量;再根据入口端、出口端的加水分配系数,对入口端前加水量和出口端后加水量进行分配;
[0055]
s3,基于物料衡算与偏差的模型修正
[0056]
s3.1,定义
[0057]
所述物料衡算是指通过松散回潮工序投入产出质量守恒原则预测采样周期t内的总打水量totalwater(t),计算公式:
[0058]
totalwater(t)=f
×
t
×
m
c
+c
‑
(q+f
×
t
×
m
r
)
[0059]
=f
×
t
×
(m
c
‑
m
r
)
‑
(q
‑
c)
[0060]
式中,q为采样周期t内蒸汽注入量,kg;
[0061]
f为电子秤流量,kg/h;
[0062]
t表示一个采样周期,s;
[0063]
c为水分消耗,kg;
[0064]
m
c
表示采样周期t内出口水分平均值,%;
[0065]
m
r
表示入口水分平均值,%;
[0066]
所述偏差是指出口水分实际值偏离设定值的大小,该偏差值定义为δs,计算公式:
[0067]
δs=m
c
‑
m
s
[0068]
式中,m
c
为出口水分实际值,%;m
s
为出口水分设定值,%;
[0069]
s3.2,采样周期
[0070]
采样周期t设定值是系统调整加水流量的频次,其根据物料从后加水泵(设备后端加水泵)到出口水分仪这段路程所用时间进行设定;采样周期t越小,松散回朝打水量调节越频繁;
[0071]
经过现场测定,加水控制系统的采样周期为12s;
[0072]
s3.3,物料衡算修正
[0073]
在一个采样周期t内,基于松散回朝工序物料投入和产出的物料衡算修正的加水流量δflowrate(1)为:
[0074][0075]
由上式可知,水分消耗标准是历史生产批次的水分消耗的平均值,当水分消耗标准和蒸汽注入量一定时,加水流量增大时,出口水分也会随之升高,当加水流量减小时,出口水分也会降低;
[0076]
s3.4,偏差修正
[0077]
在一个采样周期t内,通过出口水分偏差修正的加水流量δflowrate(2)为:
[0078][0079]
式中:f(t)为电子秤流量,kg/h;
[0080]
当偏差值δs(t)为正数时,出口水分的实际值>设定值,应降低加水量;当偏差值δs(t)为负数时,出口水分的实际值<设定值,应增大加水量;当δs(t)的绝对值越大,加水量的调整值δflowrate(2)越大;
[0081]
s3.5,双重修正参数的选择
[0082]
依据出口水分偏差的大小选择通过物料衡算修正或偏差修正;
[0083]
当出口水分的偏差≥0.5%时,采用物料衡算的数值进行修正,反馈到总加水量上,进行修正;当出口水分的偏差<0.5%时,采用偏差数值进行修正,反馈到出口端加水量上,进行修正。
[0084]
实施例2
[0085]
基于实施例1将现阶段松散回潮加水量控制方式改为基于神经网络模型预测的方法,建立松散回潮打水量预测模型,通过预测系统采集当前生产条件下的参数,经过模型得出满足出口水分设定值时对应的最佳加水量;再根据入口端、出口端的加水分配系数(本实施例为7:3),对入口端前加水量和出口端后加水量进行分配。
[0086]
本实施例将出口水分实际值加入到反馈控制中,同时在预测系统中增加物料衡算与水分偏差控制相结合的双重修正系统,根据出口水分实际值与设定值的偏差大小,作为调整总加水量或调整后加水量,以及调整幅度大小的依据,从而实现出口水分的精确和智能控制,具体参见图2。
[0087][0088]
式中,water表示加水量,kg;
[0089]
f为秤的实际流量,kg/h;
[0090]
m
rs
为入口水分实际值,%;
[0091]
m
cs
为出口水分设定值,%;
[0092]
s为汽水系数,本实施例的钻石(硬迎宾)牌号汽水系数为0.5。
[0093]
现场测试计算结果表明:
[0094]
在调整幅度较小时,偏差修正数值调控精准度更高,物料衡算偏差在调整反馈速度上更好。
[0095]
实施例3
[0096]
应用试验
[0097]
材料:“钻石(硬迎宾)”牌卷烟。
[0098]
设备和仪器:滚筒式松散回潮机(wq3237型);在线水分仪psc460型在线水分仪。
[0099]
实验方法:采用制丝信息管理系统收集的数据,使用改进前、改进后数据各20批,进行对比分析。
[0100]
基于图3、实施例1的方法得到改进前后出口水分标准偏差的对比,结果见表1。
[0101]
表1
[0102]
[0103][0104]
由表1可以看出,改进后,松散回潮出口水分的标准偏差由0.61%降低到0.34%,降低了0.27%,出口水分稳定性显著提高。
[0105]
实施例4
[0106]
基于神经网络模型和双重参数修正的松散回潮加水控制系统。
[0107]
所述系统用于实施上文所述的基于神经网络模型和双重参数修正的松散回潮加水控制方法,其包括
[0108]
基于神经网络的松散回潮打水量预测模型构建单元;
[0109]
本单元利用历史生产数据,以松散回潮工序的入口水分、出口水分设定值为输入值,打水量为输出值,建立基于神经网络的松散回潮打水量预测模型;
[0110]
总加水量预测与分配单元;
[0111]
本单元采集当前生产条件下的参数,基于上述预测模型得出出口水分设定值对应最佳总加水量;再根据入口端、出口端的加水分配系数,对入口端前加水量和出口端后加水量进行分配;
[0112]
模型修正单元;
[0113]
本单元依据出口水分偏差的大小选择通过物料衡算修正或偏差修正;
[0114]
当出口水分的偏差≥0.5%时,采用物料衡算的数值进行修正,反馈到总加水量上,进行修正;当出口水分的偏差<0.5%时,采用偏差数值进行修正,反馈到出口端加水量上,进行修正。
[0115]
应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。