1.本发明涉及一种用于在不可燃气溶胶提供系统中使用的制品以及一种包括制品的不可燃气溶胶提供系统。
背景技术:
2.某些烟草工业产品在使用过程中产生气溶胶,该气溶胶被用户吸入。例如,烟草加热装置通过加热但不燃烧基底来加热气溶胶生成基底(诸如,烟草)以形成气溶胶。此类烟草工业产品通常包括烟嘴,气溶胶穿过该烟嘴以到达用户的嘴。
技术实现要素:
3.根据本发明的实施方式,在第一方面,提供了一种用于在不可燃气溶胶提供系统中使用的制品,该制品包括气溶胶生成材料和连接到气溶胶生成材料的烟嘴,其中,穿过(across,横跨)烟嘴的压力差小于32mmh2o。
4.根据本发明的实施方式,在第二方面,提供了一种系统,该系统包括根据第一方面的制品和用于加热该制品的气溶胶生成材料的不可燃气溶胶提供装置。
附图说明
5.现在将参考附图仅通过实例的方式描述本发明的实施方式,在附图中:
6.图1是用于与不可燃气溶胶提供装置一起使用的制品的侧视截面图,该制品包括烟嘴;
7.图2a是用于不可燃气溶胶提供装置一起使用的另一制品的侧视截面图,在本实例中,制品包括含有胶囊的烟嘴;
8.图2b是图2a所示的含有胶囊的烟嘴的截面图;
9.图3是用于从图1、图2a和图2b的制品的气溶胶生成材料生成气溶胶的不可燃气溶胶提供装置的透视图;
10.图4示出图3的装置,其中外罩已拆除并且不存在制品;
11.图5是图3的装置的部分截面的侧视图;
12.图6是图3的装置的分解图,其中省略了外罩;
13.图7a是图3的装置的一部分的截面图;
14.图7b是图7a的装置的区域的特写图示;以及
15.图8是示出制造用于与不可燃气溶胶提供装置一起使用的制品的方法的流程图。
具体实施方式
16.如在本文所使用的,术语“递送系统”旨在涵盖向用户递送物质的系统,并且包括:
17.可燃气溶胶提供系统,诸如用于烟斗或用于卷烟或用于自制卷烟的香烟、小雪茄(cigarillo)、雪茄烟(cigar)和烟草(无论是基于烟草、烟草衍生物、膨胀烟草、再造烟草
(reconstituted tobacco)、烟草替代物或其他可吸烟材料);
18.不可燃气溶胶提供系统,该系统在不燃烧可雾化材料的情况下从可雾化材料释放化合物,诸如电子烟、烟草加热产品以及使用可雾化材料的组合生成气溶胶的混合系统;
19.包括可雾化材料并且被配置为用于在这些不可燃气溶胶提供系统中的一种使用的制品;以及
20.无气溶胶递送系统,诸如锭剂、口香糖、贴剂、包括可吸入粉末的制品、以及无烟烟草产品如鼻烟(snus)和鼻烟烟草(snuff),这些系统在不形成气溶胶的情况下将材料递送至用户,其中,该材料可以包含或可以不包含尼古丁。
21.根据本公开,“可燃”气溶胶提供系统是其中气溶胶提供系统(或其部件)的成分可雾化材料被燃烧或被燃烧掉以便促进递送至用户的系统。
22.根据本公开,“不可燃”气溶胶提供系统是其中气溶胶提供系统(或其部件)的成分可雾化材料不被燃烧或不被燃烧掉以便促进递送至用户的系统。
23.在本文所描述的实施方式中,递送系统是不可燃气溶胶提供系统,诸如动力式不可燃气溶胶提供系统。
24.在一个实施方式中,不可燃气溶胶提供系统是电子香烟,也被称为电子烟装置(vaping device)或电子尼古丁递送系统(end),但是应该注意到尼古丁在可雾化材料中的存在不是必需的。
25.在一个实施方式中,不可燃气溶胶提供系统是烟草加热系统,也被称为加热不燃烧系统。
26.在一个实施方式中,不可燃气溶胶提供系统是使用可雾化材料的组合生成气溶胶的混合系统,这些可雾化材料中的一种或多种可以被加热。可雾化材料中的每一种可以是例如为固体、液体或凝胶的形式,并且可以包含或可以不包含尼古丁。在一个实施方式中,混合系统包括液体或凝胶可雾化材料和固体可雾化材料。固体可雾化材料可以包括例如烟草或非烟草产品。
27.通常,不可燃气溶胶提供系统可以包括不可燃气溶胶提供装置和用于与该不可燃气溶胶提供系统一起使用的制品。然而,可以设想,本身包括用于为气溶胶生成部件供电的装置的制品本身可以形成不可燃气溶胶提供系统。
28.在一个实施方式中,不可燃气溶胶提供装置可以包括电源和控制器。电源可以是电力电源或放热电源。在一个实施方式中,放热电源包括碳基底,该碳基底可以被通电以便以热的形式将电力分配到靠近放热电源的可雾化材料或传热材料。在一个实施方式中,在制品中提供电源(诸如,放热电源),以便形成不可燃气溶胶提供装置。
29.在一个实施方式中,用于与不可燃气溶胶提供装置一起使用的制品可以包括可雾化材料、气溶胶生成部件、气溶胶形成区域、烟嘴和/或用于接收可雾化材料的区域。
30.在一个实施方式中,气溶胶生成部件是能够与可雾化材料相互作用的加热器,以便从可雾化材料释放一种或多种挥发物以形成气溶胶。在一个实施方式中,气溶胶生成部件能够在不加热的情况下从可雾化材料生成气溶胶。例如,气溶胶生成部件可以在不向其施加热量的情况下能够从可雾化材料生成气溶胶,例如经由振动装置、机械装置、加压装置或静电装置中的一种或多种。
31.在一个实施方式中,可雾化材料可以包括活性材料、气溶胶形成材料、以及可选的
一种或多种功能材料。活性材料可以包括尼古丁(任选地包含在烟草或烟草衍生物中)或一种或多种其他非嗅觉生理学活性材料。非嗅觉生理活性材料是包括在可雾化材料中的材料,以便实现除嗅觉感知之外的生理响应。
32.气溶胶形成材料可以包括丙三醇(glycerine)、甘油(glycerol)、丙二醇、二甘醇、三甘醇、四甘醇、1,3
‑
丁二醇、赤藓糖醇、内消旋赤藓糖醇、香草酸乙酯、月桂酸乙酯、辛二酸二乙酯、柠檬酸三乙酯、三乙酸甘油酯、二乙酸甘油酯混合物、苯甲酸苄酯、苯乙酸苄酯、三丁酸甘油酯、乙酸月桂酯、月桂酸、肉豆蔻酸以及碳酸丙烯酯中的一种或多种。
33.一种或多种功能材料可以包括调味料、载体、ph调节剂、稳定剂和/或抗氧化剂中的一种或多种。
34.在一个实施方式中,用于与不可燃气溶胶提供装置一起使用的制品可以包括可雾化材料或用于接收可雾化材料的区域。在一个实施方式中,用于与不可燃气溶胶提供装置一起使用的制品可以包括烟嘴。用于接收可雾化材料的区域可以是用于存储可雾化材料的存储区域。例如,该存储区域可以是贮存器。在一个实施方式中,用于接收可雾化材料的区域可以与气溶胶生成区域分离或与其组合。
35.可雾化材料(其在本文中也可称为气溶胶生成材料)是例如当以任何其他方式加热、辐射或通电时能够生成气溶胶的材料。可雾化材料可以例如是处于固体、液体或凝胶的形式,其可以包含或可以不包含尼古丁和/或调味剂。在一些实施方式中,可雾化材料可以包括“无定形固体”,其可以替代地被称为“整体固体”(即,非纤维状的)。在一些实施方式中,无定形固体可以是干燥凝胶。无定形固体是可以将一些流体(诸如,液体)保留在其中的固体材料。在一些实施方式中,可雾化材料可以例如包含约50wt%、60wt%或70wt%的无定形固体到约90wt%、95wt%或100wt%的无定形固体。
36.可雾化材料可以存在于基底上。该基底可以例如是或包括纸、卡片、纸板、卡纸板、再造可雾化材料、塑料材料、陶瓷材料、复合材料、玻璃、金属、或金属合金。
37.气溶胶改性剂是在使用中能够改变气溶胶的物质。该试剂可以以对人体产生生理或感觉效果的方式对气溶胶进行改性。气溶胶改性剂的实例是调味剂和感觉剂。感觉剂产生可以通过感觉(诸如,凉爽或酸味感觉)感知的感官感觉。
38.感受器是通过用变化磁场(诸如,交变磁场)穿透可加热的材料。加热材料可以是导电材料,使得利用变化磁场穿透加热材料引起加热材料的感应加热。加热材料可以是磁性材料,使得利用变化磁场穿透加热材料引起加热材料的磁滞加热。加热材料可以是导电的和磁性的,使得加热材料可通过两个加热机构加热。
39.感应加热是通过利用变化磁场穿透导电物体来加热该物体的过程。该过程通过法拉第感应定律和欧姆定律来描述。感应加热器可以包括电磁体和用于使变化电流(诸如,交流电)穿过该电磁体的装置。当电磁体和待加热物体适当地相对定位使得由电磁体产生的合成变化磁场穿透物体时,在物体内部产生一个或多个涡流。该物体对电流的流动具有阻力。因此,当在物体中生成这样的涡流时,它们抵抗物体的电阻流动导致物体被加热。这个过程被称为焦耳加热、欧姆加热或电阻加热。能够感应加热的物体被称为感受器。
40.在一个实施方式中,感受器为闭合回路的形式。已发现,当感受器为闭合回路形式时,感受器与电磁体之间的磁性耦接在使用时被增强,这引起更大或改进的焦耳加热。
41.磁滞加热是通过利用变化磁场穿透由磁性材料制成的物体来加热该物体的过程。
可以认为磁性材料包括许多原子级磁体或磁偶极子。当磁场穿透这种材料时,磁偶极子与磁场对齐。因此,当变化磁场(诸如,例如由电磁体产生的交变磁场)穿透磁性材料时,这些磁偶极子的取向随着所施加的变化磁场而变化。此类磁偶极子重新取向导致在磁性材料中生成热量。
42.当物体既导电又具有磁性时,利用变化磁场穿透物体可以在物体中引起焦耳加热和磁滞加热两者。此外,使用磁性材料可以加强磁场,这可以加强焦耳加热。
43.在上述过程的每一种中,由于热量在物体本身内部生成而不是通过热传导由外部热源生成,因此可以实现物体中的快速温度上升和更均匀的热量分布,特别是通过选择合适的物体材料和几何形状,以及相对于物体合适的变化磁场大小和取向。此外,由于感应加热和磁滞加热不需要在变化磁场的源与物体之间提供物理连接,因此设计自由度和对加热剖面的控制可能更大,并且成本可能更低。
44.制品(例如为杆形状的那些)经常根据产品长度命名:“常规的”(典型地在68
‑
75mm范围内,例如约68mm到约72mm)、“短的”或“迷你的”(68mm或更小)、“特大号”(典型地在75
‑
91mm范围内,例如约79mm到约88mm)、“长的”或“超级特大号”(典型地在91
‑
105mm范围内,例如约94mm到约101mm)以及“超长的”(典型地在约110mm到约121mm的范围内)。
45.它们还根据产品圆周命名:“常规的”(约23
‑
25mm)、“宽的”(大于25mm)、“纤薄的”(约22
‑
23mm)、“半纤薄的”(约19
‑
22mm)、“超纤薄的”(约16
‑
19mm)和“微纤薄的”(小于约16mm)。
46.因此,例如,成特大号、超轻薄格式的制品将具有约83mm的长度和约17mm的圆周。
47.每个格式可以利用不同长度的烟嘴来产生。烟嘴长度将为约30mm到50mm。接装纸将烟嘴连接到气溶胶生成材料并且通常将具有比烟嘴更长的长度(例如长3mm到10mm),使得接装纸覆盖烟嘴并且与气溶胶生成材料重叠(例为基底材料杆的形式)以将烟嘴连接到杆。
48.本文中所描述的制品及其气溶胶生成材料和烟嘴可以但不限于上述任何形式制造。
49.本文中所使用的术语“上游”和“下游”是相对于在使用时通过制品或装置抽取的主流气溶胶的方向定义的相对术语。
50.本文中所描述的丝状丝束材料可以包括醋酸纤维素纤维丝束。丝状丝束还可以使用用于形成纤维的其他材料(诸如,聚乙烯醇(pvoh)、聚乳酸(pla)、聚己内酯(pcl)、聚(1
‑
4丁二醇琥珀酸酯)(pbs)、聚(己二酸丁二醇酯
‑
共
‑
对苯二甲酸丁二醇酯)(pbat)、淀粉基材料、棉、脂肪族聚酯材料以及多糖聚合物或它们的组合)来形成。丝状丝束可以利用合适的用于丝束的增塑剂(诸如,三乙酸甘油酯,其中,材料是醋酸纤维素丝束)增塑,或者丝束可以是非增塑的。丝束可以具有任何合适的规格,诸如具有“y”形或其他截面诸如“x”形、2.5到15之间的单丝旦尼尔数(例如8.0到11.0之间的单丝旦尼尔数)和5,000到50,000之间(例如在10,000到40,000之间)的总旦尼尔数的纤维。
51.如在本文所使用的,术语“烟草材料”是指包括烟草或其衍生物或其替代物的任何材料。术语“烟草材料”可以包括烟草、烟草衍生物、膨胀烟草、再造烟草或烟草替代物中的一种或多种。该烟草材料可以包括碎烟草、烟草纤维、切割烟草、挤出烟草、烟草茎、烟草薄层、再造烟草和/或烟草提取物中的一种或多种。
52.如本文中所使用的,术语“香味剂(flavour)”和“调味剂(flavourant)”是指在当地法规允许的情况下可以用于在成人消费者的产品中产生所期望的味道或香味的材料。一种或多种香味剂可以用作在本文所描述的气溶胶改性剂。
53.它们可以包括提取物(例如,甘草、绣球花、日本白皮木兰叶、甘菊、胡芦巴、丁香、薄荷醇、日本薄荷、八角、肉桂、香草、鹿蹄草、樱桃、浆果、桃、苹果、杜林标、波旁威士忌、苏格兰威士忌、威士忌、留兰香、胡椒薄荷、薰衣草、豆蔻、芹菜、卡藜、肉豆蔻、檀香、佛手柑、天竺葵、蜂蜜精化、玫瑰油、香子兰、柠檬油、橙油、决明子、香芹籽、白兰地、茉莉化、杨梅、依兰、鼠尾草、茴香、多香果、姜、芫荽、咖啡或来自薄荷属任何物种的薄荷油)、增味剂、苦味受体位点阻断剂、感觉受体部点激活剂或刺激剂、糖和/或糖替代物(例如,三氯蔗糖、乙酰磺胺酸钾、阿斯巴甜、糖精、甜蜜素、乳糖、蔗糖、葡萄糖、果糖、山梨糖醇或甘露糖醇)、以及其他添加剂(诸如,木炭、叶绿素、矿物质、植物制品、或口气清新剂)。它们可以是仿制品、合成的或天然的成分或它们的混合物。它们可以为任何合适的形式,例如油、液体或粉末。
54.在本文所描述的附图中,相同的附图标记用于示出等同的特征、制品或部件。
55.图1是用于与不可燃气溶胶提供装置一起使用的制品1的侧面截面图。
56.制品1包括烟嘴2和连接到烟嘴2的气溶胶生成材料3(在本情况下为烟草材料)的圆柱形杆。穿过烟嘴(例如气溶胶生成材料3的下游的制品1的部分)的压降或压差(也称为抽吸阻力)优选小于约40mmh2o。已经发现这种压降允许足够的气溶胶(包括所需的化合物如调味料化合物)通过烟嘴2到达消费者。更优选地,穿过烟嘴2的压降小于约32mmh2o。在一些实施方式中,使用具有小于31mmh2o(例如约29mmh2o、约28mmh2o或约27.5mmh2o)的压降的烟嘴2实现了特别改进的气溶胶。替代地或另外地,烟嘴压降可以是至少10mmh2o、优选至少15mmh2o、以及更优选至少20mmh2o。在一些实施方式中,烟嘴压降可以是约15mmh2o到40mmh2o之间。这些值使烟嘴2能够在气溶胶通过烟嘴2时减缓气溶胶,使得气溶胶的温度在到达烟嘴2的下游端2b之前有时间降低。
57.在本实例中,烟嘴2包括在中空管状元件4上游的材料本体6,在该实例中,材料本体6与中空管状元件4邻近并且处于邻接关系。材料本体6和中空管状元件4各自限定基本上圆柱形的整体外部形状并且共享共同的纵向轴线。材料本体6被包裹在第一接装纸7中。优选地,第一接装纸7具有小于50gsm、更优选地约20gsm到40gsm之间的基重。优选地,第一接装纸7具有30μm到60μm之间、更优选地35μm到45μm之间的厚度。优选地,第一接装纸7是无孔接装纸,该接装纸例如具有小于100coresta单位、例如小于50coresta单位的渗透性。然而,在其他实施方式中,第一接装纸7可以是多孔接装纸,该接装纸例如具有大于200coresta单位的渗透性。
58.优选地,材料本体6的长度为小于约15mm。更优选地,材料本体6的长度为小于约10mm。此外或者作为替代,材料本体6的长度为至少约5mm。优选地,材料本体6的长度为至少约6mm。在一些优选实施方式中,材料本体6的长度为约5mm到约15mm、更优选约6mm到约12mm、甚至更优选约6mm到约12mm、最优选约6mm、7mm、8mm、9mm或10mm。在本实例中,材料本体6的长度为10mm。
59.在本实例中,材料本体6由丝状丝束形成。在本实例中,材料本体6中使用的丝束具有8.4的单丝旦尼尔数(d.p.f.)和21,000的总旦尼尔数。替代地,丝束可以具有例如9.5的单丝旦尼尔数(d.p.f.)和12,000的总旦尼尔数。在本实例中,丝束包括增塑的纤维素乙酸
酯丝束。在丝束中使用的增塑剂包含丝束的按重量计约7%。在本实例中,增塑剂是三乙酸甘油酯。在其他实例中,可以使用不同的材料来形成材料本体6。例如,代替丝束,本体6可以例如以与已知用于在香烟中使用的纸过滤器类似的方式由纸形成。替代地,本体6可以由除醋酸纤维素以外的丝束(例如聚乳酸(pla))、本文描述的用于丝状丝束的其它材料或类似材料来形成。丝束优选由醋酸纤维素形成。丝束,无论是由醋酸纤维素还是其他材料形成,优选具有至少5、更优选至少6、并且再更优选至少7的d.p.f.。这些单丝旦尼尔数提供具有较低表面积的相对粗糙、粗纤维的丝束,这导致与具有较低d.p.f.值的丝束相比穿过烟嘴2的压降更低。优选地,为了获得足够均匀的材料本体6,丝束具有不超过12d.p.f.、优选不超过11d.p.f.、并且还更优选不超过10d.p.f.的单丝旦尼尔数。
60.形成材料本体6的丝束的总旦尼尔数优选为至多30,000、更优选至多28,000、并且再更优选至多25,000。这些总旦尼尔数提供丝束,该丝束占据烟嘴2的截面面积的减小比例,这导致穿过烟嘴2的压降低于具有较高总旦尼尔数的丝束。为了材料本体6的适当坚固性,丝束优选具有至少8,000、并且更优选至少10,000的总旦尼尔数。优选地,单丝旦尼尔数为5到12之间,同时总旦尼尔数为10,000到25,000之间。更优选地,单丝旦尼尔数为6到10之间,同时总旦尼尔数为11,000到22,000之间。优选地,丝束的长丝的截面形状是“y”形的,但是在其他实施方式中,可以使用具有本文提供的相同d.p.f.和总旦尼尔数的其他形状(诸如,“x”形长丝)。
61.气溶胶生成材料3(在本文中也被称为气溶胶生成基底3)包括至少一种气溶胶形成材料。在本实例中,该气溶胶形成材料是甘油。在替代实例中,该气溶胶形成材料可以是如本文所描述的另一种材料或其组合。已经发现气溶胶形成材料通过帮助将化合物(诸如,调味料化合物)从气溶胶生成材料转移到消费者来改进制品的感觉性能。然而,将这种气溶胶形成材料添加到用于在不可燃气溶胶提供系统中使用的制品内的气溶胶生成材料中的问题在于,当气溶胶形成材料一旦加热就雾化时,其可以增加由制品递送的气溶胶的质量,并且这种增加的质量可以在其通过烟嘴时保持较高的温度。当气溶胶通过烟嘴时,气溶胶将热量传递到烟嘴中,这使烟嘴的外表面变热,包括在使用过程中与消费者唇部接触的区域。烟嘴温度可以显著高于消费者吸烟时可能习惯的烟嘴温度,例如,常规香烟,并且这可能是由使用这种气溶胶形成材料引起的不期望的效果。
62.烟嘴与消费者的唇部接触的部分通常是纸管,该纸管是中空的或围绕过滤材料的圆柱形本体。
63.如图1所示,制品1的烟嘴2包括邻近于气溶胶生成基底3的上游端2a和远离气溶胶生成基底3的下游端2b。在下游端2b处,烟嘴2具有由丝状丝束形成的中空管状元件4。有利地发现,这显著降低了烟嘴2的外表面在烟嘴的下游端2b处的温度,该下游端在制品1使用时与消费者的嘴部接触。此外,还发现,管状元件4的使用显著地降低了烟嘴2的外表面的温度,甚至在管状元件4的上游。不希望被理论所束缚,假设这是由于管状元件4引导气溶胶更靠近烟嘴2的中心,并且因此减少从气溶胶到烟嘴2的外表面的热传递。
64.在本实例中,制品1具有约21mm的外周长(即,该制品为半纤薄形式)。在其他实例中,制品可以本文所描述的任何形式提供,例如具有15mm至25mm之间的外周长。由于将对制品进行加热以释放气溶胶,因此可以使用在此范围内具有较低外周长(例如小于23mm的圆周)的制品来实现改进的加热效率。为了通过加热实现改进的气溶胶,同时保持合适的产品
长度,还发现大于19mm的制品圆周是特别有效的。已经发现具有19mm到23mm之间、并且更优选20mm到22mm之间的圆周的制品在提供有效的气溶胶递送同时允许有效加热之间提供了良好的平衡。
65.烟嘴2的外周长与气溶胶生成材料3的杆的外周长基本相同,从而在这些部件之间存在平滑过渡。在本实例中,烟嘴2的外周长约是20.8mm。一张接装纸5包裹在烟嘴2的整个长度上并且覆盖气溶胶生成材料3的杆的一部分,并且在其内表面上具有粘合剂以便连接烟嘴2和杆3。在本实例中,接装纸5在气溶胶生成材料3的杆上延伸5mm,但是它可以替代地在杆3上延伸3mm到10mm之间、或更优选地4mm到6mm之间,以便在烟嘴2与杆3之间提供牢固附接。接装纸5可以具有高于在制品1中使用的塞式包裹物的基重的基重,例如40gsm到80gsm、更优选地在50gsm到70gsm之间、并且在本实例中是58gsm的基重。已经发现这些基重范围导致接装纸具有可接受的拉伸强度同时是足够柔性的以便包裹制品1并且沿该纸上的纵向搭接接缝粘附至其自身。一旦包裹在烟嘴2上,接装纸5的外周长为约21mm。
66.中空管状元件4的“壁厚”对应于管4的壁在径向方向上的厚度。这可以例如使用卡尺来测量。壁厚有利地大于0.9mm,并且更优选地1.0mm或更大。优选地,壁厚围绕中空管状元件4的整个壁是基本上恒定的。然而,在壁厚不是基本上恒定的情况下,在中空管状元件4周围的任何点处,壁厚优选地大于0.9mm、更优选地1.0mm或更大。
67.优选地,中空管状元件4的长度为小于约20mm。更优选地,中空管状元件4的长度为小于约15mm。更优选地,中空管状元件4的长度为小于约10mm。此外或作为替代,中空管状元件4的长度为至少约5mm。优选地,中空管状元件4的长度为至少约6mm。在一些优选实施方式中,中空管状元件4的长度为约5mm到约20mm、更优选约6mm到约10mm、甚至更优选约6mm到约8mm、最优选约6mm、7mm或约8mm。在本实例中,中空管状元件4的长度为6mm。
68.优选地,中空管状元件4的密度为至少约0.25克/立方厘米(g/cc)、更优选地至少约0.3g/cc。优选地,中空管状元件4的密度为小于约0.75克/立方厘米(g/cc)、更优选地小于0.6g/cc。在一些实施方式中,中空管状元件4的密度为0.25g/cc到0.75g/cc之间、更优选地0.3g/cc到0.6g/cc之间、并且更优选地0.4g/cc到0.6g/cc之间或约0.5g/cc。已经发现这些密度在由密度较大的材料提供的改进硬度与密度较小的材料的较低热传递特性之间提供了良好的平衡。出于本发明的目的,中空管状元件4的“密度”是指形成具有结合的任何增塑剂的元件的丝状丝束的密度。可以通过将中空管状元件4的总重量除以中空管状元件4的总体积来确定密度,其中,可以使用对中空管状元件4的适当测量(例如,使用卡尺)来计算总体积。必要时,可以使用显微镜测量适当的尺寸。
69.形成中空管状元件4的丝状丝束优选具有小于45,000、更优选小于42,000的总旦尼尔数。已经发现该总旦尼尔数允许形成不太致密的管状元件4。优选地,总旦尼尔数为至少20,000、更优选至少25,000。在优选实施方式中,形成中空管状元件4的丝状丝束具有25,000到45,000之间、更优选35,000到45,000之间的总旦尼尔数。优选地,丝束的长丝的截面形状是“y”形的,尽管在其他实施方式中,可以使用其他形状(诸如“x”形的长丝)。
70.形成中空管状元件4的丝状丝束优选具有大于3的单丝旦尼尔数。已经发现这种单丝旦尼尔数允许形成不太致密的管状元件4。优选地,单丝旦尼尔数为至少4、更优选为至少5。在优选实施方式中,形成中空管状元件4的丝状丝束具有4到10之间、更优选4到9之间的单丝旦尼尔数。在一个实例中,形成中空管状元件4的丝状丝束具有由乙酸纤维素形成并且
包括18%增塑剂(例如三乙酸甘油酯)的8y40,000丝束。
71.中空管状元件4优选地具有大于3.0mm的内径。比此更小的直径可以导致气溶胶穿过烟嘴2到消费者嘴部的速度增加得比所期望的更大,使得气溶胶变得过热例如达到大于40℃或大于45℃的温度。更优选地,中空管状元件4具有大于3.1mm、并且还更优选地大于3.5mm或3.6mm的内径。在一个实施例中,中空管状元件4的内径是约3.9mm。
72.中空管状元件4优选包括按重量计15%到22%的增塑剂。对于醋酸纤维素丝束,增塑剂优选是三乙酸甘油酯,尽管可以使用其他增塑剂(诸如,聚乙二醇(peg))。更优选地,管状元件4包含按重量计16%到20%的增塑剂,例如约17%、约18%或约19%的增塑剂。
73.在本实例中,中空管状元件4是第一中空管状元件4,并且烟嘴4包括第一中空管状元件4上游的第二中空管状元件8(也被称为冷却元件)。在本实例中,第二中空管状元件8位于材料本体6的上游、邻近于材料体并且与材料本体处于邻接关系。材料本体6和第二中空管状元件8各自限定基本上圆柱形的整体外部形状并且共享共同的纵向轴线。第二中空管状元件8由多层纸形成,这些纸以对接的接缝平行缠绕以形成管状元件8。在本实施方式中,第一纸层和第二纸层设置在两层管中,但在其他实施方式中,可以使用3、4或更多纸层形成3、4或更多层管。可以使用其他构造,诸如螺旋缠绕的纸层、纸板管、使用纸巾型工艺形成的管、模制或挤出的塑料管或类似物。第二中空管状元件8还可以使用塞式包裹物(plug wrap)和/或接头纸(tipping paper)作为在本文所描述的第二塞式包裹物9和/或接头纸5来形成,这意味着不需要单独的管状元件。塞式包裹物和/或接装纸被制造成具有足以承受在制造过程中以及在制品1使用时可能出现的轴向压缩力和弯矩的刚度。例如,该塞式包裹物和/或接装纸可以具有70gsm到120gsm之间、更优选地80gsm到110gsm之间的基重。另外地或替代地,该塞式包裹物和/或接头纸可以具有80μm到200μm之间、更优选地在100μm到160μm之间、或120μm到150μm的厚度。可以期望的是,第二塞式包裹物9和接装纸5都具有在这些范围内的值,以便实现第二中空管状元件8的可接受的总体刚度水平。
74.第二中空管状元件8优选地具有至少约100μm并且最高达约1.5mm、优选地在100μm与1mm之间并且更优选地在150μm与500μm之间、或约300μm的壁厚,该壁厚可以与第一中空管状元件4相同的方式测量。在本实例中,第二中空管状元件8具有约290μm的壁厚。
75.优选地,第二中空管状元件8的长度为小于约50mm。更优选地,第二中空管状元件8的长度为小于约40mm。更优选地,第二中空管状元件8的长度为小于约30mm。此外或作为替代,第二中空管状元件8的长度优选地为至少约10mm。优选地,第二中空管状元件8的长度为至少约15mm。在一些优选实施方式中,第二中空管状元件8的长度为约20mm到约30mm、更优选约22mm到约28mm、甚至更优选约24mm至到约26mm、最优选约25mm。在本实例中,第二中空管状元件8的长度为25mm。
76.第二中空管状元件8位于烟嘴2周围并且在其内限定空气间隙,该空气间隙用作冷却段。空气间隙提供由气溶胶生成材料3生成的加热的挥发组分流过其的腔室。第二中空管状元件8是中空的以提供用于气溶胶积聚的腔室,但是其刚度足以承受在制造期间和在制品1使用时可能出现的轴向压缩力和弯矩。第二中空管状元件8在气溶胶生成材料3与材料本体6之间提供物理位移。由第二中空管状元件8提供的物理位移将提供跨第二中空管状元件8的长度的热梯度。
77.优选地,烟嘴2包括具有大于450mm3的内部容积的腔体。已经发现提供至少该容积
的腔体使得能够形成改进的气溶胶。这种腔体尺寸在烟嘴2内提供足够的空间以允许加热的挥发组分冷却,因此允许气溶胶生成材料3暴露于比原本可能的温度高的温度,因为它们可能导致气溶胶过热。在本实例中,腔体由第二中空管状元件8形成,但是在替代布置中,腔体可以形成在烟嘴2的不同部分内。更优选地,烟嘴2包括例如形成在第二中空管状元件8内的腔体,该腔体具有大于500mm3、更优选地大于550mm3的内部容积,从而允许进一步改进气溶胶。在一些实例中,内部腔体包括约550mm3到约750mm3之间的容积,例如约600mm3或700mm3。
78.第二中空管状元件8可以被配置为在进入第二中空管状元件8的第一上游端的加热的挥发组分与离开第二中空管状元件8的第二下游端的加热的挥发组分之间提供至少40摄氏度的温差。第二中空管状元件8优选地被配置为在进入第二中空管状元件8的第一上游端的加热的挥发组分与离开第二中空管状元件8的第二下游端的加热的挥发组分之间提供至少60摄氏度、优选地至少80摄氏度并且更优选地至少100摄氏度的温差。跨第二中空管状元件8长度的温差保护温度敏感材料本体6在其被加热时免受气溶胶生成材料3的高温影响。
79.在替代的制品中,第二中空管状元件8可以用替代的冷却元件(例如由允许气溶胶纵向穿过它并且还执行冷却气溶胶的功能的材料本体形成的元件)代替。
80.在本实例中,第一中空管状元件4、材料本体6和第二中空管状元件8使用包裹在所有三个区段周围的第二接装纸9组合。优选地,第二接装纸9具有小于50gsm、更优选地约20gsm到45gsm之间的基重。优选地,第二接装纸9具有30μm到60μm之间、更优选地35μm到45μm之间的厚度。第二接装纸9是无孔接装纸,该接装纸具有小于100coresta单位、例如小于50coresta单位的渗透性。然而,在替代实施方式中,第二接装纸9可以是多孔接装纸,该接装纸例如具有大于200coresta单位的渗透性。
81.在本实例中,气溶胶生成材料3被包裹在包裹物10中。包裹物10例如可以是纸或纸背衬的箔包裹物。在本实例中,包裹物10是基本上不透气的。在替代实施方式中,包裹物10的渗透性优选小于100coresta单位、更优选小于60coresta单位。已经发现,低渗透性(例如具有小于100coresta单位、更优选小于60coresta单位的渗透性)包裹物材料导致气溶胶生成材料3中气溶胶形成的改进。不希望受理论束缚,假设这是由于气溶胶化合物通过包裹物10的损失减少。包裹物10的渗透性可以根据iso2965:2009来测量,该iso2965:2009涉及测定用作卷烟纸、过滤器塞式包裹物和过滤器连接纸的材料的透气性。
82.在本实施方式中,包裹物10包括铝箔。已经发现铝箔在增强气溶胶生成材料3内的气溶胶形成方面是特别有效的。在本实例中,该铝箔具有金属层,该金属层具有约6μm的厚度。在本实例中,铝箔具有纸背衬。然而,在替代性布置中,铝箔可以具有其他厚度,例如4μm到16μm之间的厚度。铝箔也不需要具有纸背衬,但可以具有由其他材料形成的背衬,例如以帮助为箔提供适当的拉伸强度,或它可以不具有背衬材料。还可以使用除铝之外的金属层或箔。包裹物的总厚度优选地20μm到60μm之间、更优选地30μm到50μm之间,这可以提供具有适当的结构完整性和热传递特性的包裹物。在包裹物断裂之前可以施加到包裹物上的拉力可以大于3,000克力,例如3,000到10,000克力之间或3,000到4,500克力之间。
83.制品具有抽吸通过该制品的气溶胶的约75%的通气水平。在替代实施方式中,制品可以具有50%到80%之间的通气水平,例如65%到75%之间的通气水平。在这些水平处
的通气有助于减缓通过烟嘴2吸入的气溶胶的流动,由此使得气溶胶能够在其到达烟嘴2的下游端2b之前充分冷却。通气直接提供到制品1的烟嘴2中。在本实例中,通气被提供到第二中空管状元件8中,已经发现这在辅助气溶胶生成过程中是特别有益的。通气经由第一和第二平行排的穿孔12提供,在当前情况下形成为激光穿孔,分别在距烟嘴2的下游嘴端2b 17.925mm和18.625mm的位置。这些穿孔穿过接装纸5、第二塞式包裹物9和第二中空管状元件8。在替代实施方式中,通气可以在其他位置处提供到烟嘴中,例如提供到材料本体6或第一管状元件4中。
84.在本实例中,添加到气溶胶生成基底3的气溶胶形成材料包括气溶胶生成基底3的14重量%。优选地,气溶胶形成材料占气溶胶生成基底的至少5重量%、更优选至少10重量%。优选地,气溶胶形成材料包括气溶胶生成基底的按重量计小于25%、更优选地小于20%、例如10%到20%之间、12%到18%之间或13%到16%之间。
85.优选地,气溶胶生成材料3被提供为气溶胶生成材料的圆柱形杆。不论气溶胶生成材料的形式如何,它优选地具有约10mm到100mm的长度。在一些实施方式中,气溶胶生成材料的长度优选地在约25mm到50mm的范围内、更优选地在约30mm到45mm的范围内、并且还更优选地约30mm到40mm。
86.所提供的气溶胶生成材料3的体积可以从约200mm3到约4300mm3、优选地从约500mm3到1500mm3、更优选地从约1000mm3到约1300mm3变化。已有利地证明,提供这些体积的气溶胶生成材料(例如,从约1000mm3到约1300mm3)实现更优的气溶胶,与从范围下端选择的体积所实现的气溶胶相比,该气溶胶具有更高的可见度和感官性能。
87.所提供的气溶胶生成材料3的质量可以大于200mg,例如约200mg到400mg、优选地约230mg到360mg、更优选地约250mg到360mg。已经有利地发现,与由较低质量的烟草材料生成的气溶胶相比,提供更高质量的气溶胶生成材料导致改进的感官性能。
88.优选地,气溶胶生成材料或基底由如在本文所描述的烟草材料形成,该烟草材料包括烟草组分。
89.在本文描述的烟草材料中,烟草组分优选包含造纸法再造烟草(paper reconstituted tobacco)。烟草组分还可以含有叶烟草、挤压烟草和/或带式流铸烟草。
90.气溶胶生成材料3可以包括具有小于约700毫克/立方厘米(mg/cc)的密度的再造烟草材料。已经发现,与更致密的材料相比,这种烟草材料在提供可以被快速加热以释放气溶胶的气溶胶生成材料方面是特别有效的。例如,发明人测试了各种气溶胶生成材料(诸如,带式流铸再造烟草材料和造纸法再造烟草材料)在加热时的性质。据发现,对于每种给定的气溶胶生成材料,存在特定的零热流温度,在该零热流温度以下净热流是吸热的,换句话说与离开材料相比更多的热量进入该材料,并且在零热流温度以上净热流是放热的,换句话说与进入材料相比更多的热量离开该材料,同时对该材料施加热量。密度小于700mg/cc的材料具有较低的零热流温度。由于流出材料的大部分热流通过气溶胶形成,具有较低的零热流温度对首先从气溶胶生成材料中释放气溶胶所花费的时间具有有益的影响。例如,发现与密度大于700mg/cc的材料的零热流温度大于164℃相比,密度小于700mg/cc的气溶胶生成材料的零热流温度小于164℃。
91.气溶胶生成材料的密度也会影响热量通过材料传导的速度,密度越低,例如低于700mg/cc的密度,热量通过材料传导的速度越慢,因此气溶胶的释放越持久。
92.优选地,气溶胶生成材料3包括具有小于约700mg/cc的密度的再造烟草材料,例如造纸法再造烟草材料。更优选地,气溶胶生成材料3包括具有小于约600mg/cc的密度的再造烟草材料。替代地或另外地,气溶胶生成材料3优选地包括具有至少350mg/cc的密度的再造烟草材料,该再造烟草材料被认为允许通过该材料的足够量的热传导。
93.烟草材料可以以切割碎烟草的形式提供。切割碎烟草可以具有至少15次切割/英寸(约5.9次切割/cm,相当于约1.7mm的切割宽度)的切割宽度。优选地,切割碎烟草具有至少18次切割/英寸的切割宽度(约7.1次切割/cm,相当于约1.4mm的切割宽度)、更优选地至少20次切割/英寸(约7.9次切割/cm,相当于约1.27mm的切割宽度)。在一个实例中,切割碎烟草具有22次切割/英寸的切割宽度(约8.7次切割/cm,相当于约1.15mm的切割宽度)。优选地,切割碎烟草具有40次切割/英寸的切割宽度或低于40次切割/英寸的切割宽度(约15.7次切割/cm,相当于约0.64mm的切割宽度)。已经发现在0.5mm到2.0mm之间、例如在0.6mm到1.5mm之间、或在0.6mm到1.7mm之间的切割宽度产生了烟草材料,该烟草材料在表面积/体积比(特别是当加热时)以及基底3的总体密度和压降方面是优选的。切割碎烟草可以由烟草材料形式的混合物形成,例如造纸法再造烟草、叶烟草、挤出烟草和带式流铸烟草中的一种或多种的混合物。优选地,烟草材料包括造纸法再造烟草或造纸法再造烟草和叶烟草的混合物。
94.在本文所描述的烟草材料中,烟草材料可以含有填充剂组分。填充剂组分通常是非烟草组分,即不包含源自烟草的成分的组分。填充剂组分可以是非烟草纤维,诸如木质纤维或纸浆或小麦纤维。填充剂组分也可以是无机材料,诸如白垩、珍珠岩、蛭石、硅藻土、胶态二氧化硅、氧化镁、硫酸镁、碳酸镁。填充剂组分也可以是非烟草流铸材料或非烟草挤出材料。填充剂组分可以以烟草材料的按重量计0至20%的量存在、或以组合物的按重量计1至10%的量存在。在一些实施方式中,填充剂组分不存在。
95.在本文所描述的烟草材料中,烟草材料含有气溶胶生成材料。在这种情况下,“气溶胶生成材料”是促进气溶胶生成的试剂。气溶胶生成材料可以通过促进气体的初始蒸发和/或气体的冷凝成可吸入的固体和/或液体气溶胶来促进气溶胶的生成。在一些实施方式中,气溶胶形成材料可以改进来自气溶胶生成材料的调味料的递送。总体上,任何适合的气溶胶形成材料或试剂可以包括在本发明的气溶胶生成材料中,包括在本文描述的那些。其他合适的气溶胶形成材料包括但不限于:多元醇如山梨糖醇,甘油和二醇如丙二醇或三甘醇;非多元醇如一元醇,高沸点烃,酸类如乳酸,甘油衍生物,酯类如二乙酸甘油酯、三乙酸甘油酯、三甘醇二乙酸酯、柠檬酸三乙酯或肉豆蔻酸酯(包括肉豆蔻酸乙酯和肉豆蔻酸异丙酯)以及脂族羧酸酯如硬脂酸甲酯、十二烷二酸二甲酯和十四烷二酸二甲酯。在一些实施方式中,气溶胶形成材料可以是甘油、丙二醇、或甘油和丙二醇的混合物。甘油可以以烟草材料的按重量计10%到20%、例如组合物的按重量计13%至16%或组合物的按重量计14%至15%的量存在。如果存在丙二醇,其可以以组合物的按重量计0.1%至0.3%的量存在。
96.如果存在气溶胶形成材料,其可以被包括在烟草材料的任何组分(例如任何烟草组分)中和/或填充剂组分中。替代地或另外地,可以将气溶胶形成材料单独地添加至烟草材料中。在任一情况下,烟草材料中的气溶胶形成材料的总量可以如本文所定义。
97.烟草材料可以包括按重量计10%到90%之间的叶烟草,其中,气溶胶形成材料以叶烟草的按重量计至高达约10%的量提供。为了实现烟草材料的按重量计在10%与20%之
间的气溶胶形成材料的总水平,已经有利地发现这可以按更高的重量百分比添加到烟草材料的另一种组分(诸如,再造烟草材料)。
98.在本文所描述的烟草材料含有尼古丁。尼古丁含量是烟草材料的按重量计0.5%到1.75%,并且可以是例如烟草材料的按重量计0.8%到1.5%。另外地或替代地,烟草材料含有按重量计10%到90%之间的叶烟草,该叶烟草具有叶烟草的按重量计大于1.5%的尼古丁含量。已经有利地发现,将具有高于1.5%的尼古丁含量的叶烟草与较低的尼古丁基础材料(诸如,造纸法再造叶烟草)组合使用,提供了具有适当的尼古丁水平但比单独使用造纸法再造叶烟草具有更好的感官性能的烟草材料。叶烟草(例如切割碎烟草)可以例如具有叶烟草的按重量计1.5%到5%之间的尼古丁含量。
99.在本文所描述的烟草材料可以包含气溶胶改性剂,例如在本文描述的任何调味料。在一个实施方式中,烟草材料包含薄荷醇,从而形成薄荷醇化的制品。烟草材料可以包含3mg到20mg的薄荷醇,优选地5mg到18mg之间、并且更优选地8mg与到16mg之间的薄荷醇。在本实例中,烟草材料包含16mg的薄荷醇。烟草材料可以包含按重量计2%到8%之间的薄荷醇、优选按重量计3%到7%之间的薄荷醇、并且更优选按重量计4%到5.5%之间的薄荷醇。在一个实施方式中,烟草材料包含按重量计4.7%的薄荷醇。这种高水平的薄荷醇装载可以使用高百分比的再造烟草材料(例如按重量计大于50%的烟草材料)来实现。替代地或另外地,例如在使用大于约500mm3或合适地大于约1000mm3的气溶胶生成材料(诸如,烟草材料)的情况下,使用高体积的气溶胶生成材料(例如烟草材料)可以增加可以实现的薄荷醇装载水平。
100.在本文所描述的组合物中,当以按重量计%给出量时,为了避免疑问,除非尤其指出相反情况,否则这指基于干重。因此,出于测定重量%的目的,可能存在于烟草材料或其任何组分中的任何水都完全被忽视。本文所描述的烟草材料的含水量可以变化并且可以为例如按重量计5%到15%。本文所描述的烟草材料的含水量可根据例如维持组合物的温度、压力和湿度条件而变化。含水量可以通过本领域技术人员已知的karl
‑
fisher分析测定。另一方面,为了避免疑惑,即使气溶胶生成材料是呈液相的组分(诸如,甘油或丙二醇),在烟草材料的重量中也包含除水以外的任何组分。然而,当在烟草材料的烟草组分中或在烟草材料的填充剂成分(如果存在)中提供气溶胶形成材料时,代替或除了单独添加到烟草材料中之外,气溶胶形成材料不包括在烟草组分或填充剂组分的重量中,但以本文所定义的重量%包括在“气溶胶形成材料”的重量中。即使是非烟草来源(例如造纸法再造烟草情况下的非烟草纤维)的,烟草组分中存在的所有其他成分也被包括在烟草组分的重量中。
101.在实施方式中,烟草材料包括如本文所定义的烟草组分和如本文所限定的气溶胶形成材料。在实施方式中,烟草材料基本上由如本文所定义的烟草组分和如本文所定义的气溶胶形成材料组成。在实施方式中,烟草材料由如本文所定义的烟草组分和如本文所定义的气溶胶形成材料组成。
102.造纸法再造烟草以烟草组分的按重量计10%到100%的量存在于本文所描述的烟草材料的烟草组分中。在实施方式中,造纸法再造烟草以烟草组分的按重量计10%到80%或20%到70%的量存在。在进一步实施方式中,烟草组分基本上由造纸法再造烟草组成或烟草组分由造纸法再造烟草组成。在优选实施方式中,造纸法再造烟草以烟草组分的按重量计至少10%的量存在于烟草材料的烟草组分中。例如,叶烟草可以以烟草组分的按重量
计至少10%的量存在,而烟草组分的其余部分包括造纸法再造烟草、带式流铸再造复原烟草、或带式流铸再造烟草和另一种形式的烟草(诸如,烟草颗粒)的组合。
103.造纸法再造烟草是指通过如下方法形成的烟草材料:其中用溶剂提取烟草原料以提供可溶物的提取物和包含纤维材料的残余物,并且然后通过将提取物沉积到纤维材料上而将提取物(通常在浓缩之后,并且任选地在进一步处理之后)与来自残余物的纤维材料(通常在纤维材料的精制之后,并且任选地添加一部分非烟草纤维)重新组合。重新组合过程类似于造纸过程。
104.造纸法再造烟草可以是本领域已知的任何类型的造纸法再造烟草。在具体实施方式中,造纸法再造烟草由包含烟草条、烟草茎和全叶烟草中的一种或多种的原料制成。在进一步实施方式中,造纸法再造烟草由烟草条和/或全叶烟草以及烟草茎组成的原料制成。然而,在其他实施方式中,替代地或另外地可以在原料中使用碎屑(scraps)、细粒(fines)和风选物(winnowings)。
105.可以通过本领域技术人员已知的用于制备造纸法再造烟草的方法来制备用于在本文所描述的烟草材料中使用的造纸法再造烟草。
106.图2a是包括含有胶囊的烟嘴2’的另一种制品1’的侧视截面图。图2b是图2a所示的通过其线a
‑
a’的含有胶囊的烟嘴的截面图。制品1’和含有胶囊的烟嘴2’与图1所示的制品1和烟嘴2相同,不同的是气溶胶改性剂以胶囊11的形式设置在材料本体6内(在本实例中为胶囊11的形式),并且耐油的第一塞式包裹物7’围绕材料本体6。在其他实例中,气溶胶改性剂可以以其他形式(诸如,注射到材料本体6中的材料或提供在螺纹上的材料)提供,例如携带调味剂或其他气溶胶改性剂的螺纹,其也可以布置在材料本体6内。
107.胶囊11可以包括可破裂胶囊,例如具有围绕液体有效负载的固体、易碎壳体的胶囊。在本实例中,使用单个胶囊11。包囊11完全嵌入在材料本体6内。换句话说,胶囊11完全由形成本体6的材料围绕。在其他实例中,多个可破裂胶囊可以布置在材料本体6内,例如2个、3个或更多个可破坏胶囊。材料本体6的长度可以增加以适应所需的胶囊的数量。在使用多个胶囊的实例中,单个胶囊可以彼此相同,或者可以在大小和/或胶囊有效负载方面彼此不同。在其他实例中,可以提供多个材料本体6,其中每个本体包含一个或多个胶囊。
108.胶囊11具有核
‑
壳结构。换句话说,胶囊11包括包封液体试剂(例如调味剂或其他试剂)的壳体,该液体试剂可以是在本文所描述的调味剂或气溶胶改性剂中的任一种。胶囊的壳体可以由用户破裂以将调味剂或其他试剂释放到材料本体6中。第一塞式包裹物7’可以包括阻挡涂层,以使得该塞式包裹物的材料对于胶囊11的液体有效负载是基本上不可透气的。替代地或此外,第二塞式包裹物9和/或接装纸5可以包括阻挡涂层,以便使得该塞式包裹物和/或接装纸的材料对于胶囊11的液体有效负载是基本上不可透气的。
109.在本实例中,胶囊11是球形的并且具有约3mm的直径。在其他实例中,可以使用其他形状和尺寸的胶囊。胶囊11的总重量可以在约10mg到约50mg的范围内。
110.在本实例中,胶囊11位于材料本体6内的纵向中央位置处。也就是说,胶囊11被定位成使得其中心距材料本体6的每个端4mm。在其他实例中,胶囊11可以位于材料本体6中除了纵向中心位置之外的位置处,即比上游端更靠近材料本体6的下游端,或比下游端更靠近材料本体6的上游端。优选地,烟嘴2’被配置为使得胶囊11和通气孔12在烟嘴2’中彼此纵向偏移。
111.烟嘴2’的截面示于图2b中,这是通过图2a的线a
‑
a’截取的。图2b示出胶囊11、材料本体6、第一和第二塞式包裹物7’、9以及接装纸5。在本实例中,胶囊11在烟嘴2’的纵向轴线(未示出)上居中。第一和第二塞式包裹物7’、9和接装纸5围绕材料本体6同心地布置。
112.可破裂胶囊11具有核
‑
壳结构。也就是说,包封材料或阻挡材料在包含气溶胶改性剂的核周围产生壳体。该壳结构阻碍了气溶胶改性剂在该制品1’的储存过程中的迁移,但是允许气溶胶改性剂(也称为气溶胶改良剂)在使用过程中的受控释放。
113.在一些情况下,该阻挡材料(在本文也称为包封材料)是易碎的。该胶囊被用户压碎或以其他方式断裂或破裂以释放包封的气溶胶改良剂。典型地,胶囊在加热开始之前立即破裂,但是用户可以选择何时释放该气溶胶改良剂。术语“可破裂胶囊”是指一种胶囊,其中,壳体可以通过压力破坏以释放核;更确切地说,当用户想要释放胶囊的核时,该壳体可以在由用户的手指施加的压力下破裂。
114.在一些情况下,阻挡材料是耐热的。也就是说,在一些情况下,在气溶胶提供装置的操作过程中,在到达胶囊部位的温度下,阻挡不会破裂、熔化或以其他方式失效。用作说明地,位于烟嘴中的胶囊可以暴露于例如30℃到100℃范围内的温度,并且阻挡材料可以继续保持液体核直到至少约50℃到120℃。
115.在其他情况下,胶囊在加热时释放核组合物,例如通过熔融阻挡材料或通过导致阻挡材料破裂的胶囊溶胀。
116.胶囊的总重量可以是在约1mg到约100mg、合适地约5mg到约60mg、约8mg到约50mg、约10mg到约20mg、或约12mg到约18mg的范围内。
117.核制剂的总重量可以是在约2mg到约90mg、合适地约3mg到约70mg、约5mg到约25mg、约8mg到约20mg、或约10mg到约15mg的范围内。
118.根据本发明的胶囊包含如上所描述的核和壳体。胶囊可以具有约4.5n到约40n、更优选约5n到约30n或到约28n(例如约9.8n到约24.5n)的压碎强度。当胶囊从材料本体6移除时,可以测量胶囊爆裂强度,并且使用测力仪测量胶囊在两个金属平板之间受压时爆裂的力。合适的测量装置是带有平头附件的sauter fk 50测力计,其可用于将胶囊压碎抵靠在具有类似于附件的表面的平坦、坚硬的表面。
119.胶囊可以是基本上球形的并且具有至少约0.4mm、0.6mm、0.8mm、1.0mm、2.0mm、2.5mm、2.8mm或3.0mm的直径。胶囊的直径可以小于约10.0mm、8.0mm、7.0mm、6.0mm、5.5mm、5.0mm、4.5mm、4.0mm、3.5mm或3.2mm。举例说明地,胶囊直径可以在约0.4mm到约10.0mm、约0.8mm到约6.0mm、约2.5mm到约5.5mm或约2.8mm到约3.2mm的范围内。在一些情况下,胶囊可以具有约3.0mm的直径。这些尺寸特别适合于将胶囊结合到如本文所描述的制品中。
120.在一些实施方式中,胶囊11在其最大截面面积处的截面面积小于设置有胶囊11的烟嘴2’的部分的截面面积的28%、更优选小于27%、并且还更优选小于25%。例如,对于直径为3.0mm的球形胶囊,胶囊的最大截面面积为7.07mm2。对于如本文所描述的具有21mm圆周的烟嘴2’,材料本体6具有20.8mm的外周长,并且该部件的半径将是3.31mm,对应于34.43mm2的截面面积。在该实例中,胶囊截面面积是烟嘴2’的截面面积的20.5%。作为另一实例,如果胶囊具有3.2mm的直径,则其最大截面面积为8.04mm2。在这种情况下,胶囊的截面面积将是材料本体6的截面面积的23.4%。最大截面面积小于设置有胶囊11的烟嘴2’的部分的截面面积的28%的胶囊具有这样的优点:与截面面积较大的胶囊相比,烟嘴2’的压
降减小,并且在胶囊周围留有足够的空间用于在材料本体6不会在其穿过烟嘴2’时移除显著量气溶胶的情况下使气溶胶穿过。
121.优选地,当胶囊破裂时,作为开放压降(即,通气开口打开)测量的制品上的压降或压差(也称为抽吸阻力)减少小于8mmh2o。更优选地,开放压降减少小于6mmh2o、并且更优选小于5mmh2o。这些值被测量为由制作成相同设计的至少80个制品实现的平均值。压降的这种小变化意味着,无论消费者是否选择使胶囊破裂,都可以实现产品设计的其他方面,诸如对于给定产品压降设置正确的通气水平。
122.在一些实施方式中,当气溶胶生成材料3被加热以提供气溶胶时,例如在本文所描述的不可燃气溶胶提供装置内,在使用系统生成气溶胶的过程中,胶囊所在的烟嘴2的部分达到58摄氏度到70摄氏度之间的温度。作为该温度的结果,胶囊内容物被充分加热以促进胶囊内容物(例如气溶胶改性剂)在气溶胶穿过烟嘴2时挥发到由系统形成的气溶胶中。例如,可以在胶囊11破裂之前使胶囊11的内容物变热,使得当胶囊11破裂时,其内容物更容易释放到穿过烟嘴2的气溶胶中。替代地,在胶囊11破裂之后,胶囊11的内容物可以被加热至这个温度,再次导致内容物向气溶胶中的释放增加。有利地,已经发现烟嘴温度在58摄氏度到70摄氏度的范围内足够高以使得胶囊内容物可以更容易地释放,但又足够低以使得胶囊所在的烟嘴2的部分的外表面不会达到消费者为了通过在烟嘴2上挤压使胶囊11破裂而接触的不舒适温度。
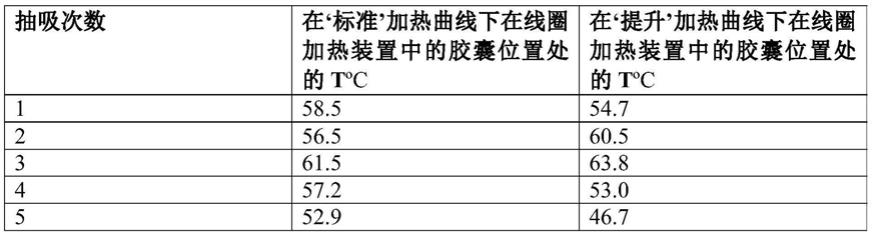
123.胶囊11位于烟嘴2的部分的温度可以使用带有穿透探针的数字温度计测量,该探针布置成使得探针通过烟嘴2的壁进入烟嘴2(形成密封以限制可能泄漏到探针周围的烟嘴中的外部空气的量),并且位于靠近胶囊11的位置。类似地,可以将温度探头放置在烟嘴2的外表面上以测量外表面的温度。
124.下表1.0示出在最初5次抽吸期间,气溶胶提供系统中使用的制品的烟嘴2中胶囊位置处的温度。当如本文参考图3至图7所描述的线圈加热装置使用“标准”加热曲线加热制品时,提供数据,并且当使用相同装置使用“提升”加热曲线加热相同制品时,提供数据。
‘
提升’加热曲线是用户可选择的并且允许实现更高的加热温度。
125.如表1.0中所示,在胶囊11位置处的烟嘴2的温度在“标准”加热曲线下达到61.5℃的最大温度,在“提升”加热曲线下达到63.8℃的最大温度。已发现,相对于帮助挥发胶囊11的内容物同时保持烟嘴2的合适的外表面温度,在58℃到70℃的范围内、优选在59℃到65℃的范围内、并且更优选在60℃到65℃的范围内的最大温度是特别有利的。
[0126][0127]
表1.0
[0128]
胶囊11可通过施加到烟嘴2的外力而破裂,例如通过消费者使用他们的手指或其他机构来挤压烟嘴2。如上所描述,在使用气溶胶提供系统以生成气溶胶过程中,胶囊所在
的烟嘴的部分布置成达到大于58℃的温度。优选地,当胶囊11位于烟嘴2内时并且在气溶胶生成材料3加热之前,胶囊11的爆裂强度在1500克力到4000克力之间。优选地,当胶囊11位于烟嘴2内并且在使用气溶胶提供系统生成气溶胶的30秒内时,胶囊11的爆裂强度在1000克力到4000克力之间。因此,尽管胶囊11经受高于58℃(例如在58℃到70℃之间)的温度,但胶囊能够将爆裂强度维持在已经被发现能够使胶囊11易于被消费者压碎的范围内,同时为消费者提供胶囊11已经被破坏的足够的触觉反馈。保持这样的爆裂强度是通过选择用于如在本文所描述的胶囊的适当胶凝剂(诸如,多糖,包括例如阿拉伯树胶、结兰胶、金合欢树胶、黄原胶或角叉菜胶)单独地或与明胶组合来实现。此外,应选择胶囊壳体的合适壁厚。
[0129]
适合地,当胶囊位于在烟嘴内并且在加热气溶胶生成材料之前,胶囊的爆裂强度是在2000克力到3500克力之间、或在2500克力到3500克力之间。适合地,当胶囊位于烟嘴内并且在使用系统生成气溶胶的30s内时,胶囊的爆裂强度是在1500克力到4000克力之间、或在1750克力到3000克力之间。在一个实例中,当胶囊位于烟嘴内并且在加热气溶胶生成材料之前,胶囊的平均爆裂强度是约3175克力,并且当胶囊位于烟嘴内并且在使用系统生成气溶胶的30s内时,胶囊的平均爆裂强度是约2345克力。
[0130]
可以使用测力仪器(诸如,质地分析仪)测试胶囊的破裂强度。对于本发明的爆裂强度,使用带有6mm直径的圆形金属探针的ta.xtplus型质构分析仪,该探针具有以胶囊位置为中心的6mm直径(即距离烟嘴2的嘴端12mm)。探针的测试速度是0.3mm/秒,而使用5.00mm/秒的测试前速度和10mm/秒的测试后速度。所用力是5000g。使用borgwaldt a14注射器驱动单元遵循已知的加拿大卫生部强力抽吸方案(每30秒施加持续2秒的55ml抽吸体积)使用标准测试设备拉伸测试的制品。使用该抽吸方案进行三次抽吸,并且在第三次抽吸的30秒内测量胶囊爆裂强度。所测试的制品等效于图1a和图1b中所示出的并且在以下进一步详细描述的制品1,除了在嘴端处提供8mm的中空管状元件4,该中空管状元件由粘附在一起的两层纸形成,每层纸平行地缠绕邻接的接缝并且具有300μm的总厚度。该胶囊是直径为3mm的胶囊,位于8mm长的醋酸纤维素丝束本体内,该醋酸纤维素丝束具有9.5y12,000的丝束规格和目标9%三乙酸甘油酯增塑剂。
[0131]
阻挡材料可以包括胶凝剂、膨胀剂、缓冲剂、着色剂和增塑剂中的一种或多种。
[0132]
适合地,胶凝剂可以是例如多糖或纤维素胶凝剂、明胶、树胶、凝胶、蜡或它们的混合物。合适的多糖包括藻酸盐、葡聚糖、麦芽糖糊精、环糊精、以及果胶。合适的藻酸盐包括例如海藻酸盐、酯化的海藻酸盐或海藻酸甘油酯。海藻酸盐包括海藻酸铵、海藻酸三乙醇胺和i或ii族金属离子海藻酸盐(诸如,海藻酸钠、海藻酸钾、海藻酸钙和海藻酸镁)。酯化的海藻酸盐包括海藻酸丙二醇酯和海藻酸甘油酯。在实施方式中,阻挡材料是海藻酸钠和/或海藻酸钙。合适的纤维素材料包括甲基纤维素、乙基纤维素、羟乙基纤维素、羟丙基纤维素、羧甲基纤维素、乙酸纤维素、以及纤维素醚。胶凝剂可以包括一种或多种改性淀粉。胶凝剂可以包括角叉菜胶。合适的树胶包括琼脂、结兰胶(gellan gum)、阿拉伯树胶、普鲁兰胶(pullulan gum)、甘露聚糖胶、印度树胶(gum ghatti)、黄蓍胶、梧桐树胶(karaya)、刺槐豆胶、金合欢树胶(acacia gum)、瓜尔胶、榅桲籽、以及黄原胶。合适的凝胶包括琼脂、琼脂糖、角叉菜胶、褐藻糖胶和帚叉藻聚糖胶(furcellaran)。合适的蜡包括巴西棕榈蜡。在一些情况下,该胶凝剂可以包括角叉菜胶和/或结兰胶;这些胶凝剂特别适合于作为胶凝剂被包括,因为使所得胶囊破裂所需的压力是特别适合的。
[0133]
阻挡材料可以包括一种或多种膨胀剂,诸如淀粉、改性淀粉(诸如,氧化淀粉)和糖醇(诸如,麦芽糖醇)。
[0134]
阻挡材料可以包括着色剂,该着色剂使得在气溶胶生成装置的制造过程中胶囊在气溶胶生成装置内更容易定位。着色剂优选地选自染色剂和颜料。
[0135]
阻挡材料还可以包含至少一种缓冲剂(诸如,柠檬酸盐或磷酸盐化合物)。
[0136]
阻挡材料还可以包含至少一种增塑剂,该增塑剂可以是甘油、山梨糖醇、麦芽糖醇、三乙酸甘油酯、聚乙二醇、丙二醇或具有增塑特性的另一种多元醇、以及任选地一元酸、二酸或三酸类型的一种酸(尤其是柠檬酸、富马酸、苹果酸等)。增塑剂的量在壳体的总干重的按重量计在1%到30%之间、优选按重量计在2%到15%之间、甚至更优选按重量计在3%到10%之间的范围。
[0137]
阻挡材料还可以包含一种或多种填充剂材料。适合的填充剂材料包括淀粉衍生物(诸如,糊精、麦芽糊精、环糊精(α、β或γ))、或纤维素衍生物(诸如,羟丙基甲基纤维素(hpmc)、羟丙基纤维素(hpc)、甲基纤维素(mc)、羧甲基纤维素(cmc)、聚乙烯醇、多元醇或它们的混合物)。糊精是优选的填充剂。壳体中的填充剂的量是壳体的总干重的按重量计最多98.5%、优选从25%到95%、更优选从40%到80%、并且甚至更优选从50%到60%。
[0138]
胶囊壳体可以另外包含疏水外层,其降低胶囊对水分诱导降解的敏感性。该疏水外层适当地选自包括以下的组:蜡、尤其是巴西棕榈蜡、烛台蜡或蜂蜡、碳蜡、虫胶(在酒精或水溶液中)、乙基纤维素、羟丙基甲基纤维素、羟丙基纤维素、乳液组合物、聚乙烯醇或它们的组合。更优选地,至少一种防潮剂是乙基纤维素或乙基纤维素与虫胶的混合物。
[0139]
胶囊核包含气溶胶改良剂。这种气溶胶改良剂可以是改变气溶胶的至少一种特性的任何挥发性物质。例如,气溶胶物质可以改变ph、感官特性、含水量、递送特征或香味。在一些情况下,该气溶胶改良剂可以选自酸、碱、水或调味剂。在一些实施方式中,气溶胶改良剂包括一种或多种调味剂。
[0140]
调味剂可以合适地是甘草、玫瑰油、香草、柠檬油、橙油、薄荷香料、合适地是薄荷醇和/或来自薄荷属任何物种的薄荷油(诸如,薄荷油和/或留兰香油、或薰衣草、茴香或茴芹)。
[0141]
在一些情况下,调味剂包括薄荷醇。
[0142]
在一些情况下,胶囊可以包含至少约25%w/w调味剂(基于胶囊的总重量)、合适地至少约30%w/w调味剂、35%w/w调味剂、40%w/w调味剂、45%w/w调味剂、或50%w/w调味剂。
[0143]
在一些情况下,核可以包含至少约25%w/w调味剂(基于核的总重量)、合适地至少约30%w/w调味剂、35%w/w调味剂、40%w/w调味剂、45%w/w调味剂、或50%w/w调味剂。在一些情况下,核可以包含小于或等于约75%w/w调味剂(基于核的总重量)、合适地小于或等于约65%w/w调味剂、55%w/w调味剂、或50%w/w调味剂。用作说明地,胶囊可以包括25%
‑
75%w/w(基于核的总重量)、约35%
‑
60%w/w或约40%
‑
55%w/w范围内的量的调味剂。
[0144]
胶囊可以包括至少约2mg、3mg或4mg的气溶胶改良剂、合适地至少约4.5mg的气溶胶改良剂、5mg的气溶胶改良剂、5.5mg的气溶胶改良剂或6mg的气溶胶改良剂。
[0145]
在一些情况下,消耗品包括至少约7mg的气溶胶改良剂、合适地至少约8mg的气溶胶改良剂、10mg的气溶胶改良剂、12mg的气溶胶改良剂、或15mg的气溶胶改良剂。核还可以
包含溶解气溶胶改良剂的溶剂。
[0146]
可以使用任何合适的溶剂。
[0147]
当气溶胶改良剂包含调味剂时,溶剂可以适当地包含短链或中链脂肪和油。例如,该溶剂可以包括甘油的三酯(诸如,c2
‑
c12甘油三酯、合适地c6
‑
c10甘油三酯或c5
‑
c12甘油三酯)。例如,该溶剂可以包括中链甘油三酯(mct
‑
c8
‑
c12),其可以衍生自棕榈油和/或椰子油。
[0148]
酯可以用辛酸和/或癸酸形成。例如,溶剂可以包括中链甘油三酯,其为辛酸甘油三酯和/或癸酸甘油三酯。例如,溶剂可以包括cas登记表中编号73398
‑
61
‑
5、65381
‑
09
‑
1、85409
‑
09
‑
2所标识的化合物。此类中链甘油三酯是无臭无味的。
[0149]
溶剂的亲水亲油平衡值(hlb)可以在9到13、适当地10到12的范围内。制备胶囊的方法包括共挤出,任选地随后离心和固化和/或干燥。wo 2007/010407 a2的内容通过引用以其全文结合。
[0150]
在以上描述的实例中,烟嘴2、2’各自包括单一材料本体6。在其他实施方式中,图1或图2a和图2b的烟嘴可以包括多个材料本体。烟嘴2、2’可以包括材料本体之间的腔体。
[0151]
在一些实例中,气溶胶生成材料3下游的烟嘴2、2’可以包括包裹物,例如第一或第二塞式包裹物7、9或接装纸5,该接装纸或接装纸包括如在本文所描述的气溶胶改性剂或其他感觉材料。气溶胶改性剂可以被布置在烟嘴包裹物的面向内或面向外的表面上。例如,气溶胶改性剂或其他感觉材料可以被提供在包裹物的区域上(诸如,接装纸5的面向外的表面),该气溶胶改性剂或其他感觉材料在使用过程中与消费者的唇部相接触。通过将该气溶胶改性剂或其他感觉材料布置在烟嘴包裹物的面向外的表面上,该气溶胶改性剂或其他感觉材料可以在使用过程中被转移到消费者的唇部。在使用制品的过程中,将气溶胶改性剂或其他感觉材料转移到消费者的唇部可以改变由气溶胶生成基底3生成的气溶胶的感官性质(例如味道)或者为消费者提供替代的感官体验。例如,气溶胶改性剂或其他感觉材料可以将调味料赋予由气溶胶生成基底3生成的气溶胶。气溶胶改性剂或其他感觉材料可以至少部分地可溶于水中,使得它经由消费者的唾液被转移到用户。气溶胶改性剂或其他感觉材料可以是由气溶胶提供系统生成的热量而挥发的气溶胶改性剂或其他感觉材料。这可以促进气溶胶改性剂向由气溶胶生成基底3生成的气溶胶的转移。合适的感觉材料可以是如本文所描述的调味料、三氯蔗糖或凉味剂(诸如,薄荷醇或类似物)。
[0152]
使用不可燃气溶胶提供装置来加热在本文所描述的制品1、1’的气溶胶生成材料3。该不可燃气溶胶提供装置优选地包括线圈,因为已经发现这与其他布置相比使得能够改进到制品1、1’的热传递。
[0153]
在一些实例中,线圈被配置为在使用中引起至少一个导电加热元件的加热,使得热能从至少一个导电加热元件传导至气溶胶生成材料,以由此引起气溶胶生成材料的加热。
[0154]
在一些实例中,线圈被配置为在使用中生成用于穿透至少一个加热元件的变化磁场,以由此引起至少一个加热元件的感应加热和/或磁滞加热。在这种布置中,这个或每个加热元件可以被称为如在本文所定义的“感受器”。被配置为在使用中生成用于穿透至少一个导电加热元件的变化磁场以由此引起至少一个导电加热元件的感应加热的线圈可以被称为“感应线圈”或“电感线圈”。
[0155]
装置可以包括加热元件,例如导电加热元件,并且该加热元件可以相对于线圈适当地定位或可定位,以实现加热元件的这种加热。加热元件可以处于相对于线圈的固定位置。替代地,或者,至少一个加热元件(例如至少一个导电加热元件)可以包括在制品1、1’中,用于插入到装置的加热区中,其中,制品1、1’还包括气溶胶生成材料3并且在使用之后从加热区域中是可去除的。替代地,装置和这种制品1、1’两者可以包括至少一个对应的加热元件,例如至少一个导电加热元件,并且该线圈可以用于在制品处于加热区中时引起装置和制品中的每一者的加热元件的加热。
[0156]
在一些实例中,线圈是螺旋形的。在一些实例中,线圈环绕被配置为接收气溶胶生成材料的装置的加热区的至少一部分。在一些实例中,线圈是环绕加热区的至少一部分的螺旋线圈。
[0157]
在一些实例中,装置包括至少部分地围绕加热区的导电加热元件,并且线圈是围绕导电加热元件的至少一部分的螺旋线圈。在一些实例中,导电加热元件是管状的。在一些实例中,线圈是电感线圈。
[0158]
在一些实例中,线圈的使用使得不可燃气溶胶提供装置能够比非线圈气溶胶提供装置更快地达到操作温度。例如,包括如上所描述的线圈的不可燃气溶胶提供装置可以达到操作温度,使得可以在从启动装置加热程序起的小于30秒内、更优选地在小于25秒内提供第一次抽吸。在一些实例中,装置可以在从装置加热程序开始约20秒内达到操作温度。
[0159]
已发现在装置中使用如本文所描述的线圈以引起气溶胶生成材料的加热增强了所产生的气溶胶。例如,消费者报道说,与由其他不可燃气溶胶提供系统产生的气溶胶相比,由包括诸如本文所描述的线圈的装置生成的气溶胶在感官上更接近工厂制造的香烟(fmc)产品中生成的气溶胶。不希望受理论束缚,假设这是使用线圈时达到所需加热温度的时间减少、使用线圈时可达到的较高加热温度和/或线圈使此类系统能够同时加热相对大体积的气溶胶生成材料,从而产生类似于fmc气溶胶温度的气溶胶温度的事实的结果。在fmc产品中,燃烧的煤生成热的气溶胶,当该气溶胶被抽吸穿过杆时,该热的气溶胶加热煤后面的烟杆中的烟草。这种热气溶胶应理解为从燃烧煤后面的杆中的烟草释放调味料化合物。包括如在本文所描述的线圈的装置被认为还能够加热气溶胶生成材料(如在本文所描述的烟草材料)以释放调味料化合物,从而产生已经被报道更接近地类似于fmc气溶胶的气溶胶。
[0160]
使用包括如在本文所描述的线圈的气溶胶提供系统,例如将至少一些气溶胶生成材料加热到至少200℃、更优选地至少220℃的感应线圈可以使得能够从气溶胶生成材料生成气溶胶,该气溶胶生成材料具有被认为更接近类似于fmc产品的特征的特定特征。例如,当使用被加热到至少250℃的感应加热器来加热气溶胶生成材料(包括尼古丁)持续两秒的时间段时,在该时间段期间在至少1.50l/m的气流下,已经观察到以下特征中的一项或多项:
[0161]
至少10μg的尼古丁从气溶胶生成材料雾化;
[0162]
气溶胶形成材料的所生成的气溶胶与尼古丁的重量比是至少约2.5:1、合适地至少8.5:1;
[0163]
至少100μg的气溶胶形成材料可以从气溶胶生成材料雾化;
[0164]
所生成的气溶胶中的平均颗粒或液滴大小小于约1000nm;以及
[0165]
该气溶胶密度是至少0.1μg/cc。
[0166]
在一些情况下,在该时间段期间在至少1.50l/m的气流下,至少10μg的尼古丁、合适地至少30μg或40μg的尼古丁从气溶胶生成材料雾化。在一些情况下,在该时间段期间在至少1.50l/m的气流下,小于约200μg、合适地小于约150μg或小于约125μg的尼古丁。
[0167]
在一些情况下,气溶胶包含至少100μg的气溶胶形成材料,在该时间段期间,适合地至少200μg、500μg或1mg的气溶胶形成材料在至少1.50l/m的气流下从气溶胶生成材料雾化。适合地,气溶胶形成材料可以包含甘油或由其组成。
[0168]
如在本文所定义的,术语“平均粒径或液滴尺寸”是指气溶胶的固体组分或液体组分(即,悬浮在气体中的组分)的平均尺寸。当气溶胶包含悬浮的液滴和悬浮的固体颗粒时,该术语是指所有组分一起的平均尺寸。
[0169]
在一些情况下,所生成的气溶胶中的平均颗粒或液滴尺寸可以小于约900nm、800nm、700nm、600nm、500nm、450nm或400nm。在一些情况下,平均颗粒或液滴尺寸可以大于约25nm、50nm或100nm。
[0170]
在一些情况下,在该时间段期间,所生成的气溶胶密度是至少0.1μg/cc。在一些情况下,气溶胶密度是至少0.2μg/cc、0.3μg/cc或0.4μg/cc。在一些情况下,气溶胶密度小于约2.5μg/cc、2.0μg/cc、1.5μg/cc或1.0μg/cc。
[0171]
不可燃气溶胶提供装置优选地被布置成将制品1、1’的气溶胶生成材料3加热到至少160℃的最大温度。优选地,该不可燃气溶胶提供装置被布置成在不可燃气溶胶提供装置之后的加热过程期间将制品1、1’的气溶胶形成材料3加热到至少约200℃、或至少约22℃、或至少约240℃、更优选地至少约270℃的最大温度至少一次。
[0172]
使用包括如在本文描述的线圈(例如将至少一些气溶胶生成材料加热到至少200℃、更优选地至少220℃的感应线圈)的气溶胶提供系统,可以使得能够在如在本文描述的制品1、1’中从气溶胶生成材料生成气溶胶,该制品在气溶胶离开烟嘴2、2’的嘴端时具有比先前装置更高的温度,从而有助于生成被认为更接近fmc产品的气溶胶。例如,制品1、1’的嘴端处测量的最大气溶胶温度可以优选大于50℃、更优选大于55℃、并且再更优选大于56℃或57℃。附加地或替代地,在制品1、1’的嘴端处测量的最大气溶胶温度可以小于62℃、更优选小于60℃、并且更优选小于59℃。在一些实施方式中,在制品1、1’的嘴端处测量的最大气溶胶温度可以优选在50℃到62℃之间、更优选在56℃到60℃之间。
[0173]
图3示出用于从气溶胶生成介质/材料(例如在本文所描述的制品1、1’的气溶胶生成材料3)生成气溶胶的不可燃气溶胶提供装置100的实例。概括地说,装置100可以用于加热包括气溶胶生成介质的可更换制品110(例如本文所描述的制品1、1’),以生成气溶胶或其他由装置100的用户吸入的可吸入介质。装置100和可更换制品110一起形成系统。
[0174]
装置100包括外壳102(以外罩的形式),该外罩围绕并且容纳装置100的不同部件。装置100在一端具有开口104,制品110可以通过该开口插入用于通过加热组件进行加热。在使用中,制品110可以完全或部分地插入加热组件中,其中它可以由加热器组件的一个或多个部件加热。
[0175]
该实例的装置100包括包含盖108的第一端构件106,当没有制品110处于适当位置时,该盖可相对于第一端构件106移动以关闭开口104。在图3中,盖108被示出为处于打开配置中,然而盖108可以移动到关闭配置中。例如,用户可以致使盖108在箭头“b”的方向上滑
动。
[0176]
装置100还可以包括用户可操作的控制元件112(诸如,按钮或开关),其在被按压时操作装置100。例如,用户可以通过操作开关112来接通装置100。
[0177]
装置100还可以包括电气部件(诸如,插座/端口114),其可以接收电缆以对装置100的电池充电。例如,插座114可以是充电端口,诸如usb充电端口。
[0178]
图4示出图3的装置100,其中外罩102被移除并且没有制品110存在。装置100限定纵向轴线134。
[0179]
如图4所示,第一端构件106布置在装置100的一端,并且第二端构件116布置在装置100的相对端。第一端构件106和第二端构件116一起至少部分地限定装置100的端表面。例如,第二端构件116的底表面至少部分地限定装置100的底表面。外罩102的边缘还可以限定端表面的一部分。在这个实例中,盖108还限定了装置100的顶表面的一部分。
[0180]
装置的最靠近开口104的端可以被称为装置100的近端(或嘴端),因为在使用中其最靠近用户的嘴部。在使用中,用户将制品110插入开口104中,操作用户控件112以开始加热气溶胶生成材料并且抽吸在装置中生成的气溶胶。这导致气溶胶沿流动路径朝向装置100的近端流动通过装置100。
[0181]
该装置的最远离开口104的另一端可以被称为装置100的远端,因为在使用中其是最远离用户的嘴部的一端。当用户抽吸在装置中生成的气溶胶时,该气溶胶流动离开装置100的远端。
[0182]
装置100还包括电源118。电源118可以是例如电池(诸如,可再充电电池或不可再充电电池)。合适的电池的实例包括例如锂电池(诸如,锂离子电池)、镍电池(诸如,镍
‑
镉电池)和碱电池。电池被电耦合到加热组件以在需要时和在控制器(未示出)的控制下供应电力以加热气溶胶生成材料。在该实例中,电池被连接到中央支撑件120上,该中央支撑件将电池118保持在适当位置。
[0183]
该装置还包括至少一个电子模块122。电子模块122可以包括例如印刷电路板(pcb)。pcb 122可以支撑至少一个控制器(诸如,处理器和存储器)。pcb 122还可以包括用于将装置100的不同电子部件电连接在一起的一个或多个电迹线。例如,电池端子可以电连接至pcb 122,使得电力可以分布在整个装置100中。插座114还可以经由电轨道电耦合到电池。
[0184]
在示例设备100中,加热组件是感应加热组件,并且包括用于经由感应加热过程加热制品110的气溶胶生成材料的不同部件。感应加热是通过电磁感应加热导电物体(诸如,感受器)的过程。感应加热组件可以包括感应元件(例如,一个或多个电感线圈)和用于使变化电流(诸如,交流电流)穿过感应元件的装置。感应元件中的变化电流产生变化磁场。变化磁场穿透相对于感应元件适当定位的感受器,并且在感受器内部生成涡流。感受器具有针对涡流的电阻,并且因此针对此电阻的涡流的流动致使感受器被焦耳加热进行加热。在感受器包括铁磁材料(诸如,铁、镍或钴)的情况下,热量也可以由感受器中的磁滞损耗生成,即由于磁偶极子与变化磁场对齐而导致磁材料中磁偶极子的变化取向。在感应加热中,与例如通过传导的加热相比,在感受器内部生成热量,从而允许快速加热。此外,感应加热器与感受器之间不需要任何物理接触,从而允许构造和应用的自由度提高。
[0185]
示例装置100的感应加热组件包括感受器布置132(在本文被称为“感受器”)、第一
电感线圈124和第二电感线圈126。第一和第二电感线圈124、126由导电材料制成。在该实例中,第一和第二电感线圈124、126由利兹线/电缆制成,该利兹线/电缆以螺旋方式缠绕以提供螺旋电感线圈124、126。利兹线包括多个单独的线,这些单独的线被单独地绝缘并且被扭绞在一起以形成单个线。利兹线被设计成减少导体中的趋肤效应损失。在示例装置100中,第一电感线圈124和第二电感线圈126由具有矩形截面的铜利兹线制成。在其他实例中,利兹线可以具有其他形状的截面(诸如,圆形)。
[0186]
第一电感线圈124被配置为生成用于加热感受器132的第一区段的第一变化磁场,并且第二电感线圈126被配置为生成用于加热感受器132的第二区段的第二变化磁场。在此实例中,第一电感线圈124在沿装置100的纵向轴线134的方向上邻近于第二电感线圈126(即,第一和第二电感线圈124、126不重叠)。感受器布置132可以包括单个感受器、或者两个或更多个分离的感受器。第一电感线圈124和第二电感线圈126的端130可以连接到pcb 122。
[0187]
将领会,在一些实例中,第一和第二电感线圈124、126可以具有彼此不同的至少一个特性。例如,第一电感线圈124可以具有不同于第二电感线圈126的至少一个特性。更具体来说,在一个实例中,第一电感线圈124可以具有与第二电感线圈126不同的电感值。在图4中,第一和第二电感线圈124、126具有不同的长度,使得第一电感线圈124缠绕在感受器132的比第二电感线圈126更小的区段上。由此,第一电感线圈124可以包括与第二电感线圈126不同数目的匝数(假定各个匝之间的间距实质上相同)。在又一实例中,第一电感线圈124可以由不同于第二电感线圈126的材料制成。在一些实例中,第一和第二电感线圈124、126可以基本相同。
[0188]
在此实例中,第一电感线圈124和第二电感线圈126在相反方向上缠绕。这在电感线圈在不同时间活动时可能是有用的。例如,最初,第一电感线圈124可以工作以加热制品110的第一区段/部分,并且在稍后的时间,第二电感线圈126可以工作以加热制品110的第二区段/部分。在相反方向上缠绕线圈有助于减少当与特定类型的控制电路结合使用时在不活动线圈中感应的电流。在图4中,第一电感线圈124是右手螺旋,并且第二电感线圈126是左手螺旋。然而,在另一实施方式中,电感线圈124、126可以在相同方向上缠绕,或者第一电感线圈124可以是左手螺旋并且第二电感线圈126可以是右手螺旋。
[0189]
该实例的感受器132是中空的,并且因此限定在其内接收气溶胶生成材料的容器。例如,可以将制品110插入到感受器132中。在此实例中,感受器120是管状的,具有圆形截面。
[0190]
感受器132可以由一种或多种材料制成。优选地,感受器132包含具有镍或钴的涂层的碳钢。
[0191]
在一些实例中,感受器132可以包括至少两种材料,该至少两种材料能够以两种不同频率被加热用于选择性地雾化至少两种材料。例如,感受器132的第一区段(由第一电感线圈124加热)可以包括第一材料,并且感受器132的第二区段(由第二电感线圈126加热)可以包括不同的第二材料。在另一实例中,第一区段可以包含第一材料和第二材料,其中第一材料和第二材料可以基于第一电感线圈124的操作而被不同地加热。第一材料与第二材料可以沿由感受器132所界定的轴线相邻,或可以在感受器132内形成不同层。类似地,第二区段可以包括第三材料和第四材料,其中第三材料和第四材料可以基于第二电感线圈126的
操作而被不同地加热。第三材料与第四材料可以沿由感受器132所界定的轴线相邻,或可以在感受器132内形成不同层。例如,第三材料可以与第一材料相同,并且第四材料可以与第二材料相同。替代地,每种材料可以是不同的。感受器可以包含例如碳钢或铝。
[0192]
图4的装置100还包括绝缘构件128,该绝缘构件可以是基本上管状的并且至少部分围绕感受器132。例如,绝缘构件128可以由任何绝缘材料(诸如,塑料)构成。在该具体实例中,绝缘构件由聚醚醚酮(peek)构成。绝缘构件128可以帮助将装置100的各种部件与在感受器132中生成的热量绝缘。
[0193]
绝缘构件128还可以完全或部分地支撑第一和第二电感线圈124、126。例如,如图4所示,第一和第二电感线圈124、126位于绝缘构件128周围并且与绝缘构件128的径向向外表面接触。在一些实例中,绝缘构件128不邻接第一和第二电感线圈124、126。例如,在绝缘构件128的外表面与第一和第二感应线圈124、126的内表面之间可以存在小间隙。
[0194]
在具体实例中,感受器132、绝缘构件128以及第一和第二电感线圈124、126以感受器132的中心纵轴为中心同轴。
[0195]
图5示出装置100的局部截面的侧视图。在该实例中存在外罩102。第一和第二电感线圈124、126的矩形截面形状更清晰可见。
[0196]
装置100还包括支撑件136,该支撑件接合感受器132的一端以将感受器132保持在适当位置。支撑件136连接到第二端构件116。
[0197]
装置还可以包括与控制元件112相关联的第二印刷电路板138。
[0198]
装置100还包括朝向装置100的远端布置的第二盖/帽140和弹簧142。弹簧142允许第二盖140打开,以提供通向感受器132的通路。用户可以打开第二盖140以清洁感受器132及/或支撑件136。
[0199]
装置100还包括膨胀室144,该膨胀室远离感受器132的近端朝向装置的开口104延伸。至少部分地位于膨胀室144内的是保持夹146,以在制品110被容纳在装置100内时邻接并且保持制品110。膨胀室144连接到端构件106。
[0200]
图6是图5的装置100的分解图,其中省略了外罩102。
[0201]
图7a示出图5的装置100的一部分的截面。图7b示出图7a的区域的特写图。图7a和图7b示出被容纳在感受器132内的制品110,其中制品110的尺寸被确定成使得制品110的外表面邻接感受器132的内表面。这确保了加热是最有效的。该实施方式的制品110包括气溶胶生成材料110a。气溶胶生成材料110a被定位在感受器132内。制品110还可以包括其他部件(诸如,过滤器、包装材料和/或冷却结构)。
[0202]
图7b示出感受器132的外表面与电感线圈124、126的内表面间隔距离150,该距离是沿垂直于感受器132的纵向轴线158的方向测量的。在特定实例中,距离150是约3mm到4mm、约3mm到3.5mm、或约3.25mm。
[0203]
图7b进一步示出绝缘构件128的外表面与电感线圈124、126的内表面间隔距离152,该距离是沿垂直于感受器132的纵向轴线158的方向测量的。在一个特定实例中,距离152是约0.05mm。在另一实例中,距离152基本上是0mm,使得电感线圈124、126邻接并且接触绝缘构件128。
[0204]
在一个实例中,感受器132具有约0.025mm到1mm、或约0.05mm的壁厚154。
[0205]
在一个实例中,感受器132具有约40mm到60mm、约40mm到45mm、或约44.5mm的长度。
[0206]
在一个实例中,绝缘构件128具有约0.25mm到2mm、0.25mm到1mm、或约0.5mm的壁厚156。
[0207]
在使用中,在本文所描述的制品1、1’可以插入不可燃气溶胶提供装置(诸如,参见图3至图7所描述的装置100)中。制品1、1’的烟嘴2、2’的至少一部分从不可燃气溶胶提供装置100突出并且可以被放置到用户的嘴部中。通过使用装置100加热气溶胶生成材料3来产生气溶胶。由气溶胶生成材料3产生的气溶胶穿过烟嘴2到达用户的嘴部。
[0208]
例如当与不可燃气溶胶提供装置(例如参见图3至7所描述的装置100)一起使用时,在本文所描述的制品1、1’具有特别的优点。特别地,令人惊讶地发现由丝状丝束形成的第一管状元件4对制品1、1’的烟嘴2的外表面的温度具有显著的影响。例如,在由丝状丝束形成的中空管状元件4被包裹在外部包裹物(例如接装纸5)中的情况下,已发现在对应于中空管状元件4的位置的纵向位置处的外部包裹物的外表面在使用过程中达到小于42℃、合适地小于40℃并且更合适地小于38℃或小于36℃的最大温度。
[0209]
下表2.0示出当使用在本文参见图3至图7所描述的装置100加热时,如在本文参见图1所描述的制品1的外表面的温度。第一、第二和第三温度测量探针被用作沿制品1的烟嘴2的相应第一、第二和第三位置。第一位置(在表2.0中编号为位置1)与烟嘴2的下游端2b相距4mm,第二位置(在表2.0中编号为位置2)与烟嘴2的下游端2b相距8mm,并且第三位置(在表2.0中编号为位置3)与烟嘴2的下游端2b相距12mm。
[0210]
因此,第一位置位于烟嘴2的布置有第一管状元件4的部分的外表面上,而第二位置和第三位置位于烟嘴2的布置有材料本体6的部分的外表面上。
[0211]
测试对照制品以与本文所描述的丝状丝束管状元件4进行比较,并且使用已知的螺旋缠绕纸管代替丝状丝束管状元件4,螺旋缠绕纸管具有与本文所描述的第二中空管状元件8相同的构造,但是长度为6mm而不是25mm。
[0212]
对制品上的前5次抽吸进行测试,因为到第5次抽吸温度总体上已经达到峰值并且开始下降,使得可以观察到近似的最大温度。每个样品测试5次,并且所提供的温度是这5次测试的平均值。使用标准测试设备应用已知的加拿大卫生部强力抽吸方案(每30秒施加持续2秒的55ml抽吸体积)。
[0213]
如下表所示,令人惊讶地发现,与对照制品相比,在每次抽吸中和在烟嘴2上的每个测试位置处,使用由丝状丝束形成的管状元件4降低了烟嘴2的外表面温度。由丝状丝束形成的管状元件4在降低第一探头位置处的温度方面特别有效,其中当使用制品1时,消费者的唇部将被定位在第一探头位置处。特别地,在第一探针位置处的烟嘴2的外表面的温度在前3次抽吸中降低7℃以上,并且在第四次和第五次抽吸中降低5℃以上。
[0214][0215]
表2.0
[0216]
图8示出制造用于在不可燃气溶胶提供系统中使用的制品的方法。在步骤s101,将
气溶胶生成材料的第一部分和第二部分(各自包括气溶胶形成材料)定位成邻近烟嘴杆的相应的第一纵向端和第二纵向端,烟嘴杆包括由布置在第一端与第二端之间的丝状丝束形成的中空管状元件杆。在本实例中,中空管状元件杆包括布置在相应的第一和第二材料本体6之间的双倍长度的第一中空管状元件4。在每个材料本体6的外端被定位有相应第二管状元件8,并且气溶胶生成材料的第一部分和第二部分定位在这些第二管状元件8的外端附近。烟嘴杆被包裹在本文所描述的第二塞式包裹物中。
[0217]
在步骤s102,将气溶胶生成材料的第一部分和第二部分连接到烟嘴杆。在本实例中,这通过将如在本文所描述的接装纸5缠绕在烟嘴杆和气溶胶生成材料3的每个部分的至少一部分周围来进行。在本实例中,接装纸5在气溶胶生成材料3中的每一部分的外表面上纵向地延伸约5mm。
[0218]
在步骤s103,将中空管状元件杆切割以形成第一制品和第二制品,每个制品包括烟嘴,该烟嘴包括位于烟嘴的下游端处的中空管状元件杆的部分。在本实例中,烟嘴杆的双倍长度第一中空管状元件4在沿其长度的约一半的位置处被切割,以形成第一和第二基本相同的制品。
[0219]
本文描述的各种实施方式仅用于帮助理解和教导所要求保护的特征。这些实施方式仅作为实施方式的代表性样本提供,并且不是穷举的和/或排他性的。应该理解的是,本文描述的优点、实施方式、实例、功能、特征、结构和/或其他方面不被认为是对由权利要求或权利要求的等同物限定的本发明的范围的限制,并且可以使用其他实施例并且可以进行修改而不背离要求保护的发明的范围。除了本文具体描述的那些之外,本发明的各种实施方式可以适当地包括所公开的元件、部件、特征、零件、步骤、装置等的适当的组合,由或基本上由所公开的元件、部件、特征、零件、步骤、装置等的适当的组合组成。此外,本公开可以包括在本文中没有要求保护的、然而可以在将来要求保护的其他发明。