1.本实用新型涉及卷烟制造领域,更具体地,涉及一种烟枪入口锥。
背景技术:
2.烟条卷制成形机构是卷烟机完成卷烟生产过程中卷制工艺的重要机构之一,主要包括翼板、压丝轮、烟舌、烟枪入口锥、小压板和大压板。
3.工作时,卷烟纸通过布带带动向前运行,翼板内的吸丝带吸附烟丝与布带及卷烟纸同步运行。在布带的带动下,卷烟纸承接着来自翼板经铲刀铲下的烟丝,进入卷制成形通道。卷烟成形通道由烟枪入口锥、烟舌、小压板和大压板构成,在卷烟成形通道的约束下,布带、卷烟纸和烟丝逐渐被约束为圆形,并先后完成三次压缩膨胀,截面几何形状由大变小,接近于烟条直径。
4.由于烟枪入口锥上的烟枪通道同时与烟舌、小压板和大压板配合形成卷烟成形通道,因此烟枪通道的形状对烟丝成形极为重要。现有的烟枪入口锥上的烟枪通道容易导致布带受力不均,造成布带磨损、卷烟纸褶皱的后果。
5.因此,如何提供一种可保持布带受力的均衡性的烟枪入口锥成为本领域亟需解决的技术难题。
技术实现要素:
6.本实用新型的一个目的是提供一种可保持布带受力的均衡性的烟枪入口锥的新技术方案。
7.根据本实用新型的第一方面,提供了一种烟枪入口锥。
8.该烟枪入口锥的烟枪通道包括进入段、过渡段和离开段,所述进入段、所述过渡段和所述离开段顺次相连;其中,
9.所述进入段的进口的曲率大于所述进入段的其余部分的曲率,所述进入段的出口的曲率小于所述过渡段的曲率,所述过渡段的曲率沿着所述进入段至所述离开段的方向逐渐增大,所述离开段包括第一离开段和第二离开段,所述第一离开段位于所述第二离开段和所述过渡段之间,且所述第一离开段的曲率沿着远离所述过渡段的方向逐渐增大,所述第二离开段的曲率保持不变。
10.可选的,所述进入段的曲率沿着朝向所述过渡段的方向先减后增。
11.可选的,所述进入段包括第一进入段和第二进入段,所述第二进入段位于所述第一进入段和所述过渡段之间,且所述第一进入段的曲率沿着朝向所述第二进入段的方向逐渐减小,所述第二进入段的曲率沿着朝向所述过渡段的方向逐渐增大。
12.可选的,所述第一进入段和所述第二进入段的长度的比值为(1
‑
2):(3
‑
4)。
13.可选的,所述进入段的深度沿着朝向所述过渡段的方向先减后增。
14.可选的,所述过渡段的深度沿着远离所述进入段的方向逐渐减小。
15.可选的,所述第一离开段和所述第二离开段的长度的比值为(3
‑
4):(1
‑
2)。
16.可选的,所述第二离开段的曲率大于所述烟枪通道的其余部分的曲率。
17.可选的,所述进入段、所述过渡段和所述离开段的连接处平滑过渡。
18.可选的,所述进入段、所述过渡段和所述离开段的长度的比值为(5
‑
8):(2
‑
4):(3
‑
4)。
19.本公开的烟枪入口锥通过烟枪通道的曲率的布置来提升布带在卷烟成形通道中受力的均匀性,从而避免出现布带磨损、卷烟纸褶皱的问题。
20.通过以下参照附图对本实用新型的示例性实施例的详细描述,本实用新型的其它特征及其优点将会变得清楚。
附图说明
21.被结合在说明书中并构成说明书的一部分的附图示出了本实用新型的实施例,并且连同其说明一起用于解释本实用新型的原理。
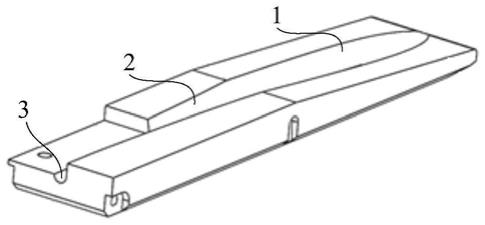
22.图1为本公开的烟枪入口锥实施例的一视角的结构示意图。
23.图2为本公开的烟枪入口锥实施例的另一视角的结构示意图。
24.图中标示如下:
25.进入段
‑
1,第一进入段
‑
11,第二进入段
‑
12,过渡段
‑
2,离开段
‑
3,第一离开段
‑
31,第二离开段
‑
32。
具体实施方式
26.现在将参照附图来详细描述本实用新型的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。
27.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。
28.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
29.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
30.如图1和图2所示,本公开的烟枪入口锥的烟枪通道包括进入段1、过渡段2和离开段3,进入段1、过渡段2和离开段3顺次相连。
31.进入段1的进口的曲率大于进入段1的其余部分的曲率。也即是说,进入段1的进口为进入段1的曲率最大处。进入段1的出口的曲率小于过渡段2的曲率。过渡段2的曲率沿着进入段1至离开段3的方向逐渐增大。离开段3包括第一离开段31和第二离开段32。第一离开段31位于第二离开段32和过渡段2之间,且第一离开段31的曲率沿着远离过渡段2的方向逐渐增大,第二离开段32的曲率保持不变。
32.本公开的烟枪入口锥通过烟枪通道的曲率的布置来提升布带在卷烟成形通道中受力的均匀性,从而避免出现布带磨损、卷烟纸褶皱的问题。
33.在本公开的烟枪入口锥的一种实施方式中,为了更有效地提升布带受力均匀性,进入段1的曲率沿着朝向过渡段2的方向先减后增。
34.进一步的,进入段1包括第一进入段11和第二进入段12。第二进入段12位于第一进入段11和过渡段2之间,且第一进入段11的曲率沿着朝向第二进入段12的方向逐渐减小,第二进入段12的曲率沿着朝向过渡段2的方向逐渐增大。
35.更进一步的,第一进入段11和第二进入段12的长度的比值为(1
‑
2):(3
‑
4)。
36.在本公开的烟枪入口锥的一种实施方式中,为了更有效地提升布带受力均匀性,进入段1的深度沿着朝向过渡段2的方向先减后增。
37.在本公开的烟枪入口锥的一种实施方式中,为了更有效地提升布带受力均匀性,过渡段2的深度沿着远离进入段1的方向逐渐减小。
38.在本公开的烟枪入口锥的一种实施方式中,为了更有效地提升布带受力均匀性,第一离开段31和第二离开段32的长度的比值为(3
‑
4):(1
‑
2)。
39.在本公开的烟枪入口锥的一种实施方式中,为了更有效地提升布带受力均匀性,第二离开段32的曲率大于烟枪通道的其余部分的曲率。也即是说,第二离开段32的曲率为烟枪通道中最大曲率区域。
40.在本公开的烟枪入口锥的一种实施方式中,为了更有效地提升布带受力均匀性,进入段1、过渡段2和离开段3的连接处平滑过渡。
41.在本公开的烟枪入口锥的一种实施方式中,为了更有效地提升布带受力均匀性,进入段1、过渡段2和离开段3的长度的比值为(5
‑
8):(2
‑
4):(3
‑
4)。
42.虽然已经通过例子对本实用新型的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本实用新型的范围。本领域的技术人员应该理解,可在不脱离本实用新型的范围和精神的情况下,对以上实施例进行修改。本实用新型的范围由所附权利要求来限定。