1.本发明涉及纱线加工技术领域,具体涉及一种纱线加捻合股装置及方法。
背景技术:
2.目前常用的纱线加捻合股装置,一般是先对单束纱线进行加捻,再对加捻后的纱线进行合股或者并丝,而且合股后的束丝没有明显的捻度,束丝之间容易散开,不利于后道工序的使用。市场上没有同时完成单束纱线加捻、多束纱线加捻合股的装置。
技术实现要素:
3.本发明的目的在于提供一种纱线加捻合股装置及方法,用以解决市场上没有同时完成单束纱线加捻、多束纱线加捻合股的装置的问题。
4.本发明提供一种纱线加捻合股装置,包括一个太阳轮、若干行星轮和一个齿圈,所述太阳轮位于所述齿圈的圆心上,若干所述行星轮间隔设置于所述太阳轮和所述所述齿圈之间;所述齿圈的内壁上设置有齿轮,所述行星轮与所述太阳轮和所述所述齿圈均啮合;所述太阳轮配置有太阳轮电机或/和所述齿圈配置有齿圈电机;每个行星轮上配置有一个行星轮托盘,且每个行星轮与其对应的所述行星轮托盘同轴连接,所述行星轮托盘用于放置单束纱线;每个行星轮托盘的上方设置有一个一级导丝环,若干个一级导丝环的中心上方设置有一个二级导丝环;
5.当启动太阳轮电机或/和齿圈电机时,行星轮转动,在太阳轮和齿圈共同作用下,行星轮围绕太阳轮产生公转,同时还会产生自转;
6.行星轮托盘上的单束纱线随着行星轮同步转动,经过一级导丝环完成自加捻形成待合股的纱线,多束待合股的纱线在行星轮托盘上不仅会随着行星轮自转对单束纱线进行加捻,同时在经过二级导丝环随着行星轮公转完成多束纱线的加捻合股。
7.进一步地,还包括行星架,所述行星架设置于所述行星轮与所述行星轮托盘之间,所述行星架上设置有多个行星轮轴孔,每一对行星轮与行星轮托盘对接的轴分别穿过一个行星轮轴孔。
8.具体地,所述太阳轮固定于所述太阳轮电机的输出轴上。
9.具体地,所述齿圈固定于所述齿圈电机的输出轴上。
10.具体地,所述齿圈电机的输出轴上设置有齿圈主动齿轮,所述齿圈固定连接有齿圈从动齿轮,所述齿圈主动齿轮与所述齿圈从动齿轮相互啮合。
11.具体地,所述太阳轮电机的输出轴上设置有轴承,所述齿圈从动齿轮固定于所述轴承的外圈上。
12.本发明还涉及一种纱线加捻合股方法,采用上述的纱线加捻合股装置,且所述太阳轮配置有太阳轮电机和所述齿圈配置有齿圈电机,该方法包括以下步骤:
13.步骤s1:启动太阳轮电机和齿圈电机;
14.步骤s2:太阳轮转动进而带动行星轮转动,同时齿圈转动进而带动行星轮转动,行
星轮在两者共同驱动作用,行星轮围绕太阳轮产生公转,同时产生自转;
15.步骤s3:行星轮托盘上的单束纱线随着行星轮同步转动,经过一级导丝环完成自加捻形成待合股的纱线,多束待合股的纱线在行星轮托盘上不仅能随着行星轮自转对单束纱线进行加捻,同时在经过二级导丝环随着行星轮公转完成多束纱线的加捻合股。
16.其中,在所述步骤s2中,行星轮的转速增快或减慢且方向受到太阳轮和齿圈共同驱动控制。
17.其中,在所述步骤s3中,单束纱线在完成加捻的同时进行合股,合股过程中单束纱线沿着纱线之间相互抱合的方向增加捻度,进而将加捻、合股二道工序合并成一道工序。
18.与现有技术相比,本发明的有益效果是:
19.本发明公开了一种纱线加捻合股装置及方法,其中,行星轮托盘上的单束纱线随着行星轮同步转动,经过一级导丝环完成自加捻形成待合股的纱线,多束待合股的纱线在行星轮托盘上不仅能随着行星轮自转对单束纱线进行加捻,同时在经过二级导丝环随着行星轮公转完成多束纱线的加捻合股。本发明公开的纱线加捻合股装置及方法,单束纱线在完成加捻的同时进行合股,合股过程中单束纱线沿着纱线之间相互抱合的方向增加捻度,实现纱线真加捻、真合股,技术上将加捻、合股二道工序合并成一道工序,提高生产效率。
附图说明
20.图1为本发明实施例1、实施例2和实施例3提供的纱线加捻合股装置的太阳轮、行星轮和齿圈的俯视图;
21.图2为本发明实施例1、实施例2和实施例3提供的行星架的俯视图;
22.图3为本发明实施例1提供的纱线加捻合股装置的结构示意图;
23.图4为本发明实施例2提供的纱线加捻合股装置的结构示意图;
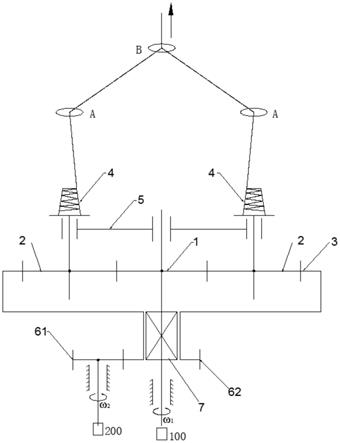
24.图5为本发明实施例3提供的纱线加捻合股装置的结构示意图;
25.图6为本发明实施例3提供的纱线加捻合股装置的传动部分的结构详图。
26.附图标记说明:
27.1-太阳轮,2-行星轮,3-齿圈,4-行星轮托盘,5-行星架,61-齿圈主动齿轮,62-齿圈从动齿轮,7-轴承,100-太阳轮电机,200-齿圈电机;a-一级导丝环,b-二级导丝环;箭头
“↑”
表示纤维向上运动方向,ω1表示太阳轮的角速度,ω2表示齿圈的角速度。
具体实施方式
28.以下实施例用于说明本发明,但不用来限制本发明的范围。
29.实施例1:齿圈固定、太阳轮驱动
30.实施例1提供一种纱线加捻合股装置,下面对其结构进行详细描述。
31.参考图1至图3,该纱线加捻合股装置包括一机壳,机壳内设置有一个太阳轮1、若干行星轮2和一个齿圈3,具体地,行星轮2的个数为四个。
32.太阳轮1配置有太阳轮电机100,太阳轮1固定于太阳轮电机100的输出轴上,太阳轮1按角速度ω1转动。
33.齿圈3固定在机壳上,且太阳轮1位于齿圈3的圆心上。
34.若干行星轮2间隔设置于太阳轮1和齿圈3之间;
35.齿圈3的内壁上设置有齿轮,行星轮2与太阳轮1和齿圈3均啮合;
36.每个行星轮2上配置有一个行星轮托盘4,且每个行星轮2与其对应的行星轮托盘4同轴连接,行星轮托盘4用于放置单束纱线;
37.每个行星轮托盘4的上方设置有一个一级导丝环a,若干个一级导丝环a的中心上方设置有一个二级导丝环b;
38.当启动太阳轮电机100,太阳轮1转动进而带动行星轮2转动,在太阳轮1和齿圈3联动下,行星轮2围绕太阳轮1产生公转,同时还会产生自转;
39.行星轮托盘4上设有单束纱线筒,设置在行星轮托盘4的单束纱线筒上的单束纱线随着行星轮2同步转动,经过一级导丝环a完成自加捻形成待合股的纱线,多束待合股的纱线在行星轮托盘4上不仅能随着行星轮2自转对单束纱线进行加捻,同时在经过二级导丝环b随着行星轮2公转完成多束纱线的加捻合股。
40.具体地,一级导丝环a的个数为四个,多束纱线为四束纱线。
41.为了增强四个行星轮托盘4公转的稳定性,行星轮2与行星轮托盘4之间设有行星架5,行星架5上设置有多个行星轮轴孔50,每一对行星轮2与行星轮托盘4对接的轴分别穿过一个行星轮轴孔50。
42.在实施例1中,只有太阳轮1给予行星轮2驱动作用,而由于齿圈3固定,齿圈3内壁上的齿轮给予行星轮2反作用力,这种情况下,行星轮2有且只有一个从太阳轮1来的驱动力,因此行星轮2的转速和方向完全受到太阳轮1驱动控制。
43.在太阳轮1、行星轮2、齿圈3的齿数比确定的情况下,太阳轮1转速为ω1,带动行星轮2围绕太阳轮1产生公转,同时在行星轮托盘4上的纱线随着行星轮2同步转动。待合股的纱线放置在行星轮托盘4上,行星轮2自转对单束纱线进行加捻,同时行星轮2公转完成多束纱线的加捻合股。
44.实施例2:太阳轮固定、齿圈驱动
45.实施例2对实施例1提供的纱线加捻合股装置进行改进,改进之处在于:对行星轮2提供动力的不再是太阳轮电机100,而是齿圈3配置有齿圈电机200。
46.参考图4,齿圈电机200的输出轴与齿圈3固定连接,用于控制齿圈3的转速。一种具体的实施方式,齿圈电机200的输出轴上设置有齿圈主动齿轮61,齿圈3固定连接有齿圈从动齿轮62,齿圈主动齿轮61与齿圈从动齿轮62相互啮合。更具体地,太阳轮电机100的输出轴上设置有轴承7,齿圈从动轮62固定于轴承7的外圈。
47.为了避免太阳轮电机100的输出轴对齿圈3转动产生干扰,太阳轮电机100的输出轴上设置有轴承7,轴承7的内圈固定于太阳轮电机100的输出轴上,齿圈从动齿轮62固定于轴承7的外圈上。
48.当启动齿圈电机200时,齿圈3转动进而带动行星轮2转动,在太阳轮1和齿圈3共同作用下,行星轮2围绕太阳轮1产生公转,同时还会产生自转;
49.行星轮托盘4的单束纱线随着行星轮2同步转动,经过一级导丝环a完成自加捻形成待合股的纱线,多束待合股的纱线在行星轮托盘4上不仅能随着行星轮2自转对单束纱线进行加捻,同时在经过二级导丝环b随着行星轮2公转完成多束纱线的加捻合股。
50.在实施例2中,只有齿圈3给予行星轮2驱动作用,而由于太阳轮1固定,太阳轮1给予行星轮2反作用力,这种情况下,行星轮2有且只有一个从齿圈3来的驱动力,因此行星轮2
的转速和方向完全受到齿圈3驱动控制。
51.在太阳轮1、行星轮2、齿圈3的齿数比确定的情况下,齿圈3转速为ω2,带动行星轮2围绕太阳轮1产生公转,同时在行星轮托盘4上的纱线随着行星轮2同步转动。待合股的纱线放置在行星轮托盘4上,行星轮2自转对单束纱线进行加捻,同时行星轮2公转完成多束纱线的加捻合股。
52.实施例3:太阳轮和齿圈组合驱动
53.实施例3在实施例1和实施例2的基础上,同时设置两个驱动电机,具体为:
54.参考图5和图6,不仅包括太阳轮电机100,还包括齿圈电机200,
55.其中,太阳轮1固定于太阳轮电机100的输出轴上,齿圈3固定于齿圈电机200的输出轴上,太阳轮电机100的输出轴上设置有轴承7,齿圈3与轴承7的外圈固定连接,由齿圈电机200的输出轴传动。
56.其余的连接关系与实施例1和实施例2相同。
57.由于太阳轮1、行星轮2和齿圈3之间的转动影响到行星轮2自转和公转,因此齿圈3的转速和太阳轮1的转速之间关系对于单束纱线加捻和多束纱线的加捻合股的效率和效果非常重要。
58.为了确保捻度符合要求,防止假加捻或假合股而导致的纱线散开,且确保生产效率,在启动该装置前,需要根据工艺条件设定太阳轮1和齿圈3的转速和方向,以调整行星轮2自转和公转的转速关系,进而调节太阳轮1与齿圈3的转速、转向,以满足单束纱线加捻的捻度与多束纱线合股的捻度要求。
59.下面对齿圈电机200和太阳轮电机100同时调整行星轮2自转和公转的转速关系进行说明。
60.设太阳轮1的齿数为z1,行星轮2的齿数为z3,齿圈3的齿数为z2,
61.当太阳轮1按角速度ω1转动的同时,齿圈3按角速度ω2转动,此时行星轮2公转的角速度为ω、行星轮2自转的角速度为ω。根据行星轮系转动原理,可知:
62.ω*z1+z2=ω1*z1+ω2*z2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
63.ω*z3=ω1*z1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
64.当需要多束纱线的捻度与单束纱线的捻度比为ω/ω。只需要调节太阳轮转速ω1、齿圈转速ω2,就能够得到需要的单束纱线捻度和多束纱线捻度:
65.ω1=ω*z3/z1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
66.ω2=ω*z1+z2/z
2-ω*z3/z2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)。
67.实施例4:一种纱线加捻合股方法
68.实施例4提供一种纱线加捻合股方法,采用实施例3提供的纱线加捻合股装置,该方法包括以下步骤:
69.步骤s1:启动太阳轮电机100和齿圈电机200;
70.步骤s2:太阳轮1转动进而带动行星轮2转动,同时齿圈3转动进而带动行星轮2转动,行星轮2在两者共同驱动作用,行星轮2围绕太阳轮1产生公转,同时还会产生自转,其中,行星轮2的转速增快或减慢且方向受到太阳轮1和齿圈3共同驱动控制;
71.步骤s3:行星轮托盘4上的单束纱线随着行星轮2同步转动,经过一级导丝环a完成自加捻形成待合股的纱线,多束待合股的纱线在行星轮托盘4上不仅能随着行星轮2自转对
单束纱线进行加捻,同时在经过二级导丝环b随着行星轮2公转完成多束纱线的加捻合股。
72.在步骤s3中,单束纱线在完成加捻的同时进行合股,合股过程中单束纱线沿着纱线之间相互抱合的方向增加捻度,以实现纱线真加捻、真合股,进而将加捻、合股二道工序合并成一道工序,有利于提高生产效率。
73.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。