1.本实用新型涉及瓦楞辊换取技术领域,具体涉及一种瓦楞辊自动换取装置。
背景技术:
2.瓦楞机作为常用的加工纸板的设备,应用非常广泛;瓦楞辊是瓦楞机中最重要的组成部分,它一般都采用48crmoa钢,经表面热处理和冷处理或表面冷处理后,其硬度一般都在hrc55以上。对于任何形式的瓦楞辊来说,它都具有同样的基本使用功能和磨损机理。瓦楞原纸在高速、连续节进的熨烫弯曲成形过程中,在线压力作用下不断与瓦楞辊楞顶进行相对位移并产生磨擦挤轧,受原纸中含有的夹杂物和矿物硬粒的碾压撞击,使瓦楞辊的楞顶部发生剧烈磨损,并逐渐由圆弧磨成不规则形状,连续不断的高速运转,楞齿高度慢慢变低,使生产的纸板逐渐趋向标准下限。
3.瓦楞辊磨损发生后,对于磨损程度较轻的,用研磨砂把瓦楞辊表面稍微磨一下就好了,对于磨损厉害,高度达不到要求的,就要重新修磨瓦楞辊,或更换新瓦楞辊,现有技术的瓦楞辊的换辊过程中,需要通过操作熟练的专业技术人员采用专用吊具将旧的瓦楞辊吊出,然后采用专用的吊装工具将新的瓦楞辊吊装至瓦楞机上,在瓦楞辊的换取过程中,需要技术人员把吊环移动至对应位置上,并需要人工把吊环挂至瓦楞辊的两端上,工人劳动强度大,换辊时间长,换辊效率低。
技术实现要素:
4.有鉴于此,本实用新型目的是提供一种能减轻工人劳动强度的、能缩短换辊时间的、提高换辊效率的瓦楞辊自动换取装置。
5.为了解决上述技术问题,本实用新型的技术方案是:一种瓦楞辊自动换取装置,包括立柱,设置在所述立柱顶部的横梁,设置在所述横梁的顶部的、且沿所述横梁进行直线运动的移动小车,还包括设置在所述横梁的顶部的、且位于所述移动小车一侧的第一限位开关,设置在所述横梁的顶部的、且位于所述移动小车另一侧的第二限位开关,设置在所述移动小车上的液压缸,设置在所述液压缸的输出端的、且位于所述横梁的下方的安装杆,对称安装在所述安装杆上的两个推动气缸,分别设置在两个所述推动气缸的输出端的、且与所述安装杆套接的两个吊环组件。
6.作为优选,所述吊环组件包括与推动气缸的输出端固定连接的、且与所述安装杆套接的挂环,设置在所述挂环的底部的连接杆,设置在所述连接杆的下端的吊环。
7.进一步的,所述挂环的顶部焊接固定有用于与推动气缸的输出端进行固定连接的连接块。
8.作为优选,所述立柱的一侧设置有控制箱,所述移动小车、第一限位开关、第二限位开关、液压缸和推动气缸均与控制箱电性连接。
9.作为优选,所述横梁的上表面往下凹陷设置有用于液压缸的输出轴由上至下穿过的、且与所述移动小车的最长移动距离相适应的长槽。
10.作为优选,所述横梁的上表面往下凹陷设置有为平行设置的、且用于移动小车进行直线运动的两条导轨。
11.作为优选,所述移动小车的上表面往下凹陷设置有用于液压缸的输出轴由上至下穿过的通孔。
12.本实用新型技术效果主要体现:通过移动小车、第一限位开关和第二限位开关,能把吊环组件移动至对应的位置上,不需要人工进行定位,再通过液压缸、安装杆和推动气缸,能带动吊环组件自动挂至瓦楞辊的两端并对瓦楞辊进行自动吊装,不需要人工把吊环挂至瓦楞辊的两端上,减轻了工人的劳动强度,缩短了换辊时间,提高了换辊效率。
附图说明
13.图1为本实用新型一种瓦楞辊自动换取装置的结构示意图;
14.图2为图1的效果示意图;
15.图3为图1的俯视结构示意图;
16.图4为图1的移动小车的俯视结构示意图;
17.图5为图1的吊环组件的侧视结构示意图。
具体实施方式
18.以下结合附图,对本实用新型的具体实施方式作进一步详述,以使本实用新型技术方案更易于理解和掌握。
19.在本实施例中,需要理解的是,术语“中间”、“上”、“下”、“顶部”、“右侧”、“左端”、“上方”、“背面”、“中部”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.另,在本具体实施方式中如未特别说明部件之间的连接或固定方式,其连接或固定方式均可为通过现有技术中常用的螺栓固定或钉销固定,或销轴连接等方式,因此,在本实施例中不在详述。
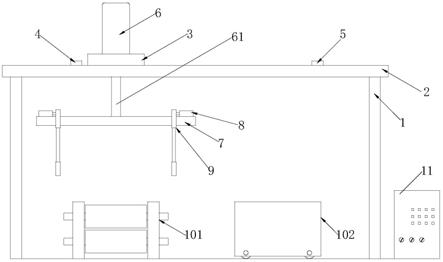
21.一种瓦楞辊自动换取装置,如图1-2所示,包括立柱1,设置在所述立柱1顶部的横梁2,设置在所述横梁2的顶部的、且沿所述横梁2进行直线运动的移动小车3,其特征在于:还包括设置在所述横梁2的顶部的、且位于所述移动小车3一侧的第一限位开关4,设置在所述横梁2的顶部的、且位于所述移动小车3另一侧的第二限位开关5,设置在所述移动小车3上的液压缸6,设置在所述液压缸4的输出端的、且位于所述横梁2的下方的安装杆7,对称安装在所述安装杆7上的两个推动气缸8,分别设置在两个所述推动气缸8的输出端的、且与所述安装杆7套接的两个吊环组件9。所述立柱1的一侧设置有控制箱11。所述移动小车3、第一限位开关4、第二限位开关5、液压缸6和推动气缸8均与控制箱11电性连接。
22.如图3所示,所述横梁2的上表面往下凹陷设置有用于液压缸4的输出轴61由上至下穿过的、且与所述移动小车3的最长移动距离相适应的长槽21。所述横梁2的上表面往下凹陷设置有为平行设置的、且用于移动小车3进行直线运动的两条导轨22。
23.如图4所示,所述移动小车3的上表面往下凹陷设置有用于液压缸6的输出轴61由上至下穿过的通孔31。
24.如图5所示,所述吊环组件9包括与推动气缸8的输出端固定连接的、且与所述安装杆7套接的挂环91,设置在所述挂环91的底部的连接杆92,设置在所述连接杆92的下端的吊环93。所述挂环91的顶部焊接固定有用于与推动气缸8的输出端进行固定连接的连接块911。
25.在本实施例中,所述移动小车3为型号4wd的带gb37520电机的四驱智能小车,所述第一限位开关4和第二限位开关5均为型号yblx-me-8108的行程限位开关,所述液压缸6为型号hob60*500的重型液压油缸,所述推动气缸8为型号sc32*200的标准气缸,所述控制箱11内置有型号s7-300的plc控制器。为了便于理解,图1和图2中标号101为待换辊的瓦楞机,标号102为用于放置旧辊的卸料小车。
26.工作原理:当瓦楞机101需要进行换辊,且卸料小车102移动到第二限位开关5的对应位置后;移动小车3带着液压缸6沿着导轨22进行运动;当移动小车3靠近第一限位开关4,且第一限位开关4检测到移动小车3运动到瓦楞机101的正上方时,控制箱11根据第一限位开关4的信号停止移动小车3的运动;控制箱11通过液压缸6和安装杆7带动推动气缸8和吊环组件9下降至对应位置,控制箱11控制推动气缸8推动吊环组件9朝向瓦楞辊进行移动,并把吊环93套至瓦楞辊的两端上;控制箱11通过液压缸6和安装杆7带动推动气缸8和吊环组件8上升至原位,控制箱11打开移动小车3,移动小车3朝向第二限位开关5的方向进行移动;当第二限位开关5检测到移动小车3运动到卸料小车102的正上方时,控制箱11根据第二限位开关5的信号停止移动小车3的运动;控制箱11通过液压缸6、安装杆7和吊环组件9把瓦楞辊放至卸料小车102上,控制箱11控制推动气缸8带动吊环组件9远离瓦楞辊,吊环93离开瓦楞辊的两端,控制箱11通过液压缸6和安装杆7带动推动气缸8和吊环组件8上升至原位;当瓦楞机101的瓦楞辊卸料完成之后,卸料小车102带着换下的瓦楞辊移动至下一工位,装着新的瓦楞辊的上料小车移动至卸料小车102原来的位置,再通过移动小车3、第一限位开关4、第二限位开挂5、液压缸6、安装杆7、推动气缸8和吊环组件9的配合,实现对上料小车上的新的瓦楞辊的自动定位,并自动把新的瓦楞辊自动吊装至瓦楞机101上。
27.本实用新型技术效果主要体现:通过移动小车、第一限位开关和第二限位开关,能把吊环组件移动至对应的位置上,不需要人工进行定位,再通过液压缸、安装杆和推动气缸,能带动吊环组件自动挂至瓦楞辊的两端并对瓦楞辊进行自动吊装,不需要人工把吊环挂至瓦楞辊的两端上,减轻了工人的劳动强度,缩短了换辊时间,提高了换辊效率。
28.当然,以上只是本实用新型的典型实例,除此之外,本实用新型还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求保护的范围之内。