1.本发明涉及纺织加工技术领域,尤其涉及一种短纤须条完全包覆长丝的转杯包芯纺纱方法及装置。
背景技术:
2.随着纺织材料领域的不断进步以及人们对服饰面料的要求越来越高,对纺纱技术的要求也越来越高;纺纱方法也是不断的推陈出新,如转杯纺、空心锭差捻包缠纺、环锭包芯纺、赛络纺和赛络菲尔纺等。新型纺纱技术提高了成纱品质和效率,短纤与长丝包芯复合纱的生产方法日趋成熟。其中,转杯包芯纺纱技术具有速度快、生产效率高,纺纱工序短的生产特点;同时,转杯纺纱技术的原料适应性很强,短纤组分只要是适用于常规转杯纺纱的原料都可以应用于转杯纺纱;而长丝组分则可以是普通长丝、弹力丝,也可以是非常规的玻璃长丝、金属丝等,这就导致了转杯包芯纱的应用范围极为广泛。然而,现有的转杯包芯纺纱仍然存在很多不容忽视的缺陷,包括强力低、连续长丝不会被加捻,且因为转杯包芯纱外层短纤抱合力不足,无法将芯纱包紧,存在漏芯纱等问题;这些问题制约着转杯包芯纺纱在工厂大规模使用生产。
3.中国发明专利(公布号为cn 110144660a)公开了一种转杯纺长丝与短纤维包芯纱和包覆纱生产装置及其工艺,将长丝通过多组导丝器、长丝通道后经隔离盘进入转杯中;短纤则通过短纤通道,经隔离盘进入转杯中,在转杯内并合凝聚初步加捻之后与长丝复合成纱,最后经纱线出口和引纱罗拉由纱筒卷绕成纱;此种方法可生产张力较大的包芯纱、张力较小的包覆纱;并可通过控制长丝张力生产不同长丝包覆效果的包覆纱,具有复合成纱效率高、张力可较大范围内调控等优点。但是,该方法将长丝与短纤是通过不同通道喂入到转杯中,且短纤初步加捻后再与长丝复合,使得短纤难以将长丝很好的包裹起来,在最终的成纱情况中,短纤仍无法将长丝芯纱包紧。
4.有鉴于此,有必要设计一种改进的短纤须条完全包覆长丝的转杯包芯纺纱方法及装置,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种短纤须条完全包覆长丝的转杯包芯纺纱方法及装置,通过对传统的转杯纺纱装置进行改进,使长丝在进入纺纱转杯之前与外包短纤充分混合,实现短纤包覆长丝进入纺纱转杯中,被短纤包裹的长丝回转加捻复合形成短纤须条完全包覆长丝的包芯纱。该方法不仅加强长丝与外包短纤之间的抱合力,使得成纱性能有较大的提高;且生产的包芯纱的包覆效果较好,无漏芯现象,其综合织造性能得到提升。
6.为实现上述发明目的,本发明提供了一种短纤须条完全包覆长丝的转杯包芯纺纱方法及装置;其中,一种短纤须条完全包覆长丝的转杯包芯纺纱方法,包括以下步骤:
7.s1、将待处理的外包纤维通过外包短纤喂入机构分解为单纤维状态的外包短纤,并输送至梳纤通道;同时将作为芯层的长丝通过芯丝喂入机构喂入所述梳纤通道中,与所
述梳纤通道中的所述外包短纤混合;
8.s2、在所述梳纤通道中,将所述外包短纤包覆于所述长丝表面形成包芯纱初始形态,一起喂入转杯包芯纺纱机构;
9.s3、所述包芯纱初始形态在所述转杯包芯纺纱机构中形成凝聚须条,并在回转加捻后形成所述短纤须条完全包覆长丝的包芯纱。
10.作为本发明的进一步改进,在步骤s1中,喂入所述梳纤通道的所述长丝的数量包括两根或两根以上,使得所述长丝与长丝之间夹持部分所述外包短纤后再喂入所述转杯包芯纺纱机构,增加所述长丝与所述外包短纤之间的抱合力。
11.作为本发明的进一步改进,在步骤s1中,所述梳纤通道的直径沿喂入方向逐渐减小,以使所述外包短纤逐渐聚拢包覆于所述长丝表面;所述长丝喂入所述梳纤通道的方式包括:将所述长丝与外包所述短纤平行排列输送,并在所述梳纤通道的尾端的空腔内进行汇合;或将所述长丝从所述芯丝喂入机构与所述梳纤通道的衔接口直接喂入,与所述梳纤通道内的所述外包短纤混合。
12.作为本发明的进一步改进,所述待处理的外包纤维包括棉、涤棉、涤纶、锦纶、腈纶和毛纤维的一种或多种;所述长丝包括涤纶、锦纶和氨纶长丝中的一种或多种。
13.一种短纤须条完全包覆长丝的转杯包芯纺纱装置,包括外包短纤喂入机构、芯丝喂入机构、转杯包芯纺纱机构和卷绕机构;所述芯丝喂入机构的芯丝输出端与所述外包短纤喂入机构的梳纤通道连接,将长丝喂入充满所述外包短纤的所述梳纤通道中,以使所述外包短纤包覆所述长丝,然后喂入所述转杯包芯纺纱机构形成包芯纱,再经所述卷绕机构牵伸卷绕成筒子。
14.作为本发明的进一步改进,所述梳纤通道为沿所述外包短纤喂入方向和引纱方向收缩的通道,使所述外包短纤对所述长丝在运动状态下实现包覆。
15.作为本发明的进一步改进,所述芯丝喂入机构包括引纱管和设置于所述引纱管内底部的引纱槽,以实现两根或两根以上的所述长丝以均匀分散的状态喂入所述梳纤通道中,以增加单根所述长丝与所述外包短纤的接触面积,实现所述外包短纤对所述长丝的全方位包覆。
16.作为本发明的进一步改进,所述外包短纤喂入机构还包括罗拉、给纤板、分梳辊和排杂口;所述转杯包芯纺纱机构包括纺纱转杯、凝聚槽和假捻盘;所述卷绕机构包括引纱罗拉。
17.作为本发明的进一步改进,所述引纱管与所述梳纤通道的连接方式包括:所述引纱管与所述梳纤通道平行配置,并在所述梳纤通道的末端贯通设置,形成空腔;所述引纱管与所述梳纤通道的管体沿引纱方向呈角度衔接,所述角度的范围为0<θ<90
°
。
18.作为本发明的进一步改进,所述转杯包芯纺纱装置设置两个或多个所述外包短纤喂入机构,所述外包短纤喂入机构的梳纤通道分别设置于所述引纱管的管体四周,与所述引纱管连通,实现所述长丝被多层短纤或多种短纤聚拢包覆。
19.本发明的有益效果是:
20.1、本发明提供的一种短纤须条完全包覆长丝的转杯包芯纺纱方法及装置,通过对传统的转杯纺纱装置进行改进,将芯丝喂入机构的引纱管与外包短纤喂入机构的梳纤通道连接,将长丝直接喂入梳纤通道,并与其中的外包短纤混合,实现外包短纤全方位包覆长
丝,形成包芯纱的基本形态;外包短纤和长丝以包芯纱的基本形态进入纺纱转杯后,经回转加捻复合形成短纤须条完全包覆长丝的包芯纱。本发明在实际生产中仅需对设备进行简单改造,改造成本低,对成纱的性能提升作用明显;该方法可以加强长丝与外包短纤之间的抱合力,使得成纱性能有较大的提高,生产的包芯纱的包覆效果较好,无漏芯现象,其综合织造性能得到提升。
21.2、本发明通过改进的转杯包芯纺纱装置使长丝在进入纺纱转杯之前与外包短纤充分混合,长丝被外包短纤包裹形成包芯纱的基本形态,一起进入纺纱转杯后经回转加捻复合形成短纤须条完全包覆长丝的包芯纱。由于长丝与外包短纤在进入转杯包芯纺纱机构之前已经形成包芯纱的初始形态,其在被喂入纺纱转杯后,在气流的作用下长丝与外包短纤之间发生内外转移,长丝的周围也出现外包短纤与外包短纤之间的内外转移和交缠,长丝与外包短纤自然的达到均匀混合状态,且外包短纤将长丝紧密的抱合。该方法克服了传统转杯纺方法在包芯纺纱过程中容易出现芯丝和外包纤维之间的滑移,使制得的包芯纱包裹效果差,出现漏芯的问题。
22.3、本发明芯丝喂入机构的引纱管内部设置引纱槽,引纱槽可实现多根长丝以分散地状态引入梳纤通道中,优选喂入长丝的数量为两根。当两根分散状态的长丝被引入梳纤通道后,长丝与长丝之间会夹持部分外包短纤,且长丝表面同样包覆外包短纤,形成外包短纤包覆两根长丝、长丝间夹持外包短纤的包芯纱初始结构;进入转杯包芯纺纱机构后,长丝与长丝之间利用所夹持的外包短纤间的分子作用力来增强两者的抱合力,形成短纤须条完全包覆长丝的包芯纱。
23.4、本发明的转杯包芯纺纱装置设置多个外包短纤喂入机构,外包短纤喂入机构的梳纤通道分别设置于引纱管的管体四周,与引纱管连通,可实现长丝被多层外包短纤或多种纤维包覆。如此,制备的包芯纱除了具备特殊的结构外,还具有多种纤维的优点,从而增加包芯纱的综合织造性能,满足人们对服饰面料的多种的要求。
24.5、本发明的转杯包芯纺纱装置的改造成本低,在实际生产中,只需在普通转杯纺纱机上增设芯丝喂入机构、并将芯丝喂入机构与外包短纤喂入机构进行衔接便可生产本发明的包芯纱;还可设置长丝张力装置,对长丝的张力进行调节;若想纺制普通转杯纱只需不喂入长丝即可。本发明的装置成本低,应用范围广,具有良好的商业应用价值。
附图说明
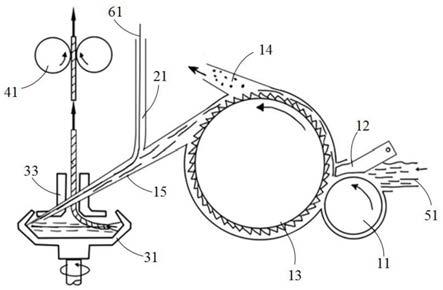
25.图1为本发明实施例1的转杯包芯纺纱装置结构图。
26.图2为本发明实施例1的转杯包芯纺纱装置的引纱管剖面图。
27.图3为本发明实施例2的转杯包芯纺纱装置结构图。
28.图4为本发明的纺纱转杯内部凝聚须条加捻成纱示意图。
29.图5为本发明所生产的长丝包芯纱截面(左)和表观实物图(右)。
30.附图标记
31.11-罗拉;12-给纤板;13-分梳辊;14-排杂口;15-梳纤通道;21-引纱管;22-引纱槽;31-纺纱转杯;32-凝聚槽;33-假捻盘;41-引纱罗拉;51-外包纤维;61-长丝。
具体实施方式
32.为了使本发明的目的、技术方案和优点更加清楚,下面结合附图和具体实施例对本发明进行详细描述。
33.在此,还需要说明的是,为了避免因不必要的细节而模糊了本发明,在附图中仅仅示出了与本发明的方案密切相关的结构和/或处理步骤,而省略了与本发明关系不大的其他细节。
34.另外,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
35.一种短纤须条完全包覆长丝的转杯包芯纺纱方法,包括以下步骤:
36.s1、待处理的外包纤维51在罗拉11和给纤板12的握持和输送下进入分梳辊13中,在分梳辊13的作用下被分解为单纤维状态的外包短纤;其中外包纤维中的细小杂质经排杂口14排出,单纤维状态的外包短纤输送至梳纤通道15;同时将作为芯层的长丝通过芯丝喂入机构的引纱管21喂入梳纤通道15中,与梳纤通道15中的外包短纤混合;
37.特别地,喂入梳纤通道15的长丝61的数量包括两根或两根以上,使得长丝61与长丝61之间夹持部分外包短纤后再喂入转杯包芯纺纱机构,增加长丝61与外包短纤之间的抱合力。梳纤通道15的直径沿喂入方向逐渐减小,以使外包短纤逐渐聚拢包覆于长丝61表面;长丝61喂入梳纤通道15的方式包括:将长丝61与短纤平行排列输送,并在梳纤通道15的尾端的空腔内进行汇合;或将长丝61从梳纤通道15与芯丝喂入机构的衔接口直接喂入,与梳纤通道15内的外包短纤混合;
38.具体地,待处理的外包纤维51包括棉、涤棉、涤纶、锦纶、腈纶和毛纤维的一种或多种;长丝61包括涤纶、锦纶和氨纶长丝中的一种或多种;
39.s2、在梳纤通道15中,将外包短纤包覆于长丝61表面形成包芯纱初始形态,一起喂入转杯包芯纺纱机构;
40.s3、包芯纱初始形态在气流的作用下沿纺纱转杯31的杯壁进入凝聚槽32中形成凝聚须条,并在回转加捻后形成短纤须条完全包覆长丝的包芯纱,最后经假捻盘33由卷绕机构的引纱罗拉41引出。
41.一种短纤须条完全包覆长丝的转杯包芯纺纱装置,包括短纤喂入机构、芯丝喂入机构、转杯包芯纺纱机构和卷绕机构;芯丝喂入机构的引纱管21与外包短纤喂入机构的梳纤通道15连接,将长丝喂入充满外包短纤的梳纤通道15中,实现外包短纤包覆长丝61;然后喂入转杯包芯纺纱机构形成包芯纱,再经卷绕机构牵伸卷绕成筒子。其中,梳纤通道15为沿外包短纤喂入方向和引纱方向收缩的通道,使外包短纤对长丝61在运动状态下实现包覆。如此设置,可使长丝61在进入纺纱转杯31之前与外包短纤充分混合,长丝61被短纤所包裹形成包芯纱的基本形态,其在被喂入纺纱转杯31后,在气流的作用下长丝61与外包短纤之间发生内外转移,长丝61的周围也出现外包短纤与外包短纤之间的内外转移,使得长丝61与外包短纤、外包短纤和外包短纤之间的抱合力提高,长丝61与外包短纤达到均匀混合状态,且外包短纤将长丝紧密的抱合,经回转加捻复合形成短纤须条完全包覆长丝的包芯纱。
42.具体地,芯丝喂入机构包括引纱管21和设置于引纱管21内底部的引纱槽22,以实
现两根或两根以上的长丝61以均匀分散的状态喂入梳纤通道15中,以增加单根长丝61与外包短纤的接触面积,实现外包短纤对长丝61的全方位包覆。外包短纤喂入机构还包括罗拉11、给纤板12、分梳辊13和排杂口14。转杯包芯纺纱机构包括纺纱转杯31、凝聚槽32和假捻盘33;卷绕机构包括引纱罗拉21。引纱管21与梳纤通道15的连接方式包括:引纱管21与梳纤通道15平行配置,并在梳纤通道15的末端贯通设置,形成空腔;引纱管21与梳纤通道15的管体沿引纱方向呈角度衔接,角度的范围为0<θ<90
°
。
43.特别地,转杯包芯纺纱装置设置多个外包短纤喂入机构,外包短纤喂入机构的梳纤通道15分别设置于引纱管21的管体四周,与引纱管21连通,实现长丝61被多层短纤或多种短纤包覆。制备的包芯纱除了具备特殊的结构外,还具有多种纤维的优点,从而增加包芯纱的综合织造性能;满足人们对服饰面料的多种的要求。
44.在一个具体的实施方式中,优选设置两个外包短纤喂入机构,外包短纤喂入机构的梳纤通道15分别设置于引纱管21的管体两侧,与引纱管21连通,实现长丝被双层短纤或两种纤维包覆。
45.本发明在实际生产中对转杯纺设备进行简单改造即可,改造成本低,对成纱的性能提升作用明显;该方法可以加强长丝61与外包短纤之间的抱合力,使得成纱性能有较大的提高,生产的包芯纱的包覆效果较好,无漏芯现象,其综合织造性能得到提升。
46.实施例1
47.本实施例提供一种短纤须条完全包覆长丝的转杯包芯纺纱方法,包括以下步骤:
48.s1、待处理的外包棉纤维原料在罗拉11和给纤板12的握持和输送下进入分梳辊13中,在分梳辊13的作用下被分解为单纤维状态的外包短纤;其中棉纤维中的细小杂质经排杂口14排出,单纤维状态的外包短纤输送至梳纤通道15;
49.s2、单根氨纶长丝经引纱管21从梳纤通道15喂入,与梳纤通道15中的外包短纤混合形成包芯纱的初始形态,一起被喂入转杯包芯纺纱机构的纺纱转杯31中;
50.s3、外包短纤和外包短纤包裹的氨纶长丝在气流的作用下沿纺纱转杯31的杯壁进入凝聚槽32中形成凝聚须条,并在回转加捻后形成短纤须条完全包覆长丝的包芯纱,最后经假捻盘33由引纱罗拉41引出。
51.实施例2
52.实施例2提供了一种短纤须条完全包覆长丝的转杯包芯纺纱方法,与实施例1相比,其不同之处在于,在步骤s2中,喂入的氨纶长丝为两根,其余与实施例1大致相同,在此不再赘述。
53.实施例2采用两根氨纶长丝作为包芯纱的芯层沿引纱管21中不同的引纱槽22喂入梳纤通道15中,两根氨纶长丝在梳纤通道15中被外包短纤包围,形成外包短纤包覆两根长丝、长丝间夹持外包短纤的包芯纱初始结构;该结构在进入转杯包芯纺纱机构后,长丝与长丝之间利用所夹持的外包短纤间的分子作用力来增强两者的抱合力,且两根长丝外层聚集包裹外包短纤,形成成纱性能较好的包芯纱。
54.实施例3
55.请参阅图1-2所示,本实施例的一种短纤须条完全包覆长丝的转杯包芯纺纱装置,包括外包短纤喂入机构、芯丝喂入机构、转杯包芯纺纱机构和卷绕机构,芯丝喂入机构的引纱管21与外包短纤喂入机构的梳纤通道15连接,将长丝61喂入梳纤通道15,并与其中的外
包短纤混合;梳纤通道15为沿外包短纤运动方向和引纱方向收缩的通道。引纱管21的内部设置多个引纱槽22,如图2所示,以实现多根长丝61以分散地状态引入梳纤通道15。外包短纤喂入机构还包括罗拉11、给纤板12、分梳辊13和排杂口14;转杯包芯纺纱机构包括纺纱转杯31、凝聚槽32和假捻盘33;卷绕机构包括引纱罗拉41。
56.图1中的转杯包芯纺纱装置,引纱管21与梳纤通道15的连接方式为引纱管21与梳纤通道15的管体沿引纱方向呈角度衔接,角度的范围为60
°
。
57.实施例4
58.请参阅图3所示,实施例4提供的一种短纤须条完全包覆长丝的转杯包芯纺纱装置,与实施例3相比,不同之处在于,引纱管21与梳纤通道15的连接方式为引纱管21与梳纤通道15平行配置,并在梳纤通道15的末端贯通设置,形成空腔;其余大致与实施例3相似,在此不再赘述。
59.请参阅图4-5所示,图4为本发明纺纱转杯内部凝聚须条加捻成纱的示意图。从图4中可以看出外包短纤包裹的氨纶长丝在气流的作用下沿纺纱转杯31的杯壁进入凝聚槽32中形成凝聚须条,并在回转加捻后形成短纤须条完全包覆长丝的包芯纱,最后经假捻盘33输出纺纱转杯31。图5为本发明制备的长丝包芯纱截面(左)和表观实物图(右),从图中可以看出外包短纤对长丝61实现了较好的包覆效果。
60.综上所述,本发明提供了一种短纤须条完全包覆长丝的转杯包芯纺纱方法及装置,通过对传统的转杯纺纱装置进行改进,将芯丝喂入机构的引纱管与外包短纤喂入机构的梳纤通道连接,将长丝喂入充满外包短纤的梳纤通道。其中,梳纤通道为外包沿短纤运动方向和引纱方向收缩的通道,使得外包短纤对长丝在运动状态下实现包覆;引纱管的内部设置引纱槽,实现多根长丝以分散地状态引入梳纤通道,以增加单根长丝与外包短纤的接触面积,实现外包短纤对长丝的全方位包覆。通过该装置使长丝在进入纺纱转杯之前与外包短纤充分混合,长丝被短纤包裹形成包芯纱的基本形态,其在进入纺纱转杯后经回转加捻复合形成短纤须条完全包覆长丝的包芯纱。本发明在实际生产中只需对设备进行简单改造,改造成本低,应用范围广,具有良好的商业应用价值。该方法可以加强长丝与短纤之间的抱合力,使得成纱性能有较大的提高,生产的包芯纱的包覆效果较好,无漏芯现象,其综合织造性能得到提升,满足人们对服饰面料的多种的要求。
61.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围。