1.本实用新型涉及编织袋生产设备领域,尤其涉及一种塑料编织袋自动化吹套内袋装置。
背景技术:
2.编织袋一般是指采用聚乙烯、聚丙烯等各种化学塑料为原料制作的塑料袋,广泛用于包装各类产品。
3.由于编织袋在实际包装使用中,编织袋的生产工艺决定其防尘效果较差,所以在用于包装食品、细颗粒原料等产品时,通常需要在编织袋内部套装一个透明塑料薄膜袋,可以有效达到防尘、防漏的目的,但是这种套装有塑料内袋的编织袋的生成过程中,现阶段,普遍采用人工套袋的方式,将生产好的塑料薄膜内袋套装在套筒上,然后将编织袋套装在内袋上,最后拿到下一个工段进行封口操作,这种人工套袋的方式效率低,不适合大规模生产,现有的自动套袋设备,通常是将编织袋撑开,然后使用连杆将塑料内膜袋顶至编织袋内部,在此过程中,一旦编织袋位置不正,就会将编织袋损坏。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足而提供一种塑料编织袋自动化吹套内袋装置。
5.为达到上述目的,本实用新型通过以下技术方案来实现。
6.一种塑料编织袋自动化吹套内袋装置,它包括基台、传送带、电机、支架、撑口装置、限位装置、控制器、吸气气缸、空气压缩机,所述基台上并排安装有两个传送带,所述传送带的底侧设置有电机,所述传送带的转轴通过皮带连接电机,所述传送带的侧面分别设置有支架,所述支架的底端设置有限位板,所述支架的中部设置有撑口装置,所述支架的顶部设置有限位装置,所述吸气气缸、空气压缩机设置在基台的底部,所述控制器设置在基台的侧面,所述控制器通过数据线分别连接电机、撑口装置、限位装置、吸气气缸、空气压缩机。
7.进一步的,所述电机为步进电机。
8.进一步的,所述支架呈f字形。
9.进一步的,所述支架包括限位板、立框、中框、顶框,所述立框垂直的设置在基台上,所述中框垂直设置在立框的中部,所述顶框垂直设置在立框的顶端,所述限位板垂直设置在立框的底端,所述立框、中框、顶框均为钢筋焊接的矩形框,所述限位板与传送带的高度相同,所述限位板上开设有若干个通孔,所述通孔内安装有吸嘴。
10.进一步的,所述撑口装置包括第一伸缩杆、第二伸缩杆、横杆、吸嘴,所述第一伸缩杆安装在中框上,所述第一伸缩杆的顶端垂直的安装有第二伸缩杆,所述第二伸缩杆的底端垂直的安装有横杆,所述横杆上安装有吸嘴,所述吸嘴的进气端上设置有电磁阀,所述进气端通过气管连接吸气气缸。
11.进一步的,所述限位装置包括第四伸缩杆、第五伸缩杆、第六伸缩杆、撑环,所述第四伸缩杆安装在顶框上,所述第五伸缩杆的中部安装在第四伸缩杆的伸缩端,所述第五伸缩杆的两端分别垂直的安装有第六伸缩杆,所述第六伸缩杆的伸缩管垂直的安装有撑环。
12.进一步的,所述撑环上设置有喷气嘴,所述喷气嘴的喷气端上设置有电磁阀,所述喷气端通过气管连接空气压缩机。
13.进一步的,所述控制器为plc控制器,所述控制器通过数据线分别连接电机、第一伸缩杆、第二伸缩杆、电磁阀、第四伸缩杆、第五伸缩杆、第六伸缩杆、吸气气缸、空气压缩机。
14.本实用新型的有益效果:本新型通过控制器可以控制自动运行,效率高,并且,在套袋的过程中,采用的是高压气吹套的方式,不需要使用连杆将内袋往外袋捅,避免袋体的损伤。
附图说明
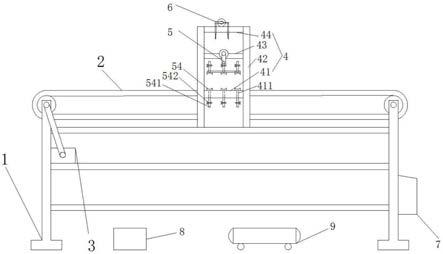
15.图1为本实用新型的结构示意图;
16.图2为本实用新型的支架的侧视结构示意图;
17.图3为本实用新型的撑口装置的侧视结构示意图;
18.图4为本实用新型的限位装置的侧视结构示意图;
19.图中:1、基台;2、传送带;3、电机;4、支架;5、撑口装置;6、限位装置;7、控制器;8、吸气气缸;9、空气压缩机;41、限位板;42、立框;43、中框;44、顶框;411、通孔;51、第一伸缩杆;52、第二伸缩杆;53、横杆;54、吸嘴;541、进气端;542、电磁阀;61、第四伸缩杆;62、第五伸缩杆;63、第六伸缩杆;64、撑环;65、喷气嘴;66、喷气端。
具体实施方式
20.下面结合实施例对本实用新型做进一步说明,但不局限于说明书上的内容。
21.如图所示:一种塑料编织袋自动化吹套内袋装置,它包括基台1、传送带2、电机3、支架4、撑口装置5、限位装置6、控制器7、吸气气缸8、空气压缩机9,基台1上并排安装有两个传送带2,传送带2的底侧设置有电机3,传送带2的转轴通过皮带连接电机3,两个传送带2的侧面分别设置有支架4,支架4的底端设置有限位板41,支架4的中部设置有撑口装置5,支架4的顶部设置有限位装置6,吸气气缸8、空气压缩机9设置在基台1的底部,控制器7设置在基台1的侧面,控制器7通过数据线分别连接电机3、撑口装置5、限位装置6、吸气气缸8、空气压缩机9。
22.基台1为钢框架结构的基台结构强,框架内还可以设置其它设备,节省空间。
23.传送带2安装在基台1的顶端,为两个,通过转轴并排安装在基台1上,一个运输外袋(编织袋),另一个运输内袋(透明塑料袋)。其在电机3的带动下运转。
24.电机3为步进电机,可以在控制器7的控制下线性运行。
25.支架4安装在基台1上,支架4呈f字形,支架4包括限位板41、立框42、中框43、顶框44,立框42垂直的设置在基台1上,中框43垂直设置在立框42的中部,顶框44垂直设置在立框42的顶端。限位板41垂直设置在立框42的底端,立框42、中框43、顶框44均为钢筋焊接的矩形框,限位板41与传送带2的高度相同,限位板41上开设有若干个通孔411,便于安装用于
撑开袋口的吸嘴54。
26.撑口装置5为了将编织袋或者内袋的袋口撑开,撑口装置5包括第一伸缩杆51、第二伸缩杆52、横杆53、吸嘴54,第一伸缩杆51安装在中框43上,第一伸缩杆51的顶端垂直的安装有第二伸缩杆52,第二伸缩杆52的底端垂直的安装有横杆53,横杆53上安装有吸嘴54,吸嘴54的进气端541上设置有电磁阀542,吸嘴54的进气端541通过气管连接吸气气缸8,在实际工作时,当内袋或者外袋运行至撑口装置5处,控制第一伸缩杆51收缩,使吸嘴54处于袋口的正上方,然后控制第二伸缩杆52伸长,使吸嘴54接触袋子时,控制吸嘴54上的电磁阀542开启,吸嘴54将袋口吸住,然后控制第二伸缩杆52收缩,第一伸缩杆51伸长,使横杆53上的吸嘴54位于限位板41上吸嘴54的正上方,然后控制第二伸缩杆52伸长,至袋子处于限位板41上,然后控制限位板41处的吸嘴54上电磁阀开启,这样袋体的底部被吸住,然后控制第二伸缩杆52收缩一点,袋口被打开。
27.限位装置6用于保持袋口撑开的状态,限位装置6包括第四伸缩杆61、第五伸缩杆62、第六伸缩杆63、撑环64,第四伸缩杆61安装在顶框44上,第五伸缩杆62的中部安装在第四伸缩杆61的伸缩端,第五伸缩杆62的两端分别垂直的安装有第六伸缩杆63,第六伸缩杆63的伸缩管垂直的安装有撑环64,在实际工作时,运输内袋的传送带2一侧的限位装置6的撑环64上设置有喷气嘴65,喷气嘴65的喷气端66上设置有电磁阀542,喷气端66通过气管连接空气压缩机9,而运输外袋的一侧的限位装置6的撑环64上没有设置有喷气嘴65。在实际工作用,当撑口装置5分别将内袋外袋撑开时,第四伸缩杆61伸长,将撑环64运行至袋口的前端,然后控制第六伸缩杆63伸长,使撑环64位于袋口的正前方,然后控制第四伸缩杆61收缩,使撑环64进入袋内,然后控制第五伸缩杆62伸长,同时,撑口装置5的吸嘴54上的电磁阀542关闭,撑口装置5复位,这样使撑环64往袋口的两端运行,直至将袋口绷直。这样便可以将内袋、外袋的袋口撑开变保持撑开状态,当两个袋口都撑开时候,控制内袋处的撑环64上的喷气嘴65上的电磁阀542开启,为内袋内充气,同时控制第五伸缩杆62收缩,这样,内袋即可被吹送至外袋内,然后控制限位装置6复位,内袋套入外袋后,控制外袋处的撑口装置5的第二伸缩杆52伸长,使吸嘴54接触外袋的袋面,并开启吸嘴54的电磁阀542,然后控制第一伸缩杆51收缩,将套好的外袋复位至传送带2上的初始位置,然后关闭启吸嘴54的电磁阀542,控制第一伸缩杆51、第二伸缩杆52复位,此时,电机3转动,将另外的内袋、外袋传输至撑口装置5处。
28.控制器7为plc控制器,可以控制各设备的运行,具体的,控制器通过数据线分别连接电机3、第一伸缩杆51、第二伸缩杆52、电磁阀542、第四伸缩杆61、第五伸缩杆62、第六伸缩杆63、吸气气缸8、空气压缩机9,并控制各设备的运行,可以提前将各设备的运行参数输入控制器7,在控制器7的控制下,各设备即可自动运行。
29.吸气气缸8、空气压缩机9为现有设备,吸气气缸8为吸嘴54提供吸气,空气压缩机9为喷气嘴65提供喷气的气源。
30.上述说明示出并描述了本发明的若干优选实施例,但如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。