1.本实用新型涉及自动化机械技术领域,具体涉及一种折叠盒侧板三工位预定位齐料装置。
背景技术:
2.在纸板的上料过程中,需要对纸板进行输送、定位和对中,以便于后续加工中纸板能够准确的放置在机台上,折叠盒的加工通常为批量生产,为了提高加工效率,纸板需要有较高的定位、对中效率,若能提供一种操作简单,定位、对中效率高的纸板上料机构,将有利于降低操作难度、提高加工效率。
技术实现要素:
3.本实用新型的目的在于提供一种折叠盒侧板三工位预定位齐料装置,该装置能够实现纸板的定位和对中,且操作简单,定位、对中效率高。
4.为实现上述目的,本实用新型采用的技术方案是:
5.一种折叠盒侧板三工位预定位齐料装置,包括装置机架,装置机架上设置有用于对折叠盒侧板转移之用的拾取机构,装置机架上还设置用于对折叠盒侧板齐料之用的齐料机构;齐料机构包括设置在装置机架上的侧板齐料固定组a、侧板齐料固定组b、侧板齐料定位机构a以及侧板齐料定位机构b,侧板齐料固定组a、侧板齐料固定组b、侧板齐料定位机构a以及侧板齐料定位机构b相配套构成用于对折叠盒侧板做齐料动作的齐料机构。
6.进一步的,拾取机构包括直线移动滑轨及配套使用的伺服驱动电机,还包括设置于直线移动滑轨上的滑座,设置于滑座上的拾取执行躯干,拾取执行躯干上设置有拾取治具,于拾取治具上设置有拾取吸盘及配套使用驱动气缸。
7.进一步的,拾取执行躯干上的拾取治具为三工位拾取治具。
8.进一步的,装置机架上设置有两组侧板齐料固定组a,两组侧板齐料固定组a与侧板齐料固定组b垂直设置。
9.进一步的,装置机架上设置有两组侧板齐料定位机构a,两组侧板齐料定位机构a与侧板齐料固定组a平行设置。
10.进一步的,装置机架上设置有两组侧板齐料定位机构b,两组侧板齐料定位机构b与侧板齐料固定组b垂直设置。
11.进一步的,侧板齐料定位机构a包括x轴齐料组和设置于x轴齐料组上的y轴齐料组。
12.进一步的,x轴齐料组包括x轴驱动气缸以及连接x轴驱动气缸的输送架。
13.进一步的,y轴齐料组连接于输送架上,y轴齐料组包括y轴驱动气缸以及连接y轴驱动气缸并在气缸驱动下执行齐料动作的齐料块。
14.进一步的,侧板齐料定位机构b包括驱动气缸以及连接驱动气缸并在气缸驱动下执行齐料动作的的齐料块。
15.本实用新型提供的折叠盒侧板三工位预定位齐料装置,其工作原理是:
16.拾取机构将折叠盒侧板从来料区抓取转移到预定工位,并将折叠盒侧板放落定位工位上,放落工序完成后,拾取机构转移离开,侧板齐料定位机构a以及侧板齐料定位机构b启动,通过驱动气缸驱动推送齐料块折叠盒侧板往侧板齐料固定组a、侧板齐料固定组b方向进行定位齐料。定位齐料后,折叠盒侧板经另一装置转移离开,拾取机构再次将折叠盒侧板从来料区抓取转移到预定位工位,并将纸板放落定位工位上,进入下一轮对折叠盒侧板做定位齐料。
17.本实用新型具备如下优点:
18.提供了折叠盒侧板三工位预定位齐料装置,本实用新型拾取执行躯干上的拾取治具为三工位拾取治具,侧板齐料定位机构a包括x轴齐料组和设置于x轴齐料组上的y轴齐料组,能够实现不同尺寸纸板均能够实现定位齐料,操作简单,对中、定位效率高。
19.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
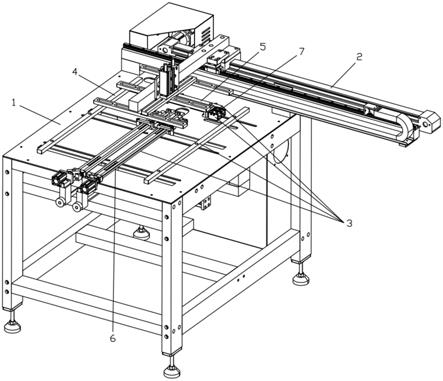
20.图1所示为本实用新型折叠盒侧板三工位预定位齐料装置的立体结构图;
21.图2所示为本实用新型折叠盒侧板三工位预定位齐料装置的立体结构图;
22.图3所示为本实用新型折叠盒侧板三工位预定位齐料装置的俯视图结构图。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.参阅附图1-3,本实施例提供一种折叠盒侧板三工位预定位齐料装置,包括装置机架1,装置机架1上设置有用于对折叠盒侧板转移之用的拾取机构2,装置机架1上还设置用于对折叠盒侧板齐料之用的齐料机构3;齐料机构3包括设置在装置机架1上的侧板齐料固定组a4、侧板齐料固定组b5、侧板齐料定位机构a6以及侧板齐料定位机构b7,侧板齐料固定组a4、侧板齐料固定组b5、侧板齐料定位机构a6以及侧板齐料定位机构b7相配套构成用于对折叠盒侧板做齐料动作的齐料机构3。
25.本实施例的拾取机构2包括直线移动滑轨20及配套使用的伺服驱动电机21,还包括设置于直线移动滑轨20上的滑座22,设置于滑座22上的拾取执行躯干23,拾取执行躯干23上设置有拾取治具24,于拾取治具24上设置有拾取吸盘及配套使用驱动气缸25。
26.本实施例的拾取执行躯干23上的拾取治具24为三工位拾取治具24。
27.本实施例的装置机架1上设置有两组侧板齐料固定组a4,两组侧板齐料固定组a4与侧板齐料固定组b5垂直设置。
28.本实施例的装置机架1上设置有两组侧板齐料定位机构a6,两组侧板齐料定位机构a6与侧板齐料固定组a4平行设置。
29.本实施例的装置机架1上设置有两组侧板齐料定位机构b7,两组侧板齐料定位机
构b7与侧板齐料固定组b5垂直设置。
30.本实施例的侧板齐料定位机构a6包括x轴齐料组60和设置于x轴齐料组60上的y轴齐料组61。
31.本实施例的x轴齐料组60包括x轴驱动气缸601以及连接x轴驱动气缸601的输送架602。
32.本实施例的y轴齐料组61连接于输送架602上,y轴齐料组61包括y轴驱动气缸611以及连接y轴驱动气缸611并在气缸驱动下执行齐料动作的齐料块612。
33.本实施例的侧板齐料定位机构b7包括驱动气缸70以及连接驱动气缸70并在气缸驱动下执行齐料动作的的齐料块71。
34.本实施例的折叠盒侧板三工位预定位齐料装置,其工作原理是:
35.拾取机构将折叠盒侧板从来料区抓取转移到预定工位,并将折叠盒侧板放落定位工位上,放落工序完成后,拾取机构转移离开,侧板齐料定位机构a以及侧板齐料定位机构b启动,通过驱动气缸驱动推送齐料块折叠盒侧板往侧板齐料固定组a、侧板齐料固定组b方向进行定位齐料。定位齐料后,折叠盒侧板经另一装置转移离开,拾取机构再次将折叠盒侧板从来料区抓取转移到预定位工位,并将纸板放落定位工位上,进入下一轮对折叠盒侧板做定位齐料。
36.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的方法和技术内容对本实用新型技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例。故凡是未脱离本实用新型技术方案的内容,依据本实用新型之形状、构造及原理所作的等效变化,均应涵盖于本实用新型的保护范围内。