1.本实用新型涉及纸箱折叠装置技术领域,特别涉及纸箱折叠机下压模头的快拆结构。
背景技术:
2.在现有技术中,纸箱折叠机主要用于将纸箱坯件折叠成型,其中,下压模头主要与侧部折叠模头相互配合,通过下压模头下压底板以及侧部折叠模头侧压侧板,以最终使纸箱折叠成型。为了保证下压模头在工作中的稳定性,通常将下压模头与其固定部位通过螺栓连接固定,导致在实际的生产过程中,操作人员难以根据实际的纸箱坯件的尺寸对下压模头进行快速更换,降低生产效率。
技术实现要素:
3.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是:解决传统下压模头难以被快速更换的问题。
4.为了解决上述技术问题,本实用新型采用的技术方案为:纸箱折叠机下压模头快拆结构,包括模头本体,连接通孔,多个沿水平对称轴对称设置的定位孔和多个磁性件;
5.所述连接通孔设置于所述模头本体的顶面上;
6.多个的所述定位孔沿所述连接通孔的周向间隔设置,所述定位孔的轴线与所述连接通孔的轴线相平行,所述连接通孔的上端开口的圆心位于所述水平对称轴上;
7.多个的所述定位孔内均设置有连接套;
8.多个的所述磁性件均沿所述水平对称轴对称设置于所述模头本体的顶面上。
9.其中,所述连接通孔及多个的所述定位孔的上端开口上均设置有导向面。
10.其中,多个的所述定位孔均为盲孔。
11.其中,多个的所述定位孔的圆心相互连接所形成的交点位于所述模头本体的顶面的中心。
12.本实用新型的有益效果在于:在模头本体的顶面上设置连接通孔、多个定位孔和磁性件,以分别连接固定端的吸头、定位柱和磁块,以通过多个定位孔与固定端的定位柱相互配合,实现对模头本体上连接通孔与固定端的吸头的位置进行定位;通过将连接通孔的上端开口的圆心设置于水平对称轴上,并使多个定位孔和磁性件均沿所述水平对称轴对称设置,以提高模头本体在工作中的稳定性;通过使模头本体上的磁性件与固定端上的磁块相互配合磁吸,以实现模头本体与固定端的快速连接和拆卸,提高更换下压模头的效率。
附图说明
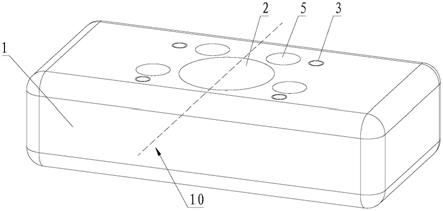
13.图1所示为本实用新型在具体实施方式中纸箱折叠机下压模头快拆结构的结构示意图;
14.图2所示为本实用新型在具体实施方式中纸箱折叠机下压模头快拆结构与固定端
的连接示意图;
15.图3所示为图2中的a部放大图。
16.标号说明:1、模头本体;2、连接通孔;3、定位孔;4、连接套;5、磁性件;6、固定端;7、吸头;8、卡爪;9、凹槽;10、水平对称轴;11、定位柱; 12、磁块。
具体实施方式
17.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
18.本实用新型最关键的构思在于:通过在模头本体的表面设置磁性件,并使磁性件与固定端上的磁块相互吸引磁吸,以实现模头本体与固定端的快速拆装。
19.请参照图1至图3所示,本实用新型为纸箱折叠机下压模头快拆结构,包模头本体1,连接通孔2,多个沿水平对称轴10对称设置的定位孔3和多个磁性件5;所述连接通孔2设置于所述模头本体1的顶面上;多个的所述定位孔3 沿所述连接通孔2的周向间隔设置,所述定位孔3的轴线与所述连接通孔2的轴线相平行,所述连接通孔2的上端开口的圆心位于所述水平对称轴10上;多个的所述定位孔3内均设置有连接套4;多个的所述磁性件5均沿所述水平对称轴10对称设置于所述模头本体1的顶面上。
20.本实用新型的工作原理为:操作人员根据实际的生产需要,对下压模头进行更换。具体的,操作人员首先将下压模头从固定端6取下,并将新的下压模头安装在固定端6上,其中,固定端6的定位柱11插入布置在定位孔3内的连接套4中,以使固定端6的吸头7与连接通孔2相互对齐,最终通过吸头7穿过连接通孔2,以及模头本体1上的磁性件5与固定端6上的磁块12相互磁吸,以实现将下压模头安装在固定端6上。
21.需要说明的是,所述连接通孔2与固定端6的吸头7的配合方式为间隙配合。
22.还需要说明的是,所述固定端6的磁块12为整个铁板,即固定端6的底面除用于连接吸头7的部分均包覆有铁板。
23.还需要说明的是,所述磁性件5为铷铁硼强磁,优选的,所述磁性件5呈圆柱状,嵌合在所述模头本体1的顶面上。
24.从上述描述可知,本实用新型的有益效果在于:在模头本体1的顶面上设置连接通孔2、多个定位孔3和磁性件5,以分别连接固定端6的吸头7、定位柱11和磁性件5,以通过多个定位孔3与固定端6的定位柱11相互配合,实现对模头本体1上连接通孔2与固定端6的吸头7的位置进行定位;通过将连接通孔2的上端开口的圆心设置于水平对称轴10上,并使多个定位孔3和磁性件 5均沿所述水平对称轴10对称设置,以提高模头本体1在工作中的稳定性;通过使模头本体1上的磁性件5与固定端6上的磁性件5相互配合磁吸,以实现模头本体1与固定端6的快速连接和拆卸,提高更换下压模头的效率;在定位孔3内套接连接套4,以通过固定端6的定位柱11插入连接套4中,实现固定端6与下压模头的定位和连接,并且可有效降低定位柱11在定位孔3内的摩擦,进一步提高操作人员拆卸及安装下压模头的便捷性和效率。
25.进一步的,所述连接通孔2及多个的所述定位孔3的上端开口上均设置有导向面。
26.从上述描述可知,在连接通孔2和定位孔3的上端开口均设置导向面,以通过导向面使吸头7和定位柱11能够快速插入连接通孔2及定位孔3内,提高操作人员对下压模头的
安装效率。
27.进一步的,多个的所述定位孔3均为盲孔。
28.为了防止由于定位孔3内气压原因导致定位柱11难以从定位孔3内拔出,优选的,所述固定端6的定位柱11为橡胶插头。
29.优选的,所述定位孔3为沉头孔。
30.进一步的,多个的所述定位孔3的圆心相互连接所形成的交点位于所述模头本体1的顶面的中心。
31.从上述描述可知,通过将多个定位孔3的圆心交叉相连所形成的交点与模头本体1的顶面的中心相互重合,以进一步提高模头本体在工作中的稳定性。
32.进一步的,所述连接通孔2的下端开口处设置有多个凹槽9,多个的所述凹槽9与所述连接通孔2相连通,多个的所述凹槽9沿所述连接通孔2的周向间隔布置。
33.在一种实施方式中,所述连接通孔2与固定端6的吸头7为间隙配合,为了提高连接通孔2与吸头7的连接性以及提高下压模头在工作状态下的稳定性,优选的,在所述吸头7的端面上铰接多个卡爪8,通过卡爪8与凹槽9相互连接,以实现将下压模头固定在吸头7的轴向上。
34.更优选的,当卡爪8与凹槽9相连时,所述卡爪8的底面与所述下压模头的底面相平齐。
35.实施例一
36.参见图1至图3,纸箱折叠机下压模头快拆结构,包括模头本体1,连接通孔2,四个沿水平对称轴10对称设置的定位孔3和四个磁性件5;
37.所述连接通孔2设置于所述模头本体1的顶面上;
38.四个的所述定位孔3沿所述连接通孔2的周向间隔设置,所述定位孔3的轴线与所述连接通孔2的轴线相平行,所述连接通孔2的上端开口的圆心位于所述水平对称轴10上;
39.四个的所述定位孔3内均设置有连接套4;
40.四个的所述磁性件5均沿所述水平对称轴10对称设置于所述模头本体1的顶面上;
41.所述磁性件5为汝铁硼强磁;
42.所述连接通孔2及四个的所述定位孔3的上端开口上均设置有导向面;
43.四个的所述定位孔3均为沉头盲孔;
44.四个的所述定位孔3的圆心相互连接所形成的交点位于所述模头本体1的顶面的中心;
45.所述连接通孔2的下端开口处设置有多个凹槽9,多个的所述凹槽9与所述连接通孔2相连通,多个的所述凹槽9沿所述连接通孔2的周向间隔布置。
46.综上所述,本实用新型提供一种纸箱折叠机下压模头快拆结构,在模头本体1的顶面上设置连接通孔2、多个定位孔3和磁性件5,以分别连接固定端6 的吸头7、定位柱11和磁性件5,以通过多个定位孔3与固定端6的定位柱11 相互配合,实现对模头本体1上连接通孔2与固定端6的吸头7位置进行定位;通过将连接通孔2的上端开口的圆心设置于水平对称轴10上,并使多个定位孔 3和磁性件5均沿所述水平对称轴10对称设置,以提高模头本体1在工作中的稳定性;通过使模头本体1上的磁性件5与固定端6上的磁块12相互配合磁吸,以实现模头本体1与固定端6的快速连接和拆卸,提高更换下压模头的效率;在定位孔3内套接连
接套4,以通过固定端6的定位柱11插入连接套4中,实现固定端6与下压模头的定位和连接,并且可有效降低定位柱11在定位孔3内的摩擦,进一步提高操作人员拆卸及安装下压模头的便捷性和效率。
47.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。