1.本实用新型涉及一种包装机型档案材料折叠压平打孔切割工具。
背景技术:
2.包装机型档案包括封面、机型图纸和烟标纸等,封面的常用尺寸240mm*140,小于a4纸的尺寸,一般需要人工手动裁剪。不同的机器生产出来的烟一般从商标纸(烟盒)的胶痕就可以看出来,在做档案时,一般将商标纸拆开,找出对应的包装机型号,之后将机型图纸、封面和烟标纸整理成档案。
3.在进行实际操作中存在以下问题:1、机型图纸有大有小,需要按照统一尺寸折叠,人工手动折叠不不够整齐,影响美观。2、新拆开的商标纸翘的很严重,无法压平。3、多种资料混合在一起,一般的订书机很难装订,需要用打孔锥扎孔才可以,手动操作很难保证相邻的孔间距相等。
技术实现要素:
4.针对上述现有技术的不足,本实用新型提供了折叠整齐、反复压平、定距扎孔和方便切割的一种包装机型档案材料折叠压平打孔切割工具。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种包装机型档案材料折叠压平打孔切割工具,包括操作台和托板,所述操作台下方设置支腿,所述操作台上并排竖直滑动设置有多根l形滑杆,所述操作台上设置一个方形孔,所述托板位于所述方形孔内且所述托板前后滑动在所述l形滑杆上;每根所述l形滑杆上分别套置一个第一压缩弹簧,所述第一压缩弹簧的一端顶在所述操作台上,所述第一压缩弹簧的另一端顶在所述l形滑杆顶端设置的第一挡板上;
7.所述托板的上方竖直滑动一个压条,所述压条的左端面与所述托板的左端面平齐,所述压条连接一个驱动其靠近或者远离所述托板的压条驱动机构,所述托板上设置有刻度线;
8.所述操作台上固定一个倒置l形的对正板,所述对正板上竖直滑动设置两根第一竖直杆,每根所述第一竖直杆的底端固定一个打孔锥,两个所述第一竖直杆的顶端固定一个把手。
9.进一步的,所述压条驱动机构包括第二竖直杆和第二压缩弹簧,所述托板上竖直滑动设置两根所述第二竖直杆,所述第二竖直杆固定在所述压条的两端,所述第二压缩弹簧套置在所述第二竖直滑杆上,每根所述第二压缩弹簧的一端顶在所述托板上,所述第二压缩弹簧的底端顶在所述第二竖直杆底端设置的第二挡板上;所述操作台上固定两根与所述第二竖直杆对应的顶杆;当所述第二挡板触碰到所述顶杆且所述托板继续向下滑动时,所述压条脱离所述托板。
10.进一步的,所述压条的左侧顶端棱边设置倒角。
11.进一步的,所述方形孔的左侧壁的底端设置一个转辊,所述转辊的的外表面与所
述方形孔的左侧壁相切。
12.进一步的,所述操作台上设置两个与所述第一竖直杆对应的通孔。
13.本实用新型的有益效果是:
14.通过设置l形滑杆和第一压缩弹簧,不仅可以实现托板的竖直移动,同时实现托板的左右滑动。通过设置压条,在使用时,按压托板使其竖直向下运动,当第二挡板触碰到顶杆后,压条会脱离托板,此时将资料伸入压条的下方,量好尺寸后,松开托板,之后向左滑动托板使其贴合方形孔的左侧壁,之后竖直向下按压托板,最后沿着操作台的底壁滑动,完整实现资料的折叠。整个过程操作方便,且折叠整齐。按照相同的步骤还可实现商标纸的压平。通过设置转辊可减小与资料之间的阻力。通过设置第一竖直杆、把手和打孔锥,使用时通过按压把手实现定距扎孔。当资料被夹持后,沿着压条的左侧进行切割即可,操作方便简单。
附图说明
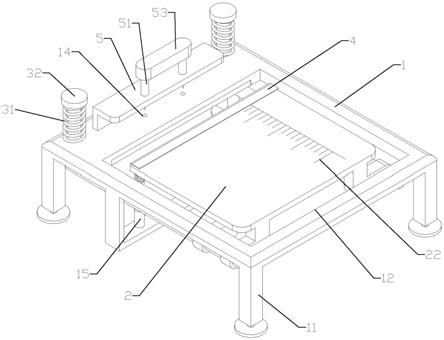
15.附图1为本实用新型的立体结构示意图;
16.附图2为本实用新型的前视结构示意图;
17.附图3为本实用新型的右视结构示意图;
18.附图4为本实用新型的剖视结构示意图;
19.附图5为本实用新型的剖视结构示意图(显示托板的运动轨迹);
20.附图6为本实用新型商标纸的简易示意图;
21.图中,操作台1、支腿11、方形孔12、转辊13、通孔14、顶杆15、支架151、托板2、滑动座21、刻度线22、l形滑杆3、第一压缩弹簧31、第一挡板32、压条4、压条驱动机构41、第二竖直杆411、第二压缩弹簧412、第二挡板413、倒角42、对正板5、第一竖直杆51、打孔锥52、把手53、商标纸6。
具体实施方式
22.为了更好地理解本实用新型,下面结合附图来详细解释本实用新型的实施方式。
23.如附图1至附图6所示的一种包装机型档案材料折叠压平打孔切割工具,包括操作台1和托板2,所述操作台1下方设置支腿11,支腿11设置四根。所述操作台1上并排竖直滑动设置有多根l形滑杆3,如附图1所示,l形滑杆3并排设置两根。l形滑杆3的顶端保持竖直,底端保持水平,滑动设置即l形滑杆3穿过操作台1上设置的孔。
24.所述操作台1上设置一个方形孔12,所述托板2位于所述方形孔12内且所述托板2前后滑动在所述l形滑杆3上,具体的,在托板2的底端固定多个滑动座21,滑动座21套置在l形滑杆3上,使用时,手动推动托板2左右滑动。
25.每根所述l形滑杆3上分别套置一个第一压缩弹簧31,所述第一压缩弹簧31的一端顶在所述操作台1上,所述第一压缩弹簧31的另一端顶在所述l形滑杆3顶端设置的第一挡板32上;初始状态在第一压缩弹簧31的作用下,操作台1的顶面和托板2的顶面平齐,之后按压托板2后,托板2会竖直向下运动,之后松开托板2在第一压缩弹簧31的作用下托板2复位。
26.所述托板2的上方竖直滑动一个压条4,如附图1所示,压条4前后设置,所述压条4的左端面与所述托板2的左端面平齐,优选的,所述压条4的左侧顶端棱边设置倒角42。所述
压条4连接一个驱动其靠近或者远离所述托板2的压条驱动机构41。
27.具体实施方式为:所述压条驱动机构41包括第二竖直杆411和第二压缩弹簧412,所述托板2上竖直滑动设置两根所述第二竖直杆411,所述第二竖直杆411固定在所述压条4的两端,所述第二压缩弹簧412套置在所述第二竖直滑杆411上。每根所述第二压缩弹簧412的一端顶在所述托板2上,所述第二压缩弹簧412的底端顶在所述第二竖直杆411底端设置的第二挡板413上。
28.所述操作台1上固定两根与所述第二竖直杆411对应的顶杆15;当所述第二挡板413触碰到所述顶杆15且所述托板2继续向下滑动时,所述压条4脱离所述托板2。当松开托板2后,在第二压缩弹簧412的作用下压条4复位继续紧贴托板2,为了方便显示,附图中的压条4与托板2之间留有一定间距。实际使用时,采用大弹性系数的第二压缩弹簧412,这样压条4压紧托板2的力变大,避免在折叠时资料滑动。
29.顶杆15的实施方式为,顶杆15通过一个支架151固定在操作台1的下方。关于顶杆15位置的选择,优选的,当托板2滑到右侧与方形孔12的右侧内壁贴合时,顶杆15的顶端与第二挡板413对齐,这样方便寻找顶杆15的位置,便于驱动压条4的靠近或者远离托板2。
30.所述托板2上设置有刻度线22,如附图1所示,刻度线22沿着左右方向设置在托板2的上表面。使用时将资料放置在托板2上,通过刻度线22量出需要的尺寸。之后按压托板2使压条4远离托板2,,并使资料多余的部分穿过压条4和托板2之间。当然也可以先存过压条4后量尺寸。之后向左滑动托板2使其紧贴方形孔12的左侧壁,如附图5所示,此时托板2已经携带资料(虚直线表示)运动到了左侧,之后沿着箭头表示的运动轨迹运动,之后的运动轨迹为,托板2竖直下降,此时资料已经被折叠成垂直状态,之后托板向左滑动,资料被完全折叠到压条4的上方,之后返回取出资料即可。
31.为了避免托板2在操作台2的底端滑动时阻力太大,优选的,所述方形孔12的左侧壁的底端设置一个转辊13,所述转辊13的的外表面与所述方形孔12的左侧壁相切。
32.在压平商标纸6也是先将商标纸6通过压条4夹持,商标纸6在夹持时,商标纸6的左侧不要伸出压条4的左端,之后按照上述的运动轨迹运动,完成压平动作,特别是在转辊13的作用下,犹如擀面杖一样将商标纸6碾平。如附图6所示,刚拆的商标纸6翘的很严重,在夹持时,使其棱边接触托板2,鼓起的部分位于顶端,即整个商标纸6在托板2上呈拱形。实际压平时可往复多压几次,效果更好。在切割时,先将资料夹持好,之后将托板2滑到左侧,手持刀具进行切割即可,操作方便。
33.所述操作台1上固定一个倒置l形的对正板5,所述对正板5上竖直滑动设置两根第一竖直杆51,每根所述第一竖直杆51的底端固定一个打孔锥52,两个所述第一竖直杆51的顶端固定一个把手53。使用时,将资料整理好对齐,并使资料的左端顶在对正板5上,之后手持把手53竖直按压即可实现在资料上扎孔。优选的,所述操作台1上设置两个与所述第一竖直杆51对应的通孔14。这样打孔锥穿过资料后伸入通孔14内,避免扎在操作台1上。
34.需要说明的是,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。