1.本发明涉及碳纤维束加工技术领域,具体为根据使用需求制备指定长度的碳纤维束加工系统及方法。
背景技术:
2.将甲烷与氢的混合气体在催化剂的存在下,于1000℃高温下反应,可制得不连续的短切碳纤维,但是这种制造方法获得的碳纤维束长度有限,且无法根据使用需求制备指定长度,难以满足更多的使用需求。
3.因此需要根据使用需求制备指定长度的碳纤维束加工系统及方法,具备在自动化程度高,能够根据使用需求制备指定长度的碳纤维束的功能。
4.通过两弹性套环分离,将碳纤维束进行拉伸,同时通过自动控制系统控制机械夹爪收紧,将碳纤维束中段进行限位固定,方便集料,通过粗拉伸以后,通过转动圆盘的转动,带动移位轴在移位长槽内部移动,从而带动移位板转动,使得移位板之间的距离增大,从而使得弹性套环的直径增大,进一步微调碳纤维束的长度,使其能够达到使用需求的尺寸。
技术实现要素:
5.为实现上述自动化程度高,能够根据使用需求制备指定长度的碳纤维束的目的,本发明提供如下技术方案:根据使用需求制备指定长度的碳纤维束加工系统,包括设备壳体,所述设备壳体内壁固定连接有移动轨道,所述移动轨道内部活动连接有移动块,所述移动块内侧固定连接有固定线轴;
6.所述设备壳体内部开设有调节槽,所述调节槽内部活动连接有安装轴,所述安装轴正面固定连接有连接轴,所述连接轴外侧活动连接有驱动侧轴,所述驱动侧轴内侧活动连接至束线座,所述束线座外侧固定连接有机械夹爪,所述束线座内侧固定连接有第一电动伸缩杆,所述第一电动伸缩杆内侧固定连接有固定块;
7.所述连接轴背面固定连接有安装板,所述安装板内部开设有安装槽,所述安装槽内部活动连接有移位板,所述移位板外侧活动连接有弹性套环,所述移位板正面固定连接有移位轴,所述设备壳体内部固定连接有第二电动伸缩杆,所述第二电动伸缩杆内侧固定连接有活动齿条,所述设备壳体内部活动连接有转动圆盘,所述转动圆盘内部开设有均匀分布的移位长槽,所述转动圆盘外侧固定连接有转动齿轮。
8.作为优化,所述固定线轴内侧活动连接有限位环,限位环内部开设有导线孔,将碳纤维束加工卷材套装到固定线轴上。
9.作为优化,所述移动轨道包括直线轨道和环形轨道,所述直线轨道和环形轨道拼接为一整体,所述移动块外侧固定连接有驱动机构,通过驱动机构带动移动块在移动轨道上往复移动。
10.作为优化,所述弹性套环内部开设有均匀分布的限位槽,待加工的碳纤维束外侧活动连接在限位槽内部,通过限位槽保持碳纤维束在拉伸过程中不移位。
11.作为优化,所述移位轴外侧活动连接在移位长槽内部,通过转动圆盘的转动,带动移位轴在移位长槽内部移动,从而带动移位板转动。
12.作为优化,所述设备壳体内部固定连接有转动轴,所述转动轴背面活动连接至转动圆盘正面,使得转动圆盘能够自由转动。
13.作为优化,所述活动齿条内侧与转动齿轮外侧相互啮合,所述转动圆盘的直径尺寸与安装板直径尺寸相同,通过第二电动伸缩杆带动活动齿条移动,从而带动转动齿轮转动。
14.作为优化,所述设备壳体外侧固定连接有自动控制系统,所述第一电动伸缩杆、第二电动伸缩杆和机械夹爪均电性连接至自动控制系统。
15.根据使用需求制备指定长度的碳纤维束加工系统的使用方法,具体步骤如下:
16.s1、通过限位环将碳纤维束加工卷材套装到固定线轴上,并将碳纤维束自导线孔穿出,固定在一弹性套环外侧;
17.s2、移动块外侧固定连接有驱动机构,通过驱动机构带动移动块在移动轨道上往复移动,从而将碳纤维束不断绕在弹性套环外侧,弹性套环内部开设有均匀分布的限位槽,待加工的碳纤维束外侧活动连接在限位槽内部,通过限位槽保持碳纤维束在拉伸过程中不移位;
18.s3、将碳纤维束缠绕在弹性套环外侧后,通过自动控制系统控制第一电动伸缩杆收缩,从而带动束线座向内侧靠近,使得驱动侧轴带动安装轴在调节槽内部向外侧移动,使得两弹性套环分离,将碳纤维束进行拉伸,同时通过自动控制系统控制机械夹爪收紧,将碳纤维束中段进行限位固定,方便集料;
19.s4、通过粗拉伸以后,定型20分钟,然后通过自动控制系统控制第二电动伸缩杆带动活动齿条向外侧移动,从而带动转动齿轮转动,转动齿轮带动转动圆盘转动;
20.s5、通过转动圆盘的转动,带动移位轴在移位长槽内部移动,从而带动移位板转动,使得移位板之间的距离增大,从而使得弹性套环的直径增大,进一步微调碳纤维束的长度,使其能够达到使用需求的尺寸。
21.本发明的有益效果是:该根据使用需求制备指定长度的碳纤维束加工系统及方法,两弹性套环分离,将碳纤维束进行拉伸,同时通过自动控制系统控制机械夹爪收紧,将碳纤维束中段进行限位固定,方便集料,通过粗拉伸以后,通过转动圆盘的转动,带动移位轴在移位长槽内部移动,从而带动移位板转动,使得移位板之间的距离增大,从而使得弹性套环的直径增大,进一步微调碳纤维束的长度,使其能够达到使用需求的尺寸。
附图说明
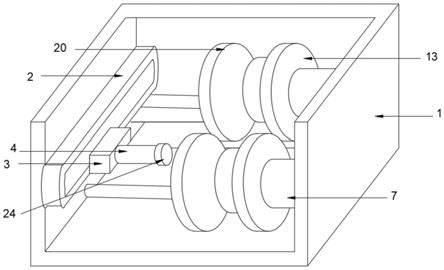
22.图1为本发明固定线轴结构三维示意图;
23.图2为本发明安装板结构正视示意图;
24.图3为本发明转动圆盘结构正视示意图;
25.图4为本发明a结构正视示意图;
26.图5为本发明弹性套环结构三维示意图;
27.图6为本发明移位板结构正视示意图。
28.图中:1、设备壳体;2、移动轨道;3、移动块;4、固定线轴;5、调节槽;6、安装轴;7、连
接轴;8、驱动侧轴;9、束线座;10、机械夹爪;11、第一电动伸缩杆;12、固定块;13、安装板;14、安装槽;15、移位板;16、弹性套环;17、移位轴;18、第二电动伸缩杆;19、活动齿条;20、转动圆盘;21、移位长槽;22、转动齿轮;23、转动轴;24、限位环。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.请参阅图1-6,根据使用需求制备指定长度的碳纤维束加工系统,包括设备壳体1,设备壳体1内壁固定连接有移动轨道2,移动轨道2包括直线轨道和环形轨道,直线轨道和环形轨道拼接为一整体,移动块3外侧固定连接有驱动机构,通过驱动机构带动移动块3在移动轨道2上往复移动,移动轨道2内部活动连接有移动块3,移动块3内侧固定连接有固定线轴4,固定线轴4内侧活动连接有限位环24,限位环24内部开设有导线孔,将碳纤维束加工卷材套装到固定线轴4上;
31.设备壳体1内部开设有调节槽5,调节槽5内部活动连接有安装轴6,安装轴6正面固定连接有连接轴7,连接轴7外侧活动连接有驱动侧轴8,驱动侧轴8内侧活动连接至束线座9,束线座9外侧固定连接有机械夹爪10,束线座9内侧固定连接有第一电动伸缩杆11,第一电动伸缩杆11内侧固定连接有固定块12;
32.连接轴7背面固定连接有安装板13,安装板13内部开设有安装槽14,安装槽14内部活动连接有移位板15,移位板15外侧活动连接有弹性套环16,弹性套环16内部开设有均匀分布的限位槽,待加工的碳纤维束外侧活动连接在限位槽内部,通过限位槽保持碳纤维束在拉伸过程中不移位,移位板15正面固定连接有移位轴17,设备壳体1内部固定连接有第二电动伸缩杆18,设备壳体1外侧固定连接有自动控制系统,第一电动伸缩杆11、第二电动伸缩杆18和机械夹爪10均电性连接至自动控制系统,第二电动伸缩杆18内侧固定连接有活动齿条19,设备壳体1内部活动连接有转动圆盘20,设备壳体1内部固定连接有转动轴23,转动轴23背面活动连接至转动圆盘20正面,使得转动圆盘20能够自由转动,移位轴17外侧活动连接在移位长槽21内部,通过转动圆盘20的转动,带动移位轴17在移位长槽21内部移动,从而带动移位板15转动,转动圆盘20内部开设有均匀分布的移位长槽21,转动圆盘20外侧固定连接有转动齿轮22,活动齿条19内侧与转动齿轮22外侧相互啮合,转动圆盘的直径尺寸与安装板13直径尺寸相同,通过第二电动伸缩杆18带动活动齿条19移动,从而带动转动齿轮22转动。
33.根据使用需求制备指定长度的碳纤维束加工系统的使用方法,具体步骤如下:
34.s1、通过限位环24将碳纤维束加工卷材套装到固定线轴4上,并将碳纤维束自导线孔穿出,固定在一弹性套环16外侧;
35.s2、移动块3外侧固定连接有驱动机构,通过驱动机构带动移动块3在移动轨道2上往复移动,从而将碳纤维束不断绕在弹性套环16外侧,弹性套环16内部开设有均匀分布的限位槽,待加工的碳纤维束外侧活动连接在限位槽内部,通过限位槽保持碳纤维束在拉伸过程中不移位;
36.s3、将碳纤维束缠绕在弹性套环16外侧后,通过自动控制系统控制第一电动伸缩杆11收缩,从而带动束线座9向内侧靠近,使得驱动侧轴8带动安装轴6在调节槽5内部向外侧移动,使得两弹性套环16分离,将碳纤维束进行拉伸,同时通过自动控制系统控制机械夹爪10收紧,将碳纤维束中段进行限位固定,方便集料;
37.s4、通过粗拉伸以后,定型20分钟,然后通过自动控制系统控制第二电动伸缩杆18带动活动齿条19向外侧移动,从而带动转动齿轮22转动,转动齿轮22带动转动圆盘20转动;
38.s5、通过转动圆盘20的转动,带动移位轴17在移位长槽21内部移动,从而带动移位板15转动,使得移位板15之间的距离增大,从而使得弹性套环16的直径增大,进一步微调碳纤维束的长度,使其能够达到使用需求的尺寸。
39.工作原理:通过限位环24将碳纤维束加工卷材套装到固定线轴4上,并将碳纤维束自导线孔穿出,固定在一弹性套环16外侧,移动块3外侧固定连接有驱动机构,通过驱动机构带动移动块3在移动轨道2上往复移动,从而将碳纤维束不断绕在弹性套环16外侧,弹性套环16内部开设有均匀分布的限位槽,待加工的碳纤维束外侧活动连接在限位槽内部,通过限位槽保持碳纤维束在拉伸过程中不移位;
40.将碳纤维束缠绕在弹性套环16外侧后,通过自动控制系统控制第一电动伸缩杆11收缩,从而带动束线座9向内侧靠近,使得驱动侧轴8带动安装轴6在调节槽5内部向外侧移动,使得两弹性套环16分离,将碳纤维束进行拉伸,同时通过自动控制系统控制机械夹爪10收紧,将碳纤维束中段进行限位固定,方便集料;
41.通过粗拉伸以后,定型20分钟,然后通过自动控制系统控制第二电动伸缩杆18带动活动齿条19向外侧移动,从而带动转动齿轮22转动,转动齿轮22带动转动圆盘20转动,通过转动圆盘20的转动,带动移位轴17在移位长槽21内部移动,从而带动移位板15转动,使得移位板15之间的距离增大,从而使得弹性套环16的直径增大,进一步微调碳纤维束的长度,使其能够达到使用需求的尺寸。
42.综上所述,根据使用需求制备指定长度的碳纤维束加工系统及方法,两弹性套环16分离,将碳纤维束进行拉伸,同时通过自动控制系统控制机械夹爪10收紧,将碳纤维束中段进行限位固定,方便集料,通过粗拉伸以后,通过转动圆盘20的转动,带动移位轴17在移位长槽21内部移动,从而带动移位板15转动,使得移位板15之间的距离增大,从而使得弹性套环16的直径增大,进一步微调碳纤维束的长度,使其能够达到使用需求的尺寸。
43.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。