1.本实用新型涉及废纸再造瓦楞芯纸生产线技术领域,尤其是涉及一种废纸再造瓦楞芯纸的制浆生产线。
背景技术:
2.使用废纸作为造纸原料进行再次生产瓦楞芯纸的,需要先通过制浆设备(俗称打浆机或碎浆机)将废纸打成浆料,制浆设备主要包括废纸自动输送线和大型碎浆桶,目前制浆设备是在大型碎浆桶的底部安装有搅拌器,搅拌器包括三个浆叶,通过旋转的浆叶带动大型碎浆桶内的废纸旋转撞击大型碎浆桶的桶壁,在大型碎浆桶内设置有一个碎浆平面,俗称d型碎浆桶,或者,在大型碎浆桶内设置有两个相对平行设置的碎浆平面,俗称双d型碎浆桶,一个大型碎浆桶的有效容量为10-50吨,传统的制浆设备完成一次碎浆的时间极长,一般为5-10小时,制浆效率低,制浆能耗较大,因此有必要予以改进。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种废纸再造瓦楞芯纸的制浆生产线,制浆效率高,制浆能耗小,节能减排。
4.为了实现上述目的,本实用新型所采用的技术方案是:一种废纸再造瓦楞芯纸的制浆生产线,包括安装在制浆车间的废纸输送线和固定在制浆车间的大型碎浆桶,废纸输送线具有上料端和出料端,上料端邻近地面,出料端位于大型碎浆桶的上部开口的上方,包括安装在大型碎浆桶的上方的电机、旋转安装在大型碎浆桶的打浆室中的打浆轴和多个设置有打浆轴的外缘并沿圆周方向间隔设置的打浆板,打浆轴的上部伸出到大型碎浆桶的上方,打浆轴的上部传动连接电机,打浆轴对应每个打浆板的区域沿轴向方向固定有多个间隔设置的打浆棒,打浆棒横向设置,每一个打浆板固定在打浆棒的外端部,打浆板邻近大型碎浆桶的桶壁,每一个打浆板的上端部至少延伸到大型碎浆桶的中上部、下端部至少延伸至大型碎浆桶的中下部。
5.进一步的,沿所述打浆板的旋转方向打浆板具有宽度为5-20cm的打浆板面,打浆板面的侧面为曲线形状,打浆板面相对垂直面倾斜设置。
6.进一步的,所述打浆板面的不同位置的宽度不相同,打浆板面的不同位置与桶壁的距离不相同,打浆板面的不同位置与所述打浆轴的距离不相同。
7.进一步的,所述大型碎浆桶的下部固定有双环形状的支架,支架的外缘设置有环形体形状的固定环,大型碎浆桶的所述桶壁设置有卡位,固定环卡装固定于卡位,支架的中部设置有轴座,打浆轴的下端部旋转安装于轴座。
8.进一步的,所述打浆轴的外缘沿圆周方向间隔设置有三个所述打浆板,每一个打浆板的上端部高于所述打浆室的液面,打浆板的下端部延伸至打浆室的底部。
9.进一步的,在所述废纸输送线的所述上料端的前侧设置有废纸自动切条设备,废纸自动切条设备包括机架、送料电机、多个通过链条传动的废纸输送辊以及废纸切条机构,
废纸输送辊分别旋转安装于机架,各废纸输送辊横向间隔设置,送料电机固定于机架,送料电机传动连接其中一废纸输送辊,废纸切条机构包括废纸切条电机、切条传动轴和多个圆形的锯片,切条传动轴旋转安装于机架,各锯片分别固定于切条传动轴,各锯片纵向间隔设置,切条传动轴及锯片的正下方设置有避让空间,避让空间左右两侧各设置有一废纸输送辊,锯片的下端部低于废纸输送辊的顶部,废纸切条电机固定于机架,废纸切条电机传动连接切条传动轴。
10.进一步的,所述大型碎浆桶具有一个从其底部延伸顶部的撞浆平面,或者大型碎浆桶具有两个相对平行设置的从其底部延伸顶部的撞浆平面,撞浆平面竖直设置。
11.进一步的,所述大型碎浆桶的底面设置有重渣排渣口,大型碎浆桶的所述桶壁的下部设置有浆料排出口。
12.采用上述结构后,本实用新型和现有技术相比所具有的优点是:本实用新型的打浆板具有更强的撞浆面和撞浆力,碎解废纸能力更强,打浆碎浆速度快,且在打浆和碎浆过程中不易折断废纸的中长长度的纤维,制浆效率高,打浆时间缩短50%以上,能耗降低50%以上,制浆能耗小,节能减排,更加环保。
附图说明
13.下面结合附图和实施例对本实用新型进一步说明。
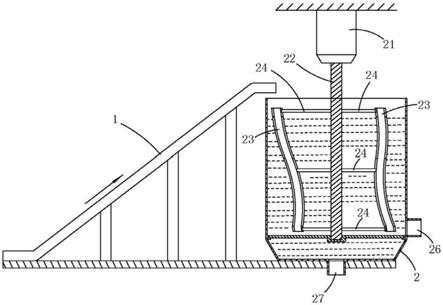
14.图1是本实用新型的结构示意图。
15.图2是本实用新型的大型碎浆桶的结构示意图。
16.图中:
17.1废纸输送线。
18.2大型碎浆桶21电机22打浆轴23打浆板24打浆棒25支架26重渣排渣口27浆料排出口。
具体实施方式
19.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
20.一种废纸再造瓦楞芯纸的制浆生产线,图1和2所示,包括安装在制浆车间的废纸输送线1和固定在制浆车间的大型碎浆桶2、安装在大型碎浆桶2的上方的电机21、旋转安装在大型碎浆桶2的打浆室中的打浆轴22和多个设置有打浆轴22的外缘并沿圆周方向间隔设置的打浆板23,废纸输送线1具有上料端和出料端,上料端邻近地面,出料端位于大型碎浆桶2的上部开口的上方,打浆轴22的上部伸出到大型碎浆桶2的上方,打浆轴22的上部传动连接电机21,电机21固定安装在大型碎浆桶2的上方的楼板或龙门支架25,打浆轴22对应每个打浆板23的区域沿轴向方向固定有多个间隔设置的打浆棒24,打浆棒24横向设置,每一个打浆板23固定在打浆棒24的外端部,打浆板23邻近大型碎浆桶2的桶壁,每一个打浆板23的上端部至少延伸到大型碎浆桶2的中上部、下端部至少延伸至大型碎浆桶2的中下部,通过打浆棒24和打浆板23综合打浆。
21.打浆轴22的外缘沿圆周方向间隔设置有三个打浆板23,每一个打浆板23的上端部高于打浆室的液面,打浆板23的下端部延伸至打浆室的底部。沿打浆板23的旋转方向打浆板23具有宽度为5-20cm的打浆板23面,打浆板23面的侧面为曲线形状,打浆板23面相对垂
直面倾斜设置。打浆板23面的不同位置的宽度不相同,打浆板23面的不同位置与桶壁的距离不相同,打浆板23面的不同位置与打浆轴22的距离不相同,打浆板23面具有更强的撞浆面和撞浆力,碎解废纸能力更强,打浆碎浆速度快,且在打浆和碎浆过程中不易折断废纸的中长长度的纤维。可以在大型碎浆桶2具有一个从其底部延伸顶部的撞浆平面,或者大型碎浆桶2具有两个相对平行设置的从其底部延伸顶部的撞浆平面,撞浆平面竖直设置,以增加碎浆速度。对于有效容量为10-20吨的大型碎浆桶2,本实用新型完成一次打浆碎浆的作业时间缩短至0.5-1小时,对于有效容量为20-50吨的大型碎浆桶2,本实用新型完成一次打浆碎浆的作业时间缩短至1-2小时,大幅度缩短打浆时间,相对传统打浆设备,本实用新型的打浆时间缩短50%以上,能耗降低50%以上。
22.大型碎浆桶2的下部固定有双环形状的支架25,支架25的外缘设置有环形体形状的固定环,大型碎浆桶2的桶壁设置有卡位,固定环卡装固定于卡位,支架25的中部设置有轴座,打浆轴22的下端部旋转安装于轴座。
23.制浆生产线包括一内径大于30cm的轻渣吸渣管,大型碎浆桶2的上部开口安装有一盖板,盖板开设有一插孔,轻渣吸渣管的下端部插装于插孔,轻渣吸渣管的下端部伸入至盖板的下方,轻渣吸渣管的下端位于打浆室的液面的上方,轻渣吸渣管的下端邻近大型碎浆桶2的桶壁,通过轻渣吸渣管吸走漂浮在打浆室的上部的轻渣。大型碎浆桶2的桶壁的上部设置有补水口,补水口远离轻渣吸渣管,在打浆和碎浆过程中通过补水口补充水。大型碎浆桶2的底面设置有重渣排渣口26,大型碎浆桶2的桶壁的下部设置有浆料排出口27。在完成打浆作业后,先通过浆料排出口27排出浆料,再通过重渣排渣口26排出下沉在打浆室的底部的重渣。
24.在废纸输送线1的上料端的前侧设置有废纸自动切条设备,废纸自动切条设备包括机架、送料电机21、多个通过链条传动的废纸输送辊以及废纸切条机构,废纸输送辊分别旋转安装于机架,各废纸输送辊横向间隔设置,送料电机21固定于机架,送料电机21传动连接其中一废纸输送辊,废纸切条机构包括废纸切条电机21、切条传动轴和多个圆形的锯片,切条传动轴旋转安装于机架,各锯片分别固定于切条传动轴,各锯片纵向间隔设置,切条传动轴及锯片的正下方设置有避让空间,避让空间左右两侧各设置有一废纸输送辊,锯片的下端部低于废纸输送辊的顶部,废纸切条电机21固定于机架,废纸切条电机21传动连接切条传动轴。
25.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。