1.本实用新型涉及废纸造纸磨浆设备技术领域,尤其是涉及一种废纸再造瓦楞芯纸的磨浆设备。
背景技术:
2.使用废纸再造瓦楞芯纸中的制浆生产线包括多种设备,包括碎浆设备、多种除杂设备、磨浆设备和各种用于投入添加剂或辅料的辅助设备,目前,磨浆设备是磨盘式磨浆机来磨浆的,在磨浆过程中磨盘损耗较为严重,设备维修频率较高,且在磨浆过程中浆料中的纤维块或纤维束受压较大的压力、研磨和撞击,致使浆料的纤维的折断率较高,这严重影响浆料的纤维质量,最终致使生产得到的成纸的强度相对较低,因此有必要予以改进。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种废纸再造瓦楞芯纸的磨浆设备,结构简单,设备成本和运行成本低,磨浆过程纤维折断率低。
4.为了实现上述目的,本实用新型所采用的技术方案是:一种废纸再造瓦楞芯纸的磨浆设备,包括至少一设置在制浆生产线中的磨浆设备,磨浆设备包括电机、磨浆外筒、磨浆内筒和浆料收集仓,磨浆外筒具有上下贯穿磨浆外筒的磨浆筒腔,磨浆外筒竖直固定在浆料收集仓的上方,磨浆内筒活动套装在磨浆外筒的磨浆筒腔中,电机传动连接磨浆内筒,以实现驱动磨浆内筒相对磨浆外筒旋转,磨浆内筒的外圆周壁面和磨浆外筒的内圆周壁面之间设置有磨浆间隙,磨浆内筒的外圆周壁面或磨浆外筒的内圆周壁面设置有相对凸出在磨浆间隙中的磨齿或磨纹,磨浆间隙的上端部设置有进浆口、下端部设置有出浆口,磨浆外筒的上部设置有进浆斗,进浆斗的下部连通进浆口。
5.进一步的技术方案中,所述磨浆设备包括吊装机构,所述磨浆内筒竖直设置,磨浆内筒的上端部凸出在所述磨浆外筒的上方,磨浆内筒的上端部吊装于吊装机构,磨浆内筒自由悬置于所述磨浆筒腔中,在所述磨浆间隙中充满浆料后磨浆间隙的不同位置的宽度均处于动态变化的状态,所述电机安装于吊装机构。
6.进一步的技术方案中,所述磨浆内筒的下端部凸出在所述磨浆外筒的下方,磨浆内筒的下端部设置有上大下小的导流锥部,磨浆外筒的下端部、磨浆内筒的下端部和导流锥部的下端部均位于所述浆料收集仓中,浆料收集仓的一侧设置有排浆口。
7.进一步的技术方案中,所述浆料收集仓的上部固定有支撑架,所述磨浆外筒的下端部固定安装于支撑架,磨浆外筒的上端部自由悬置。
8.进一步的技术方案中,所述磨浆内筒的中部的形状为圆柱体形状,磨浆内筒的内腔密封设置,磨浆内筒的内腔的上部设置有一个圆形的在竖直方向邻近所述进浆口的支撑板,磨浆内筒的内腔的下部设置有一个圆形的在竖直方向邻近所述出浆口的支撑板,磨浆内筒的内腔的中部间隔设置有多个圆形的支撑板,各支撑板的圆周侧面分别抵顶磨浆内筒的内壁面。
9.进一步的技术方案中,所述磨浆内筒的上端部伸入至所述进浆斗中,在磨浆内筒和进浆斗之间形成一具有上部开口的环形的上大下小的进料室,磨浆内筒的外侧沿圆周方向间隔固定有多个弧形的拨料板,各拨料板均设置在进料室的下部,各拨料板的外侧边分别抵顶进浆斗的内壁面,各拨料板的下侧邻近或伸入至所述磨浆间隙。
10.进一步的技术方案中,所述磨浆内筒的外圆周壁面从上至下顺次设置有粗磨区、中磨区和精磨区;
11.磨浆内筒的外圆周壁面对应粗磨区的区域成型有多个间隔设置的粗磨浆条;
12.磨浆内筒的外圆周壁面对应中磨区的区域成型有多个间隔设置的中磨浆条;
13.磨浆内筒的外圆周壁面对应精磨区的区域成型有多个间隔设置的精磨浆条。
14.进一步的技术方案中,所述粗磨区设置有多个沿圆周方向间隔设置的所述粗磨浆条和多个沿竖直方向间隔设置的粗磨浆条;
15.所述中磨区设置有多个沿圆周方向间隔设置的所述中磨浆条和多个沿竖直方向间隔设置的中磨浆条;
16.所述精磨区设置有多个沿圆周方向间隔设置的所述精磨浆条和多个沿竖直方向间隔设置的精磨浆条;
17.粗磨浆条的宽度大于中磨浆条的宽度,中磨浆条的宽度大于精磨浆条的宽度;
18.相邻两个粗磨浆条的间距大于相邻两个中磨浆条的间距,相邻两个中磨浆条的间距大于相邻两个精磨浆条的间距;
19.粗磨浆条的厚度小于中磨浆条的厚度,中磨浆条的厚度小于精磨浆条的厚度,
20.粗磨浆条、中磨浆条和精磨浆条分别相对竖直方向倾斜设置。
21.进一步的技术方案中,所述磨浆外筒的内圆周壁面成型有多个间隔设置的相对凸出在所述磨浆间隙中的所述磨纹;
22.磨纹相对竖直方向倾斜设置,磨纹的倾斜方向与所述粗磨浆条的倾斜方向相反,粗磨浆条、所述中磨浆条和所述精磨浆条的倾斜方向相同。
23.进一步的技术方案中,磨纹的厚度设置在0.1-1mm、宽度设置在5-20mm;粗磨浆条的厚度设置在0.1-1mm、宽度设置在5-20mm;精磨浆条的厚度设置在 1-3mm、宽度设置在1-10mm;磨浆间隙的宽度设置在3-8mm。
24.本实用新型和现有技术相比所具有的优点是:本实用新型结构简单,设备成本和运行成本低,磨浆过程中纤维折断率小于10%,大幅度降低纤维折断率,废纸中的纤维的回收率大于95%,长纤维回收利率高,使得最终生产得到的瓦楞纸芯纸或瓦楞纸纸的结构强度和韧性,单位产能所约的废纸原材料的用量降低10%,磨浆能耗降低至1千瓦时/每吨,磨浆过程所需电能降低45%以上,一台磨浆设备的磨浆速度为1-2吨/小时,磨浆效率高。
附图说明
25.下面结合附图和实施例对本实用新型进一步说明。
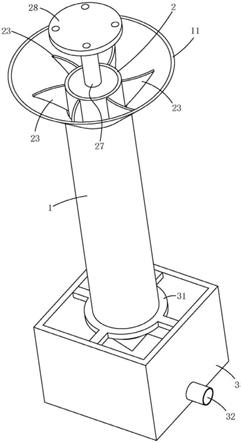
26.图1是本实用新型的结构示意图。
27.图2是本实用新型的内部结构示意图。
28.图中标记:
29.1磨浆外筒11进浆斗12磨浆间隙。
30.2磨浆内筒21导流锥部22支撑板23拨料板24粗磨区25中磨区26精磨区27驱动吊柱28传动法兰。
31.3浆料收集仓31支撑架32排浆口。
具体实施方式
32.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
33.一种废纸再造瓦楞芯纸的磨浆设备,图1和2所示,包括多个设置在制浆生产线中的磨浆设备,通过多个磨浆设备组合使用以实现连续高效地大批量磨浆,每个磨浆设备的磨浆速度为1-2吨/小时,例如,10台磨浆设备组合使用的磨浆速度为10-20吨/小时,大幅度提升磨浆效率,磨浆设备具体包括在制浆生产线的前端的碎浆设备,碎浆设备的后端依次设置有水力除杂设备、高浓压滤设备、低浓压滤设备和磨浆设备。
34.磨浆设备包括电机、磨浆外筒1、磨浆内筒2和浆料收集仓3,磨浆外筒1 具有上下贯穿磨浆外筒1的磨浆筒腔,磨浆外筒1竖直固定在浆料收集仓3的上方,磨浆内筒2活动套装在磨浆外筒1的磨浆筒腔中,电机传动连接磨浆内筒2,以实现驱动磨浆内筒2相对磨浆外筒1旋转,磨浆内筒2的外圆周壁面和磨浆外筒1的内圆周壁面之间设置有磨浆间隙12,磨浆内筒2的外圆周壁面或磨浆外筒 1的内圆周壁面设置有相对凸出在磨浆间隙12中的磨齿或磨纹,磨浆间隙12的上端部设置有进浆口、下端部设置有出浆口,磨浆外筒1的上部设置有进浆斗11,进浆斗11的下部连通进浆口,经碎浆设备打浆得到的浆料先通过管道顺次泵送至水力除杂设备、高浓压滤设备和低浓压滤设备,最后通过管道泵送至磨浆设备的进浆斗11中,进浆斗11内的浆料通过进浆斗11底部的进浆口进入磨浆间隙 12,通过磨浆外筒1和磨浆内筒2磨浆后经由出浆口向下排出,得到初浆。本实用新型结构简单,设备成本和运行成本低,磨浆过程中纤维折断率小于10%,长纤维回收利率高,使得最终生产得到的瓦楞纸芯纸或瓦楞纸纸的结构强度和韧性,大幅度降低纤维折断率,废纸中的纤维的回收率大于95%,单位产能所约的废纸原材料的用量降低10%,磨浆能耗降低至1千瓦时/每吨,磨浆过程所需电能降低45%以上。
35.磨浆设备包括吊装机构,电机安装于吊装机构,具体的,磨浆内筒2的顶部固定有一驱动吊柱27,驱动吊柱的顶部固定有传动法兰28,传动法兰28活动卡装于吊装机构,电机传动连接传动法兰28,通过电机驱动磨浆内筒2旋转。
36.浆料收集仓3的上部固定有支撑架31,磨浆外筒1的下端部固定安装于支撑架31,磨浆外筒1的上端部自由悬置。磨浆内筒2竖直设置,磨浆内筒2的上端部凸出在磨浆外筒1的上方,磨浆内筒2的上端部吊装于吊装机构,磨浆内筒2 自由悬置于磨浆筒腔中,在磨浆间隙12中充满浆料后磨浆间隙12的不同位置的宽度均处于动态变化的状态。在磨浆外筒1和磨浆内筒2之间的磨浆间隙12中充满浆料后,磨浆外筒1和磨浆内筒2均受到浆料的液压作用,使得磨浆内筒2 的下部能够沿任一径向方向小幅度移动,磨浆外筒1的上部能够沿任一径向方向小幅度移动,即磨浆内筒2的下部和磨浆外筒1的上部在液压作用下自由轻微晃动,避免过度研磨浆料,这不但可以将浆料中呈块状、团状或束状的纤维块打散,而且能够大幅降低纤维块中的纤维的折断率。
37.磨浆内筒2的下端部凸出在磨浆外筒1的下方,磨浆内筒2的下端部设置有上大下小的导流锥部21,通过导流锥部21引导经出出浆口流出的浆料集中向下滴流,在浆料收集
仓3中收集得到初浆,磨浆外筒1的下端部、磨浆内筒2的下端部和导流锥部21的下端部均位于浆料收集仓3中,浆料收集仓3的一侧设置有排浆口32,通过排浆口32将初浆泵送至下个浆料处理车间。
38.磨浆内筒2的中部的形状为圆柱体形状,磨浆内筒2的内腔密封设置,磨浆内筒2的内腔的上部设置有一个圆形的在竖直方向邻近进浆口的支撑板22,磨浆内筒2的内腔的下部设置有一个圆形的在竖直方向邻近出浆口的支撑板22,磨浆内筒2的内腔的中部间隔设置有多个圆形的支撑板22,各支撑板22的圆周侧面分别抵顶磨浆内筒2的内壁面。使磨浆内筒2具有更强的结构强度,避免磨浆内筒2变形,同时提升磨浆内筒2在磨浆过程中的稳定性。
39.磨浆内筒2的上端部伸入至进浆斗11中,在磨浆内筒2和进浆斗11之间形成一具有上部开口的环形的上大下小的进料室,磨浆内筒2的外侧沿圆周方向间隔固定有多个弧形的拨料板23,各拨料板23均设置在进料室的下部,各拨料板 23的外侧边分别抵顶进浆斗11的内壁面,各拨料板23的下侧邻近或伸入至磨浆间隙12,通过随磨浆内筒2同频旋转的拨料板23拨动和推挤浆料,使浆料迅速进入磨浆间隙12。
40.磨浆内筒2的外圆周壁面从上至下顺次设置有粗磨区24、中磨区25和精磨区26;磨浆内筒2的外圆周壁面对应粗磨区24的区域成型有多个间隔设置的粗磨浆条;磨浆内筒2的外圆周壁面对应中磨区25的区域成型有多个间隔设置的中磨浆条;磨浆内筒2的外圆周壁面对应精磨区26的区域成型有多个间隔设置的精磨浆条。粗磨区24设置有多个沿圆周方向间隔设置的粗磨浆条和多个沿竖直方向间隔设置的粗磨浆条,以实现在粗磨区24完成浆料的粗磨加工,将大颗粒的纤维块打散,位于纤维块表面的松散纤维开始分离出来;中磨区25设置有多个沿圆周方向间隔设置的中磨浆条和多个沿竖直方向间隔设置的中磨浆条,在中磨区25进一步打散浆料中的纤维块和进一步分离出纤维;精磨区26设置有多个沿圆周方向间隔设置的精磨浆条和多个沿竖直方向间隔设置的精磨浆条,在精磨区26完成精磨加工,将浆料中的纤维块全部打散,全部纤维分散出来;粗磨浆条的宽度大于中磨浆条的宽度,中磨浆条的宽度大于精磨浆条的宽度;相邻两个粗磨浆条的间距大于相邻两个中磨浆条的间距,相邻两个中磨浆条的间距大于相邻两个精磨浆条的间距;粗磨浆条的厚度小于中磨浆条的厚度,中磨浆条的厚度小于精磨浆条的厚度,粗磨浆条、中磨浆条和精磨浆条分别相对竖直方向倾斜设置。在一台磨浆设备同时完成粗磨加工、中磨加工和精磨加工,不需组合使用各种不同类型的磨浆设备进行磨浆。
41.磨浆外筒1的内圆周壁面成型有多个间隔设置的相对凸出在磨浆间隙12中的磨纹,通过磨纹配合磨浆,提升磨浆效率;磨纹相对竖直方向倾斜设置,磨纹的倾斜方向与粗磨浆条的倾斜方向相反,粗磨浆条、中磨浆条和精磨浆条的倾斜方向相同;磨纹的厚度设置在0.1-1mm、宽度设置在5-20mm;粗磨浆条的厚度设置在0.1-1mm、宽度设置在5-20mm;精磨浆条的厚度设置在1-3mm、宽度设置在 1-10mm;
42.磨浆间隙12的宽度设置在3-8mm。
43.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。