纸模制品冲孔自动化生产线用的定位输送装置及生产线
【技术领域】
1.本技术涉及机械设备领域,尤其涉及一种纸模制品冲孔自动化生产线用的定位输送装置及生产线。
背景技术:
2.纸模制品在市场上的应用越来越广泛,现有的超市等卖场或者消费者都会采用纸盒或纸碗装放生鲜食物,如装放水果和蔬菜,但由于水果和蔬菜等食物上往往会带有水分,水分不及时排出可能会影响纸模制品的质量,因此,为了方便使用,需要在纸模制品上制作排水孔。为了在纸模制品自动化生产线上有效对纸模制品进行冲孔作业,需要设计一套能稳定输送纸模制品的装置来输送纸模制品。
技术实现要素:
3.为了解决上述问题,本技术提供了一种纸模制品冲孔自动化生产线用的定位输送装置及应用该定位输送装置的生产线。
4.本技术由以下技术方案实现的:
5.纸模制品冲孔自动化生产线用的定位输送装置,包括:
6.纸模托架,其用于装载纸模制品;
7.托架定位机构,其用于固定所述纸模托架;
8.定位输送机构,其用于驱动所述托架定位机构往复移动。
9.所述的纸模制品冲孔自动化生产线用的定位输送装置,所述托架定位机构包括:
10.定位支撑横条架;
11.定位插针,其设于所述定位支撑横条架上;
12.升降驱动机构,其用于驱动所述定位支撑横条架升降以使所述定位插针插接入所述纸模托架上或脱离所述纸模托架。
13.所述的纸模制品冲孔自动化生产线用的定位输送装置,所述升降驱动机构包括:
14.定位机架;
15.升降柱,其设于所述定位机架上并与所述定位支撑横条架相连,用于带动所述定位支撑横条架升降,且所述定位支撑横条架能相对所述升降柱水平滑动;
16.连动摆杆,其两端之间铰接于所述定位机架上,所述连动摆杆的一端与所述升降柱传动连接,通过所述连动摆杆的摆动以带动所述升降柱升降。
17.所述的纸模制品冲孔自动化生产线用的定位输送装置,所述升降驱动机构包括:
18.驱动固定座,其与所述定位机架固定连接;
19.驱动连杆,其一端与所述驱动固定座相铰接;
20.升降驱动装置,其设有偏心转动件,所述偏心转动件的一侧上设有与所述升降驱动装置传动连接的动力转轴,所述偏心转动件的另一侧设有与所述驱动连杆相铰接并与所述动力转轴偏心设置的连接轴;
21.驱动连接架,其与所述升降驱动装置和所述连动摆杆相连接,在所述升降驱动装置通过所述偏心转动件驱动所述驱动连杆偏心摆动时,所述升降驱动装置和所述驱动连接架能相对所述驱动连杆往复摆动以带动所述连动摆杆往复摆动。
22.所述的纸模制品冲孔自动化生产线用的定位输送装置,所述定位输送机构包括:
23.移动齿条,其上设有升降滑轨;
24.升降滑座,其能沿所述升降滑轨上下滑动,所述升降滑座与所述定位支撑横条架固定连接;
25.齿轮驱动装置,其用于与所述移动齿条相配合驱动所述移动齿条水平移动,以使所述移动齿条带动所述定位支撑横条架移动至所述第二输送装置、所述冲孔装置和所述分离机构处。
26.所述的纸模制品冲孔自动化生产线用的定位输送装置,所述定位插针包括圆形台阶主体,所述圆形台阶主体的一侧设有插接部,另一侧设有连接柱。
27.生产线,包括如上所述的纸模制品冲孔自动化生产线用的定位输送装置。
28.与现有技术相比,本技术有如下优点:
29.本技术的定位输送装置上设有托架定位机构,以在冲孔时对纸模托架进行有效固定,以确保冲孔作业的顺利进行,同时通过定位输送机构将纸模托架输送至冲孔工位或将完成冲孔作业的纸模托架带离冲孔工位,实现冲孔作业的全自动化,方便生产作业。
【附图说明】
30.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
31.图1是纸模制品冲孔自动化生产线的示意图。
32.图2是纸模托架的示意图。
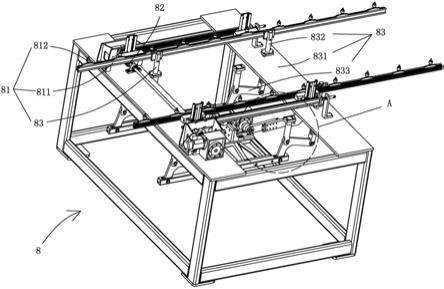
33.图3是定位输送装置的示意图。
34.图4是图3的a部放大示意图。
35.图5是偏心转动件的示意图。
36.图6是定位输送装置的局部结构示意图。
37.图7是图6的b部放大示意图。
38.图8是第一输送装置和第三输送装置的示意图。
39.图9是图8的c部放大示意图。
40.图10是搬运架的示意图。
【具体实施方式】
41.为了使本技术所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
42.当本技术实施例提及“第一”、“第二”等序数词时,除非根据上下文其确实表达顺序之意,应当理解为仅仅是起区分之用。
43.如图1至图10所示的纸模制品冲孔自动化生产线,包括纸模托架1、纸模冲压成型
机2、第一输送装置3、搬运机构4、第二输送装置5、冲孔装置6、分离机构7和定位输送装置8。
44.所述纸模托架1用于装载纸模制品。所述纸模冲压成型机2与所述纸模托架1相配合用于在所述纸模托架1上冲压成型纸模制品。所述第一输送装置3设于所述纸模冲压成型机2的一侧,用于输送装载有已冲压成型的纸模制品的纸模托架1。所述搬运机构4用于将空载的纸模托架1搬运至所述纸模冲压成型机2内或将所述纸模冲压成型机2内装载有已冲压成型的纸模制品的纸模托架1搬运至所述第一输送装置3上。所述第二输送装置5用于接收所述第一输送装置3输出的纸模托架1。所述冲孔装置6用于对所述纸模托架1上的纸模制品冲孔。所述分离机构7用于在纸模托架1上取出已完成冲孔的纸模制品,进一步地,为了方便取放纸模制品,所述分离机构7包括用于吸取纸模制品的分离吸盘装置71。所述定位输送装置8包括用于固定所述纸模托架1的托架定位机构81以及驱动所述托架定位机构81在所述第二输送装置5、所述冲孔装置6和所述分离机构7之间往复移动的定位输送机构82。本实施例通过搬运机构将纸模冲压成型机内装载有已冲压成型的纸模制品的纸模托架自动搬运至第一输送装置,并通过第一输送装置、第二输送装置和定位输送装置自动将纸模托架输送至冲孔装置,以便对纸模制品实现自动冲孔,同时定位输送装置上设有托架定位机构,以在冲孔时对纸模托架进行有效固定,以确保冲孔作业的顺利进行。本实施例能实现对纸模制品进行全自动化冲孔的生产作业,充分满足生产使用需求。
45.进一步地,为了方便循环使用纸模托架1,所述的纸模制品冲孔自动化生产线还包括升降输送机构91、托架回收输送带92和第三输送装置93。
46.所述升降输送机构91设于所述分离机构7下方,用于在所述托架定位机构81脱离所述纸模托架1时,接收所述纸模托架1并下降输出所述纸模托架1。所述托架回收输送带92用于接收所述升降输送机构91输出的纸模托架1。所述第三输送装置93设于所述第一输送装置3下方,用于接收所述托架回收输送带92输出的纸模托架1,所述搬运机构4能将所述第三输送装置93上的纸模托架1搬运至所述纸模冲压成型机2内。通过上述机构可以回收已分离纸模制品的纸模托架1并将纸模托架1搬运至纸模冲压成型机2内重复使用,节约生产成本。
47.进一步地,如图3至图7所示,为了有效固定纸模托架,所述托架定位机构81包括定位支撑横条架811、定位插针812和升降驱动机构83。所述定位插针812设于所述定位支撑横条架811上。所述升降驱动机构83用于驱动所述定位支撑横条架811升降以使所述定位插针812插接入所述纸模托架1上或脱离所述纸模托架1,具体地,所述纸模托架1上设有与所述定位插针812配合使用的定位插接孔。通过定位支撑横条架811上的定位插针812插接固定纸模托架1,确保在对纸模托架1上的纸模制品进行冲孔作业时,纸模托架不会移位,确保冲孔作业的精准进行。
48.进一步地,为了有效驱动定位支撑横条架811升降,所述升降驱动机构83包括定位机架831、升降柱832和连动摆杆833。所述升降柱832设于所述定位机架831上并与所述定位支撑横条架811相连,用于带动所述定位支撑横条架811升降,且所述定位支撑横条架811能相对所述升降柱832水平滑动。所述连动摆杆833两端之间铰接于所述定位机架831上,所述连动摆杆833的一端与所述升降柱832传动连接,通过所述连动摆杆833的摆动以带动所述升降柱832升降。
49.进一步地,为了有效驱动连动摆杆833摆动,所述升降驱动机构83包括驱动固定座
834、驱动连杆835、升降驱动装置836和驱动连接架838。所述驱动固定座834与所述定位机架831固定连接。所述驱动连杆835一端与所述驱动固定座834相铰接。所述升降驱动装置836设有偏心转动件837,所述偏心转动件837的一侧上设有与所述升降驱动装置836传动连接的动力转轴8371,所述偏心转动件837的另一侧设有与所述驱动连杆835相铰接并与所述动力转轴8371偏心设置的连接轴8372。所述驱动连接架838与所述升降驱动装置836和所述连动摆杆833相连接,在所述升降驱动装置836通过所述偏心转动件837驱动所述驱动连杆835偏心摆动时,由于驱动固定座834与所述定位机架831固定连接,所述升降驱动装置836和所述驱动连接架838能相对所述驱动连杆835往复摆动以带动所述连动摆杆833往复摆动,从而同步带动升降柱升降。
50.进一步地,为了有效带动定位支撑横条架811移动以便运输纸模托架,所述定位输送机构82包括移动齿条821、升降滑座823和齿轮驱动装置824。所述移动齿条821上设有升降滑轨822。所述升降滑座823能沿所述升降滑轨822上下滑动,所述升降滑座823与所述定位支撑横条架811固定连接。所述齿轮驱动装置824用于与所述移动齿条821相配合驱动所述移动齿条821水平移动,以使所述移动齿条821带动所述定位支撑横条架811移动至所述第二输送装置5、所述冲孔装置6和所述分离机构7处。结构简单,可精准控制定位支撑横条架的移动。
51.进一步地,为了有效与纸模托架插接配合且方便定位插针安装在定位支撑横条架上,所述定位插针812包括圆形台阶主体8121,所述圆形台阶主体8121的一侧设有插接部8122,另一侧设有连接柱8123。
52.进一步地,如图8和图9所示,所述第一输送装置3包括输送机架31,所述输送机架31上铰接有相对设置的两输送支撑架32,所述输送支撑架32上设有输送皮带33,所述输送机架31上设有用于驱动对应的输送支撑架32摆动的让位驱动气缸34。在所述搬运机构4将所述第三输送装置93上的纸模托架1搬运至所述纸模冲压成型机2的过程中,为了使输送支撑架32上的输送皮带33不阻挡搬运,所述让位驱动气缸34驱动对应的输送支撑架32摆动以使输送皮带33让位,方便搬运机构4搬运纸模托架1通行。
53.进一步地,如图10所示,为了方便搬运纸模托架1,所述搬运机构4包括用于搬运所述纸模托架1的搬运架41,所述搬运架41包括搬运横杆411,所述搬运横杆411两端上分别设有搬运侧杆412,两搬运侧杆412远离所述搬运横杆411的端部之间形成让位开口413。
54.本实施例工作原理如下:
55.本实施例通过搬运机构将纸模冲压成型机内装载有已冲压成型的纸模制品的纸模托架自动搬运至第一输送装置,并通过第一输送装置、第二输送装置和定位输送装置自动将纸模托架输送至冲孔装置,以便对纸模制品实现自动冲孔,同时定位输送装置上设有托架定位机构,以在冲孔时对纸模托架进行有效固定,以确保冲孔作业的顺利进行。在完成冲孔作业后,本实施例通过分离机构取出纸模托架上已完成冲孔作业的纸模制品,最后通过升降输送机构、托架回收输送带、第三输送装置和搬运机构将空载的纸模托架重新搬运至纸模冲压成型机内重复使用以进行纸模冲压成型作业,本实施例能实现对纸模制品进行全自动化冲孔的生产作业,充分满足生产使用需求。
56.如上所述是结合具体内容提供的多种实施方式,并不认定本技术的具体实施只局限于这些说明。凡与本技术的方法、结构等近似、雷同,或是对于本技术构思前提下做出若
干技术推演或替换,都应当视为本技术的保护范围。