1.本实用新型涉及一种檐口瓦和边瓦连续生产设备,属于沥青瓦生产技术领域。
背景技术:
2.波形沥青瓦是一种能铺设于屋顶对屋顶进行防护的瓦片,通常采用具有平整檐口的波形沥青瓦对屋顶进行铺设,只有在屋顶下边沿处才需要使用具有滴水檐口的沥青檐口瓦来进行铺设,屋顶边沿处采用沥青边瓦将屋面与屋顶基础边沿链接,有更好的防水效果。沥青瓦滴水檐口和边瓦通常采用手动划线手动切割压型的方式来得到。沥青瓦滴水檐口瓦主要应用于平改坡、别墅、移动房屋、园林楼阁等屋面领域。其采用植物纤维经抄造、烘干、分切、(切花边)、压型、浸渍沥青、喷涂连续加工完成,采用改性沥青浸渍确保产品的耐久性和耐化学腐蚀性能。
3.但是,目前存在的主要技术问题是:沥青檐口瓦目前主要采用手动切割的方式,其缺点是工作效率低下,且尺寸误差较大,不易掌握。
技术实现要素:
4.针对现有技术的上述缺陷,本实用新型提出了一种檐口瓦和边瓦连续生产设备,用以解决生产的不连续性、人为尺寸误差、产品刚性小、切边不美观等问题。
5.为了实现上述目的,本实用新型采取了如下技术方案:
6.一种檐口瓦和边瓦连续生产设备,包括台架以及边瓦切刀,还包括上、下层分别连接设置的沥青瓦滴水檐口连续成型机以及沥青边瓦连续成型机;沥青瓦滴水檐口连续成型机设置在沥青边瓦连续成型机上部,沥青边瓦连续成型机设置在台架上,沥青边瓦连续成型机后端的台架上还设置有所述边瓦切刀;
7.上层的所述沥青瓦滴水檐口连续成型机包括檐口瓦机架,檐口瓦机架上设置有前、后设置的檐口瓦压花和切边滚刀以及渐变缺口辊压轴;所述檐口瓦压花和切边滚刀以及多组渐变缺口辊压轴依次设置,其两端均设置在檐口瓦机架上,所述檐口瓦压花和切边滚刀、多组渐变缺口辊压轴之间通过传动装置同步转动;
8.下层的所述沥青边瓦连续成型机包括边瓦机架,在边瓦机架上设置有若干组渐变曲度的边瓦辊压轮;边瓦辊压轮与上层的一个所述渐变缺口辊压轴之间通过所述传动装置连接。
9.进一步地,在边瓦机架上还设置有驱动电机,驱动电机通过传动装置同步驱动边瓦辊压轮、檐口瓦压花和切边滚刀以及渐变缺口辊压轴转动;所述檐口瓦压花和切边滚刀为上、下相对设置一对,下面的檐口瓦压花和切边滚刀为驱动滚刀,其端部设置有驱动端,并伸出檐口瓦机架外侧;每组所述渐变缺口辊压轴也为上、下相对设置的一对,上面的渐变缺口辊压轴为被动棍,其设置有中间突起的圆锥台;下面的渐变缺口辊压轴为驱动棍,其设置有与所述中间突起的圆锥台对应的内凹锥台结构,驱动棍端部也设置有驱动端,并外伸出所述檐口瓦机架;所述驱动棍的驱动端以及所述驱动滚刀的驱动端之间通过所述传动装
置传递动力。
10.进一步地,所述檐口瓦机架竖直固定设置在所述边瓦机架上部,为多根竖直设置的钢板,两侧钢板之间设置有支撑杆。
11.进一步地,所述传动装置为传动带或传动链条,其采用交叉套设的方式将所有驱动端连接在一起。
12.进一步地,所述檐口瓦机架以及所述边瓦机架上均设置有调节间距螺丝,调节间距螺丝压设在檐口瓦压花和切边滚刀、渐变缺口辊压轴以及边瓦辊压轮的端部顶部,调节间距螺丝下部连接设置有弹簧,弹簧设置上下檐口瓦压花和切边滚刀、上下渐变缺口辊压轴以及上下边瓦辊压轮的端部之间,用于调节上、下檐口瓦压花和切边滚刀、上下渐变缺口辊压轴以及上下边瓦辊压轮的间隙,从而控制檐口瓦和边瓦的成型厚度;所述边瓦机架以及檐口瓦机架上还设置有弹簧孔以及调节间距螺丝孔,其内分别设置有所述弹簧以及所述调节间距螺丝。
13.进一步地,所述边瓦辊压轮上还设置有边瓦位置校正装置。
14.进一步地,所述边瓦辊压轮渐变辊的滚轮曲度从前端到后端依次增大;所述边瓦辊压轮为5-12组,所述渐变缺口辊压轴为2-5组。
15.进一步地,所述边瓦辊压轮以及所述渐变缺口辊压轴下部设置有加热装置,用于边瓦或檐口瓦加热定型;下层的所述沥青边瓦连续成型机还包括边瓦送料装置。
16.进一步地,边瓦送料装置为进纸盘。
17.进一步地,所述驱动电机底部设置有电机支撑架,所述电机支撑架与所述边瓦机架固定连接。
18.相对于现有技术,本实用新型能够取得如下技术效果:
19.1、采用连续供料,纸胚连续通过花刀和渐变辊压,可实现稳定生产,提高生产效率,降低能耗。
20.2、檐口瓦定形采用有缺口的渐变缺口辊压轴,既能将檐口瓦钉钉部分折弯,又能保证其他部分保持平面。
21.3、设备采用上层檐口瓦,下层边瓦连续生产,实现一机多用,降低设备成本。
附图说明
22.图1是本实用新型檐口瓦和边瓦连续生产设备前视图;
23.图2是图1的左视图;
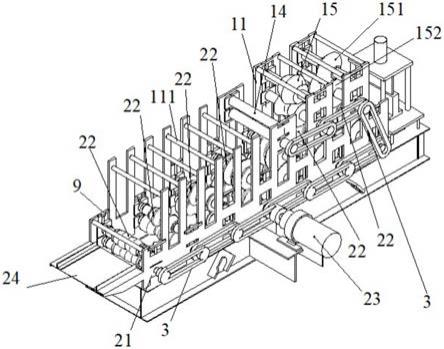
24.图3是本实用新型檐口瓦和边瓦连续生产设备立体示意图;
25.图4是本实用新型上可附加的开卷送料装置示意图。
具体实施方式
26.下面结合附图1-4对本实用新型进行进一步说明。
27.如图1-3所示,本实用新型的一种檐口瓦和边瓦连续生产设备,包括台架4以及边瓦切刀5,还包括上、下层分别连接设置的沥青瓦滴水檐口连续成型机1以及沥青边瓦连续成型机2。沥青瓦滴水檐口连续成型机1设置在沥青边瓦连续成型机2上部,沥青边瓦连续成型机2设置在台架4上,沥青边瓦连续成型机2后端的台架4上还设置有所述边瓦切刀5。
28.如图1和图3所示,上层的所述沥青瓦滴水檐口连续成型机1包括檐口瓦机架11,檐口瓦机架11上设置有前、后设置的檐口瓦压花和切边滚刀14以及渐变缺口辊压轴15。所述檐口瓦压花和切边滚刀14上设置有连续刀刃,可对纸卷料纸边花型进行裁剪,同时可在纸卷料上压印装饰花纹。所述檐口瓦压花和切边滚刀14为上、下相对设置一对,下面的檐口瓦压花和切边滚刀14为驱动滚刀,其端部设置有驱动端,并伸出檐口瓦机架11外侧。所述渐变缺口辊压轴15也为上、下相对设置的一对,上面的渐变缺口辊压轴15为被动棍,其设置有中间突起的圆锥台151。下面的渐变缺口辊压轴15为驱动棍,其设置有与所述中间突起的圆锥台151对应的内凹锥台结构152,驱动棍端部也设置有驱动端,并外伸出所述檐口瓦机架11。所述驱动棍的驱动端以及所述驱动滚刀的驱动端之间通过传动装置3传递动力。所述檐口瓦压花和切边滚刀14以及多组渐变缺口辊压轴15依次设置,其两端均设置在檐口瓦机架11上,所述檐口瓦压花和切边滚刀14、多组渐变缺口辊压轴15之间通过传动装置3同步转动。
29.下层的所述沥青边瓦连续成型机2包括边瓦机架21,在边瓦机架21上设置有若干组渐变曲度的边瓦辊压轮22。边瓦辊压轮22与上层的一个所述渐变缺口辊压轴15之间通过传动装置3连接。边瓦辊压轮22渐变辊的滚轮曲度从前端到后端依次增大。本实施例中,所述边瓦辊压轮22为7组,所述渐变缺口辊压轴15为2组。
30.在边瓦机架21上还设置有驱动电机23,驱动电机23通过传动装置3同步驱动边瓦辊压轮22、檐口瓦压花和切边滚刀14以及渐变缺口辊压轴15转动。檐口瓦机架11竖直固定设置在所述边瓦机架上部,为多根竖直设置的钢板,两侧钢板之间设置有支撑杆111。本实施例中,传动装置3为传动带或传动链条,其采用交叉套设的方式将所有驱动端连接在一起,且驱动电机23底部设置有电机支撑架,所述电机支撑架与所述边瓦机架21固定连接。
31.此外,如图1所示,所述檐口瓦机架11以及所述边瓦机架21上均设置有调节间距螺丝6,调节间距螺丝6压设在檐口瓦压花和切边滚刀14、渐变缺口辊压轴15以及边瓦辊压轮22的端部顶部,调节间距螺丝6下部连接设置有弹簧7,弹簧7设置上下檐口瓦压花和切边滚刀14、上下渐变缺口辊压轴15以及上下边瓦辊压轮22的端部之间,用于调节上、下檐口瓦压花和切边滚刀14、上下渐变缺口辊压轴15以及上下边瓦辊压轮22的间隙,从而控制檐口瓦和边瓦的成型厚度。所述边瓦机架21以及檐口瓦机架11上还设置有弹簧孔8以及调节间距螺丝孔9,其内分别设置有所述弹簧7以及所述调节间距螺丝6。
32.所述边瓦辊压轮22以及所述渐变缺口辊压轴15下部还可以设置有加热装置,用于边瓦或檐口瓦加热定型。下层的所述沥青边瓦连续成型机2还包括边瓦送料装置24,边瓦送料装置24此处为进纸盘。所述檐口瓦机架11上还可以附加设置有开卷送料装置、檐口瓦侧移校正装置,如图4所示,所述沥青瓦滴水檐口连续成型机1上的开卷送料装置为多组卷纸架60,纸卷料70设置在卷纸架的卷纸轴上。开卷送料装置可直接附加拆装固定在檐口瓦机架11上。此外,边瓦辊压轮22上还设置有边瓦位置校正装置,用于校正边瓦材料的传送位置。
33.本实施例中,所述檐口瓦和边瓦连续生产设备还包括plc控制系统。plc控制系统分别与驱动电机23以及边瓦切刀5电连接,用于控制其连续生产。
34.上述实施例只是为了更清楚说明本实用新型的技术方案做出的列举,并非对本实用新型的限定,本领域的普通技术人员根据本领域的公知常识对本技术技术方案的变通亦均在本技术保护范围之内,总之,上述实施例仅为列举,本技术的保护范围以所附权利要求
书范围为准。