1.本实用新型涉及水泥回转窑炉控制系统技术领域,特别是一种智能回转窑直流调速控制系统。
背景技术:
2.由于环保政策的要求,国家对水泥生产监管非常严格,限产停产的情况时常发生,这种情况导致水泥生产时对设备的稳定性要求非常高,水泥回转窑作为水泥生产工艺的核心设备其稳定性的要求更是重中之重。目前回转窑电气传动设备主要由直流调速器组成,具备普通的调速及恒转矩控制功能,但直流调速器对设备运行及电器件的状态缺乏检测和管理能力,在设备出现故障时不能及时发现,导致设备异常停机,对企业造成严重损失。
技术实现要素:
3.本实用新型旨在解决的技术问题是:针对上述存在的技术不足,提供一种智能回转窑直流调速控制系统,采用电机与plc电性连接,直流调速器与plc电性连接,励磁控制器与plc电性连接,触控屏与plc电性连接的结构。实现了精准控制回转窑转速和力矩,实时监控设备数据及状态的功能。解决了设备稳定性差,设备检查不及时发生故障停机造成经济损失的问题。
4.本实用新型解决其技术问题采用的技术方案是:一种智能回转窑直流调速控制系统,包括电机、plc、直流调速器、励磁控制器,触控屏,所述电机与plc电性连接,所述直流调速器与plc电性连接,所述励磁控制器与plc电性连接,所述触控屏与plc电性连接。
5.进一步优化本技术方案,包括冷却风机和用于控制冷却风机的电流传感器,所述冷却风机与plc电性连接,所述电流传感器与plc电性连接。
6.进一步优化本技术方案,包括报警器,所述报警器与plc电性连接。
7.与现有技术相比本实用新型的有益效果是:1、可以精准控制回转窑转速和力矩;2、对电气设备运行状态进行监控,使操作人员及时了解设备存在的问题并进行维修保养,避免设备因故障被动停机造成设备损失。
附图说明
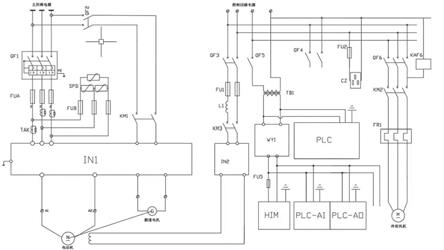
8.图1是一种智能回转窑直流调速控制系统的主回路电气原理图。
9.图2是一种智能回转窑直流调速控制系统的控制回路和通讯回路电气原理图。
10.图3是一种智能回转窑直流调速控制系统的plc开关量电气原理图。
11.图4是一种智能回转窑直流调速控制系统的plc模拟量原理图。
12.图5是一种智能回转窑直流调速控制系统的外围电路原理图。
13.图6是一种智能回转窑直流调速控制系统的结构示意图。
14.图7是一种智能回转窑直流调速控制系统的工作原理图。
15.图中,in1为直流调速器,qf1为主开关,tak为电流传感器,qf2为调速器电源开关,
km1是调速器上电接触器,fua为主回路熔断器,spd为过电压抑制器,fub为保护过电压抑制器的熔断器,in2为励磁控制器,qf3为励磁电源开关,fu1为励磁回路熔断器,l为励磁平波电抗器,km3是励磁上电接触器,qf4为控制回路电源,qf5为plc、hmi电源,wy1为直流电源,tb1为隔离变压器,plc为可编程序控制器,plc-ai为plc模拟量输入,plc-ao为plc模拟量输出,hmi为触控屏,fu5是hmi熔断器,cz和fu2分别是插座和保险,qf6是直流电机冷却风机电源,km2为冷却风机接触器,fr1是热继电器,kaf6为风机电源继电器,w1为电位器,ka均为中间继电器,sb为按钮开关,sa为转换开关,kd为现场开关量隔离继电器,ka为中间继电器,bp 为声光报警器。
具体实施方式
16.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆实用新型的概念。
17.结合图1-7所示,具体结构为包括电机、plc、直流调速器、励磁控制器,触控屏,所述电机与plc电性连接,所述直流调速器与plc电性连接,所述励磁控制器与plc电性连接,所述触控屏与plc电性连接。
18.优选地,包括冷却风机和用于控制冷却风机的电流传感器,所述冷却风机与plc电性连接,所述电流传感器与plc电性连接。
19.优选地,包括报警器,所述报警器与plc电性连接。
20.使用时,结合图7,采用直流调速器、励磁控制器、plc、触控屏组合形成智能控制系统,直流调速器负责完成回转窑电机的驱动工作,plc采取通讯和端子双重控制的方式精准控制直流调速器输出转速和转矩,保证系统稳定可靠。plc采集直流调速器、励磁控制器、电机、冷却风机、电流传感器的数据,监测回转窑设备的运行情况,判断系统是否正常,并通过触控屏以图形、数据、曲线等形式显示给操作人员,当发生故障或设备运转性能下降时plc根据智能分析程序判断,以编码的形式发送给触控屏,触控屏解码后提示给操作人员,使操作员能提前了解设备运转情况,避免故障被动停机。触控屏除完成上述功能外还具备故障诊断功能,根据解码plc监控的信息提示故障的发生点和处理方案,指导维修人员维修。
21.具体原理如下:图1为主回路原理图,当qf2—qf6分别合闸后控制回路上电,具备工作条件。该系统分两地控制,即中控控制和本地控制,由转换开关sa1或hmi程序选择,中控控制命令由dsc发出,本地控制命令由现场按钮或hmi程序发出,其内部工作原理一样。具体以现场按钮启动为例:
22.1)合闸操作:图3 sa1打到中控状态,本地合闸sb3闭合,此时图1的km1、km2、km3同时得电,调速器in1、励磁控制器in2、电机冷却风机得电,plc与in1之间已建立通讯,智能回转窑直流调速控制系统具备启动条件。
23.2)启动操作:当图5现场外围设备满足直流电机工作条件时,在hmi上输入电机输出转速,然后按动sb1启动按钮,plc通过通讯对直流调速器进行启动控制,直流调速器in1合闸命令发出,通过ka6控制主开关qf1合闸,主回路得电。in1根据启动时间和plc指令,输出转速、转矩和励磁电流精准控制电机输出(通讯控制消除了传统模拟量控制带来的误
差),整个系统开始正常工作。操作人员根据工艺要求可从hmi上任意调节电机转速。plc检测in1、in2、冷却风机、外围设备、主开关、传感器等运行状态,并以图形文件的形式显示到hmi上,如图1所示。将调速器in1和励磁控制器in2的运行参数以坐标曲线的形式反馈到hmi上。
24.只要合闸完成后,plc就开始检测in1、in2、冷却风机、外围设备、主开关、传感器等状态是否正常,检测in1通讯是否正常,如有不正常会对故障严重情况进行分析计算和编码,以报警(不停机)和故障(停机)两种级别进行处理并上传给hmi,同时发出声光报警bp通知操作人员,hmi 对编码进行翻译后将故障原因以图形和文字的形式显示给操作人员。操作人员可通过显示内容预判设备状态,提前应对设备进行处理。因为plc与调速器in1采用通讯控制,比传统的模拟量控制能采集大量的运行数据,因此plc对调速器in1和励磁控制器in2上的所有数据均可监控,可全面掌握in1和in2的运行情况,对其进行分析和控制,并将更多有用数据显示到hmi上供操作人员参考。除此之外,plc通过分析传感器提供的数据还可判断电源、调速器可控硅的状态。hmi通过plc上报的故障信息,根据智能分析计算和预置经验程序给出故障原因和处理意,也可提供保养方案等维护措施供维修人员参考。hmi预留编辑功能,可将未遇见的问题及处理办法进行录入经验程序库,以便日后使用。
25.3)停止操作:
26.在hmi上输入0转速,然后按动sb2停止按钮,plc通过通讯对直流调速器进行停止控制,直流调速器in1进行停止程序,电机转速按照停机时间归零后,主断路器分闸,停止操作完成。
27.4)分闸操作:
28.窑直流电机在检修后长时间停止的情况下必须分闸,按下sb2分闸按钮(启动时无效),此时图1的km1、km2、km3同时断电,调速器in1、励磁控制器in2、电机冷却风机失电,plc与in1之间已建立通讯,智能窑回转直流调速控制系统停止工作。
29.本地除上述按钮控制外还可以在hmi上面进行操作,功能与按钮操作一致。图5 ka1、2、3为dcs数字量输出接口,图3的ka1、2、3、4、9为dcs的数字量输入接口,图4为dcs模拟量接口。
30.由于回转窑属于水泥生产的核心设备考虑稳定性,智能窑回转直流调速控制系统中plc与除采用通讯控制直流调速器外,还采用端子冗余控制,当通信发生故障时操作人员可迅速转换sa2切换成端子控制,避免造成停机。
31.本实用新型的控制方式是通过控制器来自动控制,控制器的控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识,并且本实用新型主要用来保护机械设置,所以实用新型不再详细解释控制方式和电路连接。
32.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。