1.本发明涉及一种用于过程设备的改进的阻火器。
背景技术:
2.过程设备使用阻火器来确保可燃蒸气不会被诸如火炬、放热化学反应、火焰和/或高温表面的潜在的点火源点燃。阻火器可以用在各种过程应用中,包括但不限于化工厂、精炼操作、石化应用、沼气应用、垃圾填埋场等。阻火器通常安装在燃料源与点火源之间的位置或设备中,并且包括一个或多个通过阻火器的流路,这些流路被设计为允许气体流过该流路,但也可以在火焰前锋试图流过该(一个或多个)流路时从火焰前锋去除热量。以此方式,阻火器防止火焰前锋到达燃料源,从而防止燃料源的点燃,并且还防止对财产的损失和对人员的伤害。
3.阻火器的一个特定应用是在燃烧分析仪中。燃烧分析仪提供对来自任何燃烧过程的烟气中剩余的氧气的测量。通过保持理想的氧气水平,可获得最佳效率,并产生最低水平的no
x
、co和co2。这有助于遵守环境法规。市售燃烧分析仪的一个示例由艾默生自动化解决方案公司(emerson automation solutions company)、罗斯蒙特公司(rosemount inc.)以商品指定型号6888出售的原位烟气氧气变送器。
4.在燃烧分析仪中,在燃烧探头中使用阻火器以允许热气体流过氧气感测单元以进行气体测量。这些气体通常足够热以产生点火源,因此使用阻火器来降低气体的温度并使气体周围的氧气量最小化,从而最小化点燃或爆炸的风险。
技术实现要素:
5.提供了一种用于过程设备的阻火器。所述阻火器包括由具有第一轴线的第一螺旋件和具有第二轴线的第二螺旋件形成的阻火器元件,其中所述第一轴线和所述第二轴线不平行。壳体被构造成安装到过程设备。阻火器元件安装到壳体。提供了一种采用改进的阻火器的燃烧分析仪以及一种制造用于过程设备的改进的阻火器的方法。
附图说明
6.图1是特别适用于本发明的实施例的原位过程氧气分析仪变送器安装的示意图;
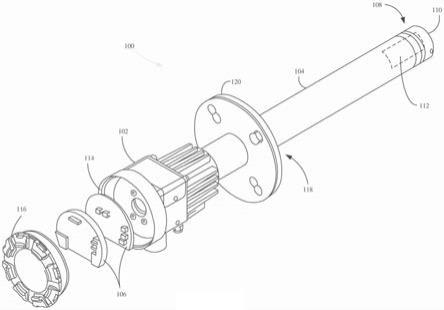
7.图2是特别适用于本发明的实施例的燃烧氧气变送器的示意性立体图;
8.图3a和图3b是已知阻火器设计的示意图;
9.图4是一对正交轴线(轴线1、轴线2)的示意图,其中每对交叉螺旋件都具有各自的螺旋段或360
°
台阶;
10.图5是图示由连续螺旋件在期望长度上形成的整个螺旋件的示意图;
11.图6a是图5中以立体图示出的螺旋件的示意性侧视图;
12.图6b是在与正交于图6a中所示的轴线的轴线对齐的期望长度上形成的连续螺旋件的侧视图;
13.图7是根据本发明的实施例的通过叠置一对交叉螺旋件产生的形式的示意图;
14.图8是根据一个实施例被切割成所需形状的交叉螺旋形阻火器元件的示意图;
15.图9是根据本发明的实施例的被切割成形并插入到带螺纹壳体中的交叉螺旋形阻火器元件的示意图;
16.图10是根据一个实施例的交叉螺旋形阻火器的端部的放大图;
17.图11是示出通过阻火器的气体的流动方向的网格的切片的示意图;以及
18.图12是根据本发明的实施例的制造交叉螺旋形阻火器的方法的流程图。
具体实施方式
19.图1是特别适用于本发明的实施例的原位过程氧气分析仪变送器安装的示意图。变送器10可以是例如可从罗斯蒙特公司(rosemount inc.)(艾默生自动化解决方案公司(emerson automation solutions company))获得的6888型氧气变送器。在一个示例中,变送器10包括探头组件12,该探头组件12基本上设置在烟囱或烟道14内,并测量与燃烧器16处发生的燃烧相关的烟道气的氧气含量。在一个示例中,燃烧器16以可操作的方式联接到空气源或氧气源18和燃烧燃料源。源18和20中的每一个都可控地联接到燃烧器16,以便控制燃烧过程。变送器10测量燃烧排气流中的氧气量并向燃烧控制器22提供氧气水平的指示。控制器22控制阀24和26之一或两者,以提供闭环燃烧控制。控制器22可以自动操作,以使得排气流中氧气过多或过少的指示导致提供给燃烧器16的氧气或燃料的量发生变化。
20.图2是特别适用于本发明的实施例的燃烧氧气变送器的示意性立体图。变送器100包括壳体102、探头主体104和具有保护盖116的电子器件106。探头主体104具有安装有阻火器110的远端108。阻火器110被构造成允许热气体流过氧气单元112,该氧气单元由图2中的虚线示出。这些气体热到足以变得可爆炸或以其它方式产生点火,因此阻火器110的重要功能是从气体吸取热量并最小化气体周围的氧气量以降低爆炸或点火的风险。
21.壳体102具有尺寸适于容纳电子器件106的腔室114。另外,壳体102包括内螺纹,该内螺纹适于接收盖116上的外螺纹并与该外螺纹配合,以产生气密密封。此外,壳体102包括孔或孔口,所述孔或孔口穿过壳体102,从而允许电子器件106与设置在探头104的远端108内的测量单元112之间的电气互连。
22.探头主体104被构造成在烟道(例如烟道14)内延伸。探头主体104包括与法兰120相邻的近端118。法兰120用于将变送器100安装或以其它方式固定到管道的侧壁。当如此安装时,变送器100可以完全由法兰120与管道壁的联接所支撑。
23.电子器件106可以提供加热器控制和信号调整。此外,电子器件106可以提供代表烟道气氧气浓度的线性4-20ma信号。在一个示例中,电子器件106是能够执行程序步骤以提供烟道气氧气测量和通信的功能的微处理器。然而,在一些示例中,变送器100可以简单地是没有电子器件的“直接替换式”探头,并因此发送用于感测单元和热电偶的原始毫伏信号,从而分别提供代表氧气浓度和单元的指示。
24.图3a和图3b是已知阻火器设计的示意图。这些设计通常使用薄金属片部件,如图3a所示的薄金属片部件。薄金属片被形成为具有如图所示的波峰和波谷的波纹。在所示的示例中,金属片的厚度大约为0.002英寸厚,并且所形成的波纹具有大约90
°
的角度,且波峰与波谷之间的距离大约为0.0042英寸。图3b是放大示意图,示出了当金属片部件被轧制成
最终盘绕形式时,来自图3a的所形成的波纹变得变形或变平。这种变形会以随制造技术而变化的方式改变设计的流动值。因此,当使用根据现有技术制造的阻火器时,可能会存在不希望的可变性。
25.根据在此描述的一个实施例,提供了一种改进的阻火器,所述阻火器采用两个螺旋件,且这两个螺旋件各自的轴线分开,优选地分开大约90
°
。这对交叉螺旋件产生了一种网格形式,该网格形式可在设计阶段(例如指定壁厚和节距)被容易地调整,以实现不同的流速。此外,阻火器响应时间的性能通常取决于允许通过设备的流量。
26.图4是一对正交轴线(轴线1、轴线2)的示意图,其中每对交叉螺旋件具有相应的台阶(step)或单数的360
°
迭代。如从图4中可以看出,第一螺旋件台阶200具有大致与轴线1对齐的中心轴线,并且具有壁厚t1和节距p1。类似地,螺旋件台阶202具有与轴线2对齐的中心轴线,并且具有厚度t2和节距p2。每个相应的螺旋件都是通过在螺旋段沿轴向方向步进时基本迭代各个螺旋段产生的。
27.图5是图示在期望长度上被图案化以形成连续螺旋部的整个螺旋件204的示意图。
28.图6a是图5中以立体图示出的螺旋件204的示意性侧视图。可以看出,在螺旋件204的螺旋侧壁之间存在多个空间或通道206。
29.图6b是由与轴线2对齐的多个螺旋段202形成的螺旋件208的侧视图。可以看出,螺旋件208还包括在螺旋件208的侧壁之间的多个空间或通道210。
30.图7是根据本发明的实施例的通过叠置一对交叉螺旋件产生的形式的示意图。在设计和建模阶段,轴线优选地正交的螺旋件204和208相互叠置,以生成如图7所示的交叉螺旋件形式。传统的阻火器制造技术通常无法制造或叠置交叉螺旋形式。因此,本文描述的实施例通常使用增材加工或edm制造来制造。此类技术提供了容易调整设计的能力,并提供了以设计预期的方式生产最终零件的信心。此外,设计在开发阶段很容易缩放以增加或减少各种尺寸,从而提供然后可以使用增材技术或edm制造被制造的合适的形式。例如,可以根据测试结果通过改变节距尺寸来调整螺旋件,从而使得所述螺旋件更紧或更松。一旦制造了图7所示的形式,然后将整个结构切割成所需的形状。
31.图8是根据一个实施例的被切割成所需形状的交叉螺旋形阻火器元件的示意图。可以看出,整个结构已被切割成具有长度l和直径d的圆柱形状。然后可以将该切割成形的元件220插入到合适的壳体(例如,带螺纹壳体222)中。然而,阻火器元件的期望形状和尺寸也可以在设计过程阶段与壳体结合并被制造为单个件。
32.图9是根据本发明的实施例的被切割成形并插入到带螺纹壳体中的交叉螺旋形阻火器元件的示意图。如图9所示,带螺纹壳体的完成的网格端然后可以简单地螺纹连接到燃烧探头或其它合适的过程设备的端部,以便提供阻火功能。用于阻火器的材料可以基于温度和对特定物质的暴露而变化。然而,通常优选的是用于阻火器元件的增材打印的材料是适合增材制造技术(例如3d打印)的金属或复合材料。合适材料的示例包括但不限于不锈钢、钴铬合金、马氏体时效钢、铝、镍合金和钛。
33.图10是根据一个实施例的交叉螺旋形阻火器的端部的放大图。可以看出,端部230大致具有带有多个孔口232的网格形状,所述多个孔口232从端部230在由叠置的螺旋件限定的路径中延伸。在图10所示的示例中,这些路径延伸到页面平面中并向上延伸到右侧。
34.图11是示出通过阻火器的气体的流动方向的网格的切片的示意图。可以看出,流
动方向234经过多个通道236到达氧气测量单元。流动路径具有轻微的螺旋角(图11中未示出),使得所述螺旋路径不是有助于从热空气/气体中吸取热量的平直路径。
35.图12是根据本发明的实施例的制造交叉螺旋形阻火器的方法的流程图。方法300开始于框302,在框302处,限定第一螺旋件。第一螺旋件的限定通常包括节距304和壁厚的规格。接下来,在框308处,限定第二螺旋件。同样,第二螺旋件的规格通常也包括限定节距310和壁厚312。另外,第二螺旋件可以具有相对于第一螺旋件限定的轴线,如在框314处所示。优选地,第二螺旋件的轴线与第一螺旋件成90度,以使得所述轴线是正交的。然而,只要第一轴线和第二轴线不平行,都可以实施可以使用其它间距的实施例。一旦限定了第一螺旋件和第二螺旋件,方法300前进到框316,在框316处,第一螺旋件和第二螺旋件被叠置。在一个实施例中,这意味着第一轴线和第二轴线被定位成相交。然而,可以实施允许第一轴线与第二轴线之间具有一些间距的实施例。通过叠置第一螺旋件和第二螺旋件,限定三维形状或模型。然后将该模型提供给合适的制造设备或设施,如框318处所示,以便基于三维模型生成物理对象。合适的制造设备或设施包括诸如3d打印的增材制造(如附图标记320)、edm 322,或其它适当的技术(如附图标记324所示)。
36.增材制造通常是指一次生成一层(通常非常薄)的三维物体的工艺或技术。每个沉积层都熔合或结合到该沉积层下面的层。这是因为所使用的材料通常被加热到其熔点或接近其熔点的温度。在增材制造中,也可以拥有不同的物质来对材料进行分层。增材制造可以提供非常复杂的内部细节,而传统加工根本无法生成这些内部细节。在增材制造中,通常使用cad或其它一些合适的软件将物体限定为3d模型。这些模型通常被保存为可以以数字的方式被切割成非常精细的层的.stl文件,然后增材制造设备在打印表面上沉积或以其它方式生成材料。一旦给定的一层完成,打印头就会索引一个层厚度,并开始在前一层上沉积下一层。
37.如本文所使用的edm是指电火花加工。edm通常是一种机加工方法,该方法主要用于利用传统技术难以机加工的硬质金属。edm通常使用导电材料作业。在edm中,使用多个电流放电或两个电极之间的火花从工件移除材料。edm可以用于在金属中生成复杂的轮廓或空腔。
38.方法300在可选框326(如虚线所示)处继续。一旦在框318处生成阻火器元件,在适于附接到该阻火器元件的壳体之前,可能需要进一步机加工。因此,可以在框326处提供对元件的额外机加工,例如,将所述元件车削到指定直径或将所述元件切割成一定长度。一旦可选的额外机加工完成,则阻火器元件被安装到壳体,例如如图9所示的壳体。可以使用任何合适的技术(例如,焊接、钎焊、夹紧或使用压配合)将元件附接到壳体。然后可以将完成的阻火器简单地螺纹连接到探头主体的远端中或其它合适的过程设备中。
39.尽管已经参考优选实施例描述了本发明,但是本领域技术人员将认识到在不背离本发明的精神和范围的情况下可以在形式和细节上进行改变。例如,虽然本文描述的实施例是关于过程燃烧分析仪描述的,但明确预期实施例适用于需要或有益于阻火的任何过程设备。