1.本发明涉及煤矿井防灭火技术领域,具体涉及一种具有可膨胀功能的凝胶泡沫及其制备方法技术领域。
背景技术:
2.煤炭作为我国能源结构中的重要组成部分,一直在发电,钢铁和化工等领域发挥着重要作用。煤炭自燃事故是煤矿的重大灾害之一,不仅烧毁了大量的煤炭资源,同时还会诱发瓦斯爆炸并且严重影响煤矿的安全生产,严重威胁煤矿工人的生命安全。因此,为保证煤矿安全、高效生产,防灭火工作尤为重要。
3.目前,为防治煤自燃,已开发出多种防灭火技术,如:均压通风、注惰性气体、灌浆、喷洒阻化剂或注凝胶等。这些防灭火技术在保证煤矿日常生产过程中起着重要的作用,但针对一些复杂的地质条件,却存在着一定程度的缺陷和不足。均压技术应用较为复杂要求高;注入惰性气体会随漏风通道泄漏被稀释无法长期有效进行防灭火;注浆、注凝胶过程中,泥浆和凝胶只会沿着地势低的地方流动。为了克服这些传统防灭火技术的缺陷,近年来,提出了凝胶泡沫防灭火技术,结合了凝胶的保水性稳定性的优点和泡沫的堆积型流动性体积大等优点于一体,在煤矿现场防灭火工作中得到了广泛的认可。其中最常用的凝胶泡沫是以无机水玻璃为基体的凝胶泡沫,但该凝胶泡沫灭火时存在高温下凝胶泡沫破裂、水分蒸发导致灭火效果降低的问题。
技术实现要素:
4.本发明的目的是提供一种具有可膨胀功能的凝胶泡沫,创新性地将凝胶泡沫技术与膨胀阻燃技术有机结合,高温时生成膨胀炭层,具有优异的抑制煤氧化和灭火的效果,有效解决了单纯凝胶泡沫灭火时高温下凝胶泡沫破裂、水分蒸发导致灭火效果降低的问题。
5.本发明采用以下技术方案:
6.一种具有可膨胀功能的凝胶泡沫,其特征在于:包括发泡体系、凝胶体系、有机高分子体系和膨胀阻燃剂体系;所述发泡体系的质量浓度为0.6%-0.8%,所述凝胶体系质量浓度为9.8%-10.2%,所述有机高分子体系的质量浓度为1.5%-1.9%,所述膨胀阻燃剂体系的添加量为凝胶泡沫质量的10%。
7.进一步地,所述发泡体系由十二烷基醇醚硫酸酯钠和十二烷基硫酸钠构成;所述凝胶体系由无机硅酸钠和碳酸氢钠构成;所述有机高分子体系由聚丙烯酰胺、聚乙烯醇和羧甲基纤维素钠构成;所述膨胀阻燃剂体系由密胺树脂包裹聚磷酸铵和季戊四醇构成。
8.进一步地,所述发泡体系中十二烷基醇醚硫酸酯钠和十二烷基硫酸钠的质量比为1:4-1:2。
9.进一步地,所述凝胶体系中无机硅酸钠和碳酸氢钠的质量比为40:9-40:11。
10.进一步地,所述有机高分子体系中聚丙烯酰胺、聚乙烯醇和羧甲基纤维素钠的的质量比为2:10:3-4:10:5。
11.进一步地,所述膨胀阻燃剂体系中密胺树脂包裹聚磷酸铵和季戊四醇的质量比为2:1。
12.一种具有可膨胀功能的凝胶泡沫的制备方法,其特征在于,包括以下步骤:首先将发泡体系充分溶解,在称取凝胶体系充分溶解在水中,然后加入有机高分子体系,通过机械搅拌,鼓入空气发泡后在加入膨胀阻燃体系搅拌均匀后,得到具有可膨胀功能的凝胶泡沫。
13.本发明的一种具有可膨胀功能的凝胶泡沫,创新性地将凝胶泡沫技术与膨胀阻燃技术有机结合,高温时生成膨胀炭层,具有优异的抑制煤氧化和灭火的效果,有效解决了单纯凝胶泡沫灭火时高温下凝胶泡沫破裂、水分蒸发导致灭火效果降低的问题。与原煤相比,经具有可膨胀功能的凝胶泡沫处理后的煤样在200℃时的co释放量大幅度降低,从17263.69ppm降低到7126.41ppm,降幅高达58.7%,表明具有可膨胀功能的凝胶泡沫对煤的氧化具有明显抑制作用。灭火试验表明,经未改性的纯水玻璃凝胶泡沫处理后的煤样,在230min时煤体温度仍然保持在609℃;而经具有可膨胀功能的凝胶泡沫处理后的煤样,在230min时温度下降到33℃,表明所制备的具有可膨胀功能的凝胶泡沫具有优异的灭火效果。同时本发明制备工艺简单,适合大规模生产。
附图说明
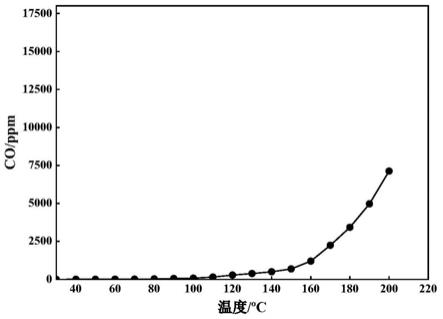
14.图1为实施例2煤样程序升温氧化试验过程中的co释放量曲线图;
15.图2为实施例2煤体温度随时间的变化曲线图;
16.图3为具有可膨胀功能的凝胶泡沫膨胀效果图;
17.图4为对比例1煤样程序升温氧化试验过程中的co释放量曲线图;
18.图5为对比例2煤体温度随时间的变化曲线图。
具体实施方式
19.下面通过具体实施例和对比例对本发明进行具体说明:
20.实施例1
21.首先将0.16g十二烷基醇醚硫酸酯钠和0.64g十二烷基硫酸钠充分溶解,在称取8g硅酸钠充分溶解在87.9g水中,然后加入1.8g碳酸氢钠、0.2g聚丙烯酰胺、1g聚乙烯醇、0.3g羧甲基纤维素钠,通过机械搅拌,鼓入空气发泡后在加入6.667g密胺树脂包裹聚磷酸铵和3.333g季戊四醇搅拌均匀后,得到具有可膨胀功能的凝胶泡沫。
22.该具有可膨胀功能的凝胶泡沫的成胶时间为10min,经5g具有可膨胀功能的凝胶泡沫处理后的50g煤样在真空烘箱中30℃真空条件下放置24h,采用程序升温氧化实验结合气相色谱分析,记录升温过程中co的产生量。实验结果表明,经可膨胀功能的凝胶泡沫处理后的煤样在150℃之前co释放速率较慢,150℃时co的释放量为829.24ppm,而150℃之后,co释放速率明显加快,最终在200℃时,co的释放量达到9456.35ppm。
23.实施例2
24.首先将0.267g十二烷基醇醚硫酸酯钠和0.533g十二烷基硫酸钠充分溶解,在称取8g硅酸钠充分溶解在87.5g水中,然后加入2g碳酸氢钠、0.4g聚丙烯酰胺、1g聚乙烯醇、0.3g羧甲基纤维素钠,通过机械搅拌,鼓入空气发泡后在加入6.667g密胺树脂包裹聚磷酸铵和3.333g季戊四醇搅拌均匀后,得到具有可膨胀功能的凝胶泡沫。
25.该具有可膨胀功能的凝胶泡沫的成胶时间为7min,经5g具有可膨胀功能的凝胶泡沫处理后的50g煤样在真空烘箱中30℃真空条件下放置24h,采用程序升温氧化实验结合气相色谱分析,记录升温过程中co的产生量,如图1所示。实验结果表明,经具有可膨胀功能的凝胶泡沫处理后的煤样150℃之前co释放速率较慢,150℃时co的释放量为689.36ppm,而150℃之后,co释放速率明显加快,最终在200℃时,co的释放量达到7126.41ppm。
26.利用具有可膨胀功能的凝胶泡沫进行扑灭煤火试验,结果如图2所示,灭火过程中煤温随时间的变化逐渐减低,煤体温度从810℃快速下降到100℃,最终在230min时温度下降到33℃。
27.将制备的具有可膨胀功能的凝胶泡沫倒入陶瓷坩埚中,成胶后放入马沸炉中温度设为400℃,待达到设定温度后取出,其效果如图3所示,具有可膨胀功能的凝胶泡沫膨胀效果较好,炭层高度达2cm且表面致密。
28.对比例1
29.取50g原煤样在真空烘箱中30℃真空条件下放置24h,采用程序升温氧化实验结合色谱分析,记录升温过程中co的产生量,如图4所示。结果表明,原煤样在120℃之前co释放速率较慢,120℃时co的释放量为537.53ppm,而120℃之后,co释放速率明显加快,150℃时co的释放量为3015.36ppm,最终在200℃时,co的释放量达到17263.69ppm。
30.对比例2
31.首先将0.333g十二烷基醇醚硫酸酯钠和0.667g十二烷基硫酸钠充分溶解,在称取8g硅酸钠充分溶解在89g水中,然后加入2g碳酸氢钠,通过机械搅拌,鼓入空气发泡后,得到未改性的纯水玻璃凝胶泡沫。
32.该未改性的纯水玻璃凝胶泡沫的成胶时间为25min,利用上述未改性的纯水玻璃凝胶泡沫进行扑灭煤火试验,结果如图5所示,刚开始煤体温度有明显下降,然而50min后煤体温度重新上升发生复燃,在230min时煤体温度仍然保持在609℃。
33.实施例3
34.首先将0.64g十二烷基醇醚硫酸酯钠和0.16g十二烷基硫酸钠充分溶解,在称取8g硅酸钠充分溶解在87.1g水中,然后加入2.2g碳酸氢钠、0.4g聚丙烯酰胺、1g聚乙烯醇、0.5g羧甲基纤维素钠,通过机械搅拌,鼓入空气发泡后在加入6.667g密胺树脂包裹聚磷酸铵和3.333g季戊四醇搅拌均匀后,得到具有可膨胀功能的凝胶泡沫。
35.该具有可膨胀功能的凝胶泡沫的成胶时间为3min,经5g的具有可膨胀功能的凝胶泡沫处理后的50g煤样在真空烘箱中30℃真空条件下放置24h,采用程序升温氧化实验结合气相色谱分析,记录升温过程中co的释放量。实验结果表明,经具有可膨胀功能的凝胶泡沫处理后的煤样150℃之前co释放速率较慢,150℃时co的释放量为542.36ppm,而150℃之后,co释放速率明显加快,最终在200℃时,co的释放量达到7523.36ppm。
36.分析与讨论:
37.从上述实施例2和对比例1可以看出,与原煤相比,经具有可膨胀功能的凝胶泡沫处理后的煤样在200℃时的co释放量大幅度降低,从17263.69ppm降低到7126.41ppm,降幅高达58.7%,表明具有可膨胀功能的凝胶泡沫对煤的氧化具有明显抑制作用。从实施例2和对比例2中可以看出,经未改性的纯水玻璃凝胶泡沫处理后的煤样,在230min时煤体温度仍然保持在609℃;而经具有可膨胀功能的凝胶泡沫处理后的煤样,在230min时温度下降到33
℃,表明所制备的具有可膨胀功能的凝胶泡沫具有优异的灭火效果。同时本发明制备工艺简单,适合大规模生产。