1.本实用新型涉及汽车部件生产制作技术领域,特别是一种适用于汽车轮毂加工的高效流转生产线。
背景技术:
2.请参考图7及图8,汽车轮毂的轮毂主体1的背面焊接有螺柱2,有的汽车轮毂的轮毂主体1的开口边缘处突出设置有凸缘3。对于没有凸缘3的汽车轮毂,生产时需要对轮毂主体1的开口边缘进行车边,如平整、抛光等;对于具有凸缘3 的汽车轮毂,生产时需要对凸缘3进行滚压,滚压是一种压力光整加工,利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。现有技术中对于没有凸缘3的汽车轮毂及具有凸缘3的汽车轮毂,需要分别设置两条生产线,以分别进行加工生产,如中国专利 cn107442625a揭示的具有滚压作用的生产线,如此导致设备占地面积较大,功能较为单一。
技术实现要素:
3.有鉴于此,本实用新型提供了一种能够加工具有凸缘及没有凸缘的不同类型的汽车轮毂、功能丰富且设备占地面积较小的适用于汽车轮毂加工的高效流转生产线,以解决上述问题。
4.一种适用于汽车轮毂加工的高效流转生产线,包括上料机构,位于上料机构一侧的冲压机构,位于冲压机构远离上料机构的一侧的冲孔机构,位于冲孔机构远离冲压机构的一侧的车边机构、滚压机构,位于车边机构、滚压机构远离冲孔机构的一侧的焊接机构及位于焊接机构与车边机构及滚压机构之间的中转机构;车边机构及滚压机构并列地设置于冲孔机构与焊接机构之间;车边机构用于在物料的开口边缘处进行车边,滚压机构用于在物料的开口边缘处的凸缘进行滚压。如此能够加工具有凸缘及没有凸缘的不同类型的汽车轮毂、功能丰富且设备占地面积较小
5.进一步地,所述上料机构包括上料支架、转动设置于上料支架上的供料转盘、设置于供料转盘与冲压机构之间的托盘、设置于托盘一侧的平移导轨、滑动设置于平移导轨上的吸盘支架、用于驱动吸盘支架沿平移导轨滑动的第一驱动单元、安装于吸盘支架末端的升降驱动单元及安装于升降驱动单元的输出端的吸盘;吸盘支架的形状为l形,其末端可活动地位于托盘的上方;升降驱动单元的输出端朝向托盘。如此能够自动将物料从供料转盘上取出。
6.进一步地,所述供料转盘上沿径向设置有若干隔板,供料转盘上于相邻的两个隔板之间形成物料放置区。如此避免物料之间的干涉。
7.进一步地,所述冲压机构包括物料台、活动地位于物料台上的夹料机构、设置于夹
料机构上方的冲压单元。
8.进一步地,所述夹料机构包括固定座、突出设置于固定座顶部的第一导轨、与第一导轨滑动连接的滑动座、设置于固定座上且用于驱动滑动座沿第一导轨滑动的第三驱动单元、突出设置于滑动座顶部的第二导轨、与第二导轨滑动连接的两个第一滑块、设置于滑动座上且用于分别驱动两个第一滑块沿第二导轨滑动的两个第四驱动单元、与每一第一滑块垂直连接的两个连接柱、与连接柱的顶端连接的两个夹梁及若干突出设置于夹梁上的夹块;两个第一滑块分别靠近滑动座的两端,两个夹梁分别通过连接柱与两个第一滑块连接,若干夹块设置于两个夹梁相向的一侧。如此实现在狭窄空间内对物料的移动。
9.进一步地,所述冲孔机构包括第一冲孔单元、第二冲孔单元、第一自动机械手、第二自动机械手及第三自动机械手,第一冲孔单元与第二冲孔单元间隔设置,第一自动机械手、第二自动机械手及第三自动机械手间隔设置且均位于第一冲孔单元及第二冲孔单元的一侧。如此便于物料的自动转移。
10.进一步地,所述中转机构包括托架、位于托架一侧的第四自动机械手、位于托架朝向焊接机构的一侧的输送单元及位于输送单元远离托架的一侧的第五自动机械手。
11.与现有技术相比,本实用新型的适用于汽车轮毂加工的高效流转生产线包括上料机构,位于上料机构一侧的冲压机构,位于冲压机构远离上料机构的一侧的冲孔机构,位于冲孔机构远离冲压机构的一侧的车边机构、滚压机构,位于车边机构、滚压机构远离冲孔机构的一侧的焊接机构及位于焊接机构与车边机构及滚压机构之间的中转机构;车边机构及滚压机构并列地设置于冲孔机构与焊接机构之间;车边机构用于在物料的开口边缘处进行车边,滚压机构用于在物料的开口边缘处的凸缘进行滚压。通过并列地设置车边机构及滚压机构,能够加工具有凸缘及没有凸缘的不同类型的汽车轮毂、功能丰富且设备占地面积较小。
附图说明
12.以下结合附图描述本实用新型的实施例,其中:
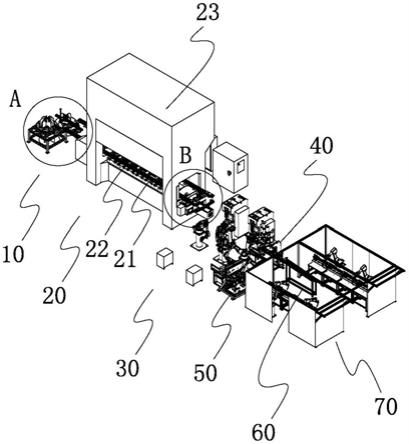
13.图1为本实用新型提供的适用于汽车轮毂加工的高效流转生产线的立体示意图。
14.图2为本实用新型提供的适用于汽车轮毂加工的高效流转生产线的俯视示意图。
15.图3为本实用新型提供的适用于汽车轮毂加工的高效流转生产线的侧面示意图。
16.图4为图1中的a部分的放大示意图。
17.图5为图1中的b部分的放大示意图。
18.图6为图2中的中转机构的示意图。
19.图7为一种汽车轮毂的立体示意图。
20.图8为另一种汽车轮毂的立体示意图。
具体实施方式
21.以下基于附图对本实用新型的具体实施例进行进一步详细说明。应当理解的是,此处对本实用新型实施例的说明并不用于限定本实用新型的保护范围。
22.请参考图1至图3,本实用新型提供的适用于汽车轮毂加工的高效流转生产线包括上料机构10,位于上料机构10一侧的冲压机构20,位于冲压机构20远离上料机构10的一侧
的冲孔机构30,位于冲孔机构30远离冲压机构20的一侧的车边机构40、滚压机构50,位于车边机构40、滚压机构50远离冲孔机构30 的一侧的焊接机构70及位于焊接机构70与车边机构40及滚压机构50之间的中转机构60。
23.车边机构40及滚压机构50并列地设置于冲孔机构30与焊接机构70之间。
24.上料机构10用于向冲压机构20供应金属盘状物料。
25.冲压机构20上依次设置有若干冲压工序,以依次对金属盘状物料进行冲压,将金属盘状物料加工出预定的形状,形成轮毂主体。
26.冲孔机构30用于在轮毂主体上加工出若干通孔。
27.车边机构40用于在轮毂主体的开口边缘处进行车边。
28.滚压机构50用于在轮毂主体的开口边缘处的凸缘进行滚压。
29.焊接机构70用于将螺柱2焊接至轮毂主体1上。
30.请参考图4,上料机构10包括上料支架11、转动设置于上料支架11上的供料转盘12、设置于供料转盘12与冲压机构20之间的托盘13、设置于托盘13 一侧的平移导轨14、滑动设置于平移导轨14上的吸盘支架15、用于驱动吸盘支架15沿平移导轨14滑动的第一驱动单元、安装于吸盘支架15末端的升降驱动单元16及安装于升降驱动单元16的输出端的吸盘17。
31.供料转盘12上沿径向设置有若干隔板,供料转盘12上于相邻的两个隔板之间形成物料放置区,金属盘状物料位于物料放置区。
32.吸盘支架15的形状为l形,其末端可活动地位于托盘13的上方。升降驱动单元16的输出端朝向托盘13。
33.第一驱动单元驱动吸盘支架15移动至供料转盘12的上方,升降驱动单元 16驱动吸盘17向下移动,使得吸盘17从供料转盘12上吸取一个金属盘状物料,之后升降驱动单元16驱动吸盘17向上移动。
34.第一驱动单元驱动吸盘支架15移动至托盘13的上方,吸盘17松开金属盘状物料,使得金属盘状物料放置于托盘13上。
35.上料支架11上还设置有用于驱动供料转盘12转动的第二驱动单元。
36.冲压机构20包括物料台22、活动地位于物料台22上的夹料机构21、设置于夹料机构21上方的冲压单元23。冲压单元23具有若干冲压头。
37.请参考图5,夹料机构21包括固定座211、突出设置于固定座211顶部的第一导轨212、与第一导轨212滑动连接的滑动座213、设置于固定座211上且用于驱动滑动座213沿第一导轨212滑动的第三驱动单元、突出设置于滑动座 213顶部的第二导轨214、与第二导轨214滑动连接的两个第一滑块215、设置于滑动座213上且用于分别驱动两个第一滑块215沿第二导轨214滑动的两个第四驱动单元、与每一第一滑块215垂直连接的两个连接柱216、与连接柱216 的顶端连接的两个夹梁217及若干突出设置于夹梁217上的夹块218。
38.两个第一滑块215分别靠近滑动座213的两端,两个夹梁217分别通过连接柱216与两个第一滑块215连接,若干夹块218设置于两个夹梁217相向的一侧。
39.第四驱动单元驱动两个夹梁217相互靠近或远离,从而使得相对的夹块218 夹紧或松开轮毂主体1。
40.第三驱动单元驱动滑动座213沿第一导轨212来回移动,从而使得夹块218 夹住轮
毂主体1并带动轮毂主体1移动一定的距离。
41.如此使得相对的夹块218可从托盘13上夹取金属盘状物料,使得金属盘状物料或轮毂主体1在物料台22上移动。
42.冲孔机构30包括第一冲孔单元31、第二冲孔单元32、第一自动机械手33、第二自动机械手34及第三自动机械手35,第一冲孔单元31与第二冲孔单元32 间隔设置,第一自动机械手33、第二自动机械手34及第三自动机械手35间隔设置且均位于第一冲孔单元31及第二冲孔单元32的一侧。
43.第一自动机械手33用于将轮毂主体1从冲压机构20转移至第一冲孔单元 31上。
44.第二自动机械手34用于将第一冲孔单元31上的轮毂主体1转移至第二冲孔单元32。
45.第三自动机械手35用于将轮毂主体1从第二冲孔单元32上转移至车边机构40或滚压机构50上。
46.请参考图6,中转机构60包括托架61、位于托架61一侧的第四自动机械手62、位于托架61朝向焊接机构70的一侧的输送单元63及位于输送单元63 远离托架61的一侧的第五自动机械手64。
47.车边机构40或滚压机构50工作完成后将轮毂主体1转移至托架61上,第四自动机械手62将轮毂主体1从托架61上转移至输送单元63上,输送单元63 将轮毂主体1从远离焊接机构70的一端输送至靠近焊接机构70的一端,第五自动机械手64将轮毂主体1从输送单元63上转移至焊接机构70上。
48.与现有技术相比,本实用新型的适用于汽车轮毂加工的高效流转生产线包括上料机构10,位于上料机构10一侧的冲压机构20,位于冲压机构20远离上料机构10的一侧的冲孔机构30,位于冲孔机构30远离冲压机构20的一侧的车边机构40、滚压机构50,位于车边机构40、滚压机构50远离冲孔机构30的一侧的焊接机构70及位于焊接机构70与车边机构40及滚压机构50之间的中转机构60;车边机构40及滚压机构50并列地设置于冲孔机构30与焊接机构70 之间;车边机构40用于在物料的开口边缘处进行车边,滚压机构50用于在物料的开口边缘处的凸缘进行滚压。通过并列地设置车边机构40及滚压机构50,能够加工具有凸缘及没有凸缘的不同类型的汽车轮毂、功能丰富且设备占地面积较小。
49.以上仅为本实用新型的较佳实施例,并不用于局限本实用新型的保护范围,任何在本实用新型精神内的修改、等同替换或改进等,都涵盖在本实用新型的权利要求范围内。