1.本发明属于印刷领域,具体是一种烫金产品电化铝斜拉工艺。
背景技术:
2.电化铝烫印是包装印刷中一道非常重要的印后加工工艺,主要是烫印图案、文字、线条以突出产品的名称、商标和品牌,以达到美化产品,提高包装产品档次的目的。电化铝烫印还常被用于精装书籍封面、烟盒、贺卡以及挂历等产品的印后加工。
3.目前电化铝的烫印过程如下:通过烫印版使电化铝受热,剥离层熔化,接着胶黏层也熔化,在压印时胶黏层与承印物黏合,着色层与涤纶片基层脱离,镀铝层和着色层留在承印物上。电化铝烫印时的宽度选择主要考虑以下三个因素:一、电化铝宽度比烫金图案大6~12mm,以确保生产时电化铝抖动不会造成残缺;二、单位面积上尽可能多的烫印图案,以最大限度节约电化铝;三、电化铝的最窄规格限定在25mm,以确保拉紧运转的稳定,不会出现折叠、断金的情况。由于烫金时常规拉电化铝方式为横向或纵向直拉,而电化铝宽度最窄一般为25mm,所以在烫金图案很小的情况下,横向或纵向直拉电化铝方式只使用到电化铝居中的部分,其两侧很大一部分电化铝则会被浪费,因此目前横向或纵向直拉电化铝的方式,在烫金图案宽度很小时,图案只能烫印电化铝中间部分,电化铝两侧的浪费比较严重,利用率较低,而且烫印的图案数量较少,生产效率不高。
技术实现要素:
4.为实现上述目的,本发明提供如下技术方案:一种烫金产品电化铝斜拉工艺,该工艺包括如下步骤:
5.s1:将纸张放置在放卷机构上;
6.s2:通过传动机构将烫印版进行烫印,与纸张进行斜拉印刷;
7.s3:对烫印完毕后的纸张进行印压;
8.s4:收卷机构对纸张进行收卷。
9.其中,该烫金产品电化铝斜拉机构,包括外部机壳、放卷机构、传动机构、复合构以及收卷机构,所述外部机壳内部底侧设置有放卷机构;
10.所述外部机壳中部竖直设置有支撑柱;
11.所述分隔机构设置在外部机壳的右侧;
12.所述收卷机构设置在复合机构的右侧。
13.进一步,作为优选,所述传送机构包括上传送带、下传送带、电热滚轮以及传送端口,所述上传送带和下传送带均设置在外部机壳内的支撑柱上,所述上传送带和下传送带上均设置有多组电热滚轮;
14.多组所述电热滚轮之间紧密贴合,所述电热滚轮表面呈磨砂设置;
15.所述上传送带和下传送带呈三角状;
16.所述上传送带和下传送带的交汇处的右侧设置有传送端口。
17.进一步,作为优选,所述电热滚轮远离上传送带和下传送带的一侧设置有与之紧密贴合的滑动块。
18.进一步,作为优选,所述传送端口包括支撑支架、上伸缩杆、下伸缩杆、上固定块以及下滚动辊,所述支撑支架内部上侧设置有上伸缩杆,所述上伸缩杆连接固定有上固定块;
19.所述上固定块表面光滑,且无任何凹凸;
20.所述支撑支架内部下侧设有下伸缩杆,所述下伸缩杆杆的末端通过轴承与滚动杆连接,所述滚动杆上设置有滚动辊;
21.所述滚动辊两端固定有半弧状的限位块,且所述滚动辊与限位块紧密贴合;
22.所述滚动辊上设置有防滑套。
23.进一步,作为优选,所述限位块靠近所述滚动辊的一端均设有弹性橡胶层。
24.进一步,作为优选,所述复合机构包括上复合框架、下复合框架、微型气泵、压紧辊,所述上复合框架内部上侧设置有微型气泵,所述微型泵连接固定压缩盘,所述压缩盘设置在上复合框架外部;
25.所述下复合框架靠近上复合框架的一端上设置有反向滚动辊;
26.所述上复合框架与下复合框架的交汇处的外部设置有俩组压紧辊。
27.进一步,作为优选,两组所述压紧辊之间存有缝隙。
28.进一步,作为优选,所述外部机壳内部设置有用于控制所述压紧辊和所述反向滚动辊对的独立电机,所述独立电机均为伺服电机;
29.所述压紧辊的转动方向与所述反向滚动辊的转动方向相反。
30.进一步,作为优选,所述压紧辊与上复和框架和下复合框架的连接处设置有连接弹簧。
31.与现有技术相比,本发明的有益效果是:
32.1.本设备中的传动机构,在传送的过程中利用电热滚轮对烫印纸和纸在运输进行熨平,使得烫印纸和纸在初步贴合的过程中不会出现偏移,贴歪的现象;
33.2.本设备中的复合机构中的上复合框架和下复合框架中形成伪封闭空间,压缩盘提供压力,使得烫印纸更贴合纸,反向滚动辊的拉力和压紧辊的压力使得纸紧绷,使贴合更牢靠,且不会再贴合的时候出现偏移;
34.3.本设备中的传送端口采用上伸缩杆和下伸缩杆使得烫印纸和纸不论厚度多少都能通过,压紧辊采用弹性弹簧连接,使得烫印纸和纸能安全通过,且通过弹簧左右使得烫印纸和纸的贴合度更高。
附图说明
35.图1为本发明的结构示意图;
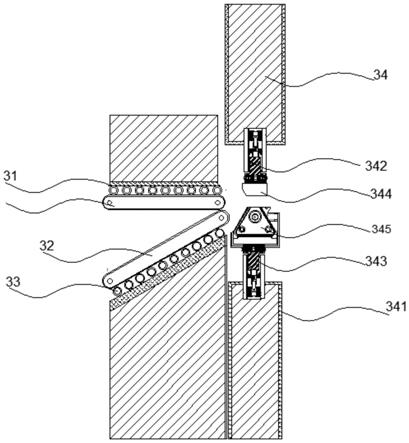
36.图2为本发明中传送机构的结构示意图;
37.图3为本发明中复合机构的结构示意图;
38.图4为本发明中压缩盘的结构示意图。
39.图中:1、外部机壳;2、放卷机构;3、传动机构;4、复合机构;5、收卷机构;31、上传送带;32、下传送带;33、电热滚轮;34、传送端口;341、支撑支架;342、上伸缩杆;343、下伸缩杆;344、上固定块;345、下滚动辊;41、上复合框架;42、下复合框架;43、微型气泵;44、压紧
辊;45、压缩盘;46、反向滚动辊。
具体实施方式
40.本发明提供了如图1、图2、图3和图4所示的一种烫金产品电化铝斜拉工艺,该工艺包括如下步骤:
41.s1:将纸张放置在放卷机构上;
42.s2:通过传动机构将烫印版进行烫印,与纸张进行斜拉印刷;
43.s3:对烫印完毕后的纸张进行印压;
44.s4:收卷机构对纸张进行收卷。
45.其中,该烫金产品电化铝斜拉机构,包括:外部机壳1、放卷机构2、传动机构3、复合机构4以及收卷机构5,其特征在于:所述外部机壳1内部底侧设置有放卷机构2,所述放卷机构2分为两部分,一部分设置在外部机构内部上侧存放烫印纸,另部分设置在外部机构内部下侧,用于存放纸,所述放卷机构2用于承载并释放待加工烫印纸和纸;
46.所述外部机壳1中部竖直设置有支撑柱,所述支撑柱上连接固定有传动机构3,所述传动机构3将烫印纸运输至复合机构4;
47.所述复合机构4设置在外部机壳1的右侧,所述复合机构4将标签与纸分贴合;
48.所述收卷机构5设置在复合机构4的右侧,所述收卷机构5将贴好烫印纸的纸回收。
49.本实施例中,所述传动机构3包括上传送带31、下传送带32、电热滚轮33以及传送端口34,所述上传送带31和下传送带32均设置在外部机壳1内的支撑柱上,所述上传送带31和下传送带32上均设置有多组电热滚轮33;
50.多组所述电热滚轮33之间紧密贴合,所述电热滚轮33表面呈磨砂设置;
51.电热滚轮33在烫印纸和纸通过的时候,对烫印纸和纸进行熨平,使得烫印纸和纸在贴合时,不会出现贴合褶皱的现象,且电热滚轮33表面呈磨砂设置,使得紧密贴合的电热滚轮33之间不会产生较大的损害,方便烫印纸和纸的移动,同时也防止烫印纸和纸在传送过程中发生偏移;
52.所述上传送带31和下传送带32呈三角状;
53.需要注意的是,上传送带31的传动速度和下传送带32的传动速度不相同,下传送带32的传动速度比下传送带32的速度要快一点,速度比应是1.3:1;
54.所述上传送带31和下传送带32的交汇处的右侧设置有传送端口34。
55.作为较佳的实施例,所述电热滚轮33远离上传送带31和下传送带32的一侧设置有与之紧密贴合的滑动块,使得烫印纸和纸在传送过程中始终保持平稳。
56.本实施例中,所述传送端口34包括支撑支架341、上伸缩杆342、下伸缩杆343、上固定块344以及下滚动辊345,所述支撑支架341内部上侧设置有上伸缩杆342,所述上伸缩杆342连接固定有上固定块344;
57.所述上固定块344表面光滑;
58.所述支撑支架341内部下侧设有下伸缩杆343,所述下伸缩杆343杆的末端通过轴承与滚动杆连接,所述滚动杆上设置有下滚动辊345;
59.通过调节上伸缩杆342和下伸缩杆343的移动距离,能有效的提高烫印纸和纸贴合率,同时使得在面对不同厚度的烫印纸和纸时,不必跟换机器,减少资源的浪费;
60.所述下滚动辊345两端固定有半弧状的限位块,且所述滚动辊与限位块紧密贴合;
61.所述下滚动辊345上设置有防滑套;
62.防滑套能够防止烫印纸和纸在传送的过程中,出现打滑偏移的状况,从而保证了标签贴合的平整性。
63.本实施例中,所述限位块靠近所述滚动辊的一端均设有弹性海绵层;
64.弹性海绵层的设置能够保证烫印纸和纸在传送的过程中不会被划伤。
65.本实施例中,所述复合机构4包括上复合框架41、下复合框架42、微型气泵、压紧辊44,所述上复合框架41内部上侧设置有微型气泵,所述微型泵连接固定压缩盘45,所述压缩盘45设置在上复合框架41外部;
66.所述下复合框架42靠近上复合框架41的一端上设置有反向滚动辊46;
67.所述上复合框架41与下复合框架42的交汇处的外部设置有俩组压紧辊44。
68.本实施例中,两组所述压紧辊44之间存有缝隙。
69.本实施例中,所述外部机壳1内部设置有用于控制所述压紧辊44和所述反向滚动辊46对的独立电机,所述独立电机均为伺服电机;
70.所述压紧辊44的转动方向与所述反向滚动辊46的转动方向相反;
71.通过压紧辊44向前的拉力和反向滚动滚的向后的拉力,两者相互作用,使得纸被拉紧;
72.上复合框架41和下复合框架42之间仅只有一条缝隙供烫印纸和纸,但上复合框架41和下复合框架42的交互处的内部存在一定的空间,上复合框架41内的压缩盘45利用微型气泵,为这个空间提供压力,使得烫印纸和纸在传送的过程中保持平稳;
73.在拉扯力和压力的共同作用下,烫印纸和纸能够紧密贴合在一起,防止烫印纸和纸出现褶皱的现象。
74.本实施例中,所述压紧辊44与上复和框架41和下复合框架42的连接处设置有连接弹簧,使得压缩辊能够对烫印纸和纸进行挤压,提高烫印纸和纸的贴合度,且能使烫印纸和纸不论多厚都能通过
75.具体地,烫印纸和纸分别从放卷机构中拉出,烫印纸在上传送带上匀速运输,纸在下传送带上运输,电热滚轮负责将纸和烫印纸熨平,使得纸和烫印纸在传送端口处初步贴合,初步贴合的纸和烫印纸被运输到复合机构中,在复合机构的压缩盘施加的压力,以及反向滚动辊和压紧辊的拉扯力的作用下,纸和烫印纸贴合,且不会出现褶皱,最后收入到收卷机构中。
76.上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。