1.本实用新型涉及自动送料技术领域,具体涉及一种气门座圈多工序加工自动送料机构。
背景技术:
2.气门座圈在加工过程中要经过不同的加工工位来进行加工,目前常采用的方式是人工放料到加工工位进行加工并将加工完成的工件放置在收集箱中,人工搬运收集箱到另一个加工工位进行下道工序的加工,此种加工方式不仅需要消耗大量的人力,而且加工效率低下。
技术实现要素:
3.本实用新型的目的在于提供一种气门座圈多工序加工自动送料机构,以解决现有气门座圈多工序加工过程中不能自动送料的问题。
4.本实用新型解决上述技术问题的技术方案如下:
5.一种气门座圈多工序加工自动送料机构,其包括竖直设置的工件顶升滑槽,以及均倾斜设置的工件滑入槽和工件滑出槽;工件滑入槽的出料端以及工件滑出槽的入料端分别伸入到工件顶升滑槽中,并且工件滑入槽位于工件滑出槽的下方;工件顶升滑槽中还设有推料组件,用于将滑入工件顶升滑槽中的工件向上顶升;工件顶升滑槽上还设有弹性挡料件,弹性挡料件的底端与工件顶升滑槽连接,弹性挡料件的顶端倾斜伸入到工件的内部,工件在顶升时,弹性挡料件的顶端从工件内滑出并在弹力的作用下进入下一个工件内。
6.采用上述技术方案的有益效果为:工件滑入槽的入料端与一个加工工位连通,工件加工完成后从工件滑入槽的出料端滑入工件顶升滑槽并与推料组件的顶端接触,推料组件推动工件向上位移并滑入工件滑出槽,从工件滑出槽的出料端滑入另一个加工工位,工件向上位移的过程中弹性挡料件的顶端与工件的内侧顶壁接触,弹性挡料件抵住工件防止工件下落,挡料组件在顶升下一个工件,挡料杆从上一个工件滑到该工件的内壁中,以此循环。通过工件滑入槽、工件顶升滑槽和工件滑出槽使工件在一个加工工位加工完后自动送料到另一个加工工位,节省人力,并且整体结构紧凑,提高工件加工效率。
7.进一步地,工件顶升滑槽、工件滑入槽和工件滑出槽的横截面均呈u型,工件顶升滑槽的槽口的两侧设有挡边并形成顶升空腔。
8.采用上述技术方案的有益效果为:工件滑入槽和工件滑出槽均起到运输工件的作用,工件滑入槽和工件滑出槽均倾斜设置使工件实现自动滑动,不用借助外力,挡边可以防止工件在顶升的过程中翻转,对工件起到限位的作用。
9.进一步地,推料组件包括气缸和推料块,气缸竖直设置并设于工件顶升滑槽的底部,气缸的活塞杆顶端与推料块连接,推料块位于顶升空腔中并与工件顶升滑槽滑动配合,并且推料块靠近工件滑入槽的出料端。
10.采用上述技术方案的有益效果为:气缸的活塞杆伸出,推料块推动工件顶升,弹性
挡料件抵住工件的内壁,气缸的活塞杆收回,推料块向下位移下一个工件滑入进料空腔,推料组件提供驱动力,使工件可以依次向上顶升。
11.进一步地,弹性挡料件通过连接钉与工件顶升滑槽连接,弹性挡料件的顶端伸入顶升空腔并与工件的内侧顶壁接触。
12.进一步地,工件顶升滑槽的顶端设有呈弧形的导向板,用于将工件导向至工件滑出槽。
13.采用上述技术方案的有益效果为:工件顶升至工件顶升滑槽的顶端时,导向板起到导向的作用,使工件可以滑入工件滑入槽。
14.进一步地,工件滑入槽的底部设有支撑柱。
15.本实用新型具有以下有益效果:
16.1.本实用新型通过工件滑入槽、工件顶升滑槽和工件滑出槽使工件在一个加工工位加工完后自动送料到另一个加工工位,节省人力,并且整体结构紧凑,提高工件加工效率。
17.2.本实用新型的工件滑入槽和工件滑出槽均起到运输工件的作用,工件滑入槽和工件滑出槽均倾斜设置使工件实现自动滑动,不用借助外力,挡边可以防止工件在顶升的过程中翻转,对工件起到限位的作用。
18.3.本实用新型的导向板起到导向的作用,使工件可以滑入工件滑入槽。
附图说明
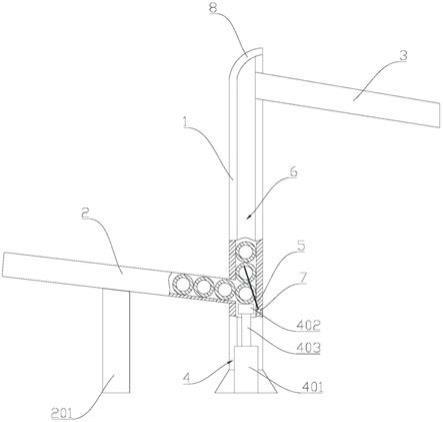
19.图1为本实用新型的气门座圈多工序加工自动送料机构的结构示意图。
20.图2位本实用新型的弹性挡料件伸入工件的侧视结构示意图。
21.图3为本实用新型的工件顶升滑槽的结构示意图。
22.图中:1-工件顶升滑槽;2-工件滑入槽;201-支撑柱;3-工件滑出槽;4-推料组件;401-气缸;402-推料块;403-活塞杆;5-弹性挡料件;6-顶升空腔;7-连接钉;8-导向板。
具体实施方式
23.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
24.实施例
25.请参照图1和图2,一种气门座圈多工序加工自动送料机构,其包括竖直设置的工件顶升滑槽1,以及均倾斜设置的工件滑入槽2和工件滑出槽3,工件滑入槽2的出料端以及工件滑出槽3的入料端分别伸入到工件顶升滑槽1中,并且工件滑入槽2位于工件滑出槽3的下方,工件顶升滑槽1中还设有推料组件4,用于将滑入工件顶升滑槽1中的工件向上顶升,工件顶升滑槽1上还设有弹性挡料件5,弹性挡料件5的底端与工件顶升滑槽1连接,弹性挡料件5的顶端倾斜伸入到工件的内部,工件在顶升时,弹性挡料件5的顶端从工件内滑出并在弹力的作用下进入下一个工件内。通过设置工件滑入槽2、工件顶升滑槽1和工件滑出槽3使工件在一个加工工位加工完后自动送料到另一个加工工位,节省人力,并且整体结构紧凑,提高工件加工效率。
26.工件滑入槽2的横截面呈u型,工件滑入槽2的入料端与加工工位连通,工件滑入槽
2的出料端伸入到工件顶升滑槽1中,工件滑入槽2的底部设有支撑柱201,使工件滑入槽2倾斜设置。
27.请参照图1和图3,工件顶升滑槽1的横截面呈u型,工件顶升滑槽1的两侧设有挡边并形成顶升空腔6,挡边可以防止工件在顶升的过程中翻转,对工件起到限位的作用,工件顶升滑槽1的底部设有支撑块,工件顶升滑槽1的底部设有推料组件4。弹性挡料件5通过连接钉7与工件顶升滑槽1连接,弹性挡料件5位钢丝条,连接钉7为螺钉,连接钉7的底部嵌设在工件顶升滑槽1中,弹性挡料件5的底端与连接钉7的侧壁固定连接,弹性挡料件5的顶端位于顶升空腔6中并与工件的内壁接触。工件顶升滑槽1的顶端设有呈弧形的导向板8,导向板8用于将工件导向至工件滑出槽3,导向板8的两端分别与工件顶升滑槽1的侧壁连接,工件滑出槽3的入料端朝向导向板8,工件顶升至工件顶升滑槽1的顶端时,导向板8起到导向的作用,使工件可以滑入工件滑入槽2。在本实用新型的其他实施例中,弹性挡料件5还可以是塑料条。
28.推料组件4包括气缸401和推料块402,气缸401竖直设置,气缸401的活塞杆403顶端与推料块402连接,推料块402靠近工件滑入槽2的出料端,推料块402位于顶升空腔6中并沿着工件顶升滑槽1的滑动,推料块402的顶端与工件接触,气缸401的活塞杆403伸出,推料块402推动工件顶升,弹性挡料件5抵住工件的内侧顶壁,气缸401的活塞杆403收回,推料块402向下位移下一个工件滑入进料空腔,推料组件4提供驱动力,使工件可以依次向上顶升。
29.工件滑出槽3的横截面呈u型,工件滑出槽3倾斜设置,工件滑出槽3的入料端与工件顶升滑槽1固定连接,工件滑出槽3的出料端与另一个加工工位连通。
30.工件自动送料的工作过程:1)工件滑入槽2的入料端与一个加工工位连通,工件从工件滑入槽2滑入顶升空腔6中,并滑动至推料块402上,气缸401的活塞杆403伸出工件向上位移,弹性挡料件5的顶端滑入工件的内部,气缸401的活塞杆403收回,弹性挡料件5的顶端与工件的内侧顶壁接触,从而对工件进行支撑,避免工件向下掉落;2)待气缸401的活塞杆403收回到工件滑入槽2的出料端时,下一个工件滑动到推料块402上,循环上述步骤;3)待工件顶升至工件顶升滑槽1的顶端时,工件滑入工件滑出槽3并滑入另一个加工工位进行下一道工序。
31.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。