1.本发明涉及产品传送设备技术领域,具体涉及一种多工位取料传送线。
背景技术:
2.工业生产中多采用传送线对成品或半成品进行工位之间、车间之间的传送;常常设置多工位可同时作业的传送线,进而实现产品多工位顺序传送或加工。现有技术中,专利cn103302199a公布了一种板料成型的多工位自动送料装置,每一个成型工位均可利用对应的吸盘机械手将工件从上一个工位吸取后,传送到下一个工位,可实现机械化的自动送料,减少了人员的劳动强度,提供生产效率,减少生产安全隐患。
3.但现有技术中仍然存在如下问题:
4.1)产品的自动输送仅靠相邻工位间机械手逐级传递,比较耗费时间,未完全实现机械化的自动送料;
5.2)不同工位同时使用机械手取料传送时,机械手无法识别本工位对应传送线上是否有产品或其他障碍物,无法避免传送线上因产品叠放造成的产品损坏。
技术实现要素:
6.本实用新型意在提供一种多工位取料传送线,以解决机械手放下产品前无法识别本工位对应的传送线上是否有工件的问题。
7.为达到上述目的,本发明采用如下技术方案:一种多工位取料传送线,包括传送带和机械手,所述机械手包括机架、机械臂和第一驱动装置,机架位于传送带上方,机械臂包括机械上臂和机械下臂,第一驱动装置驱动机械上臂在机架上滑动,机械上臂底部设有气缸,气缸的动力输出端与机械下臂连接,机械下臂末端设有吸盘;传送带的传送架上设有凹槽和检测部,检测部可拆卸的固定连接在凹槽上;还包括控制器,控制器与检测部、第一驱动装置和气缸电连接,控制器根据检测部反馈的信号控制第一驱动装置和气缸启动或关闭。
8.本方案的原理及优点是:
9.1、控制器控制吸盘吸取工件后,再控制机械臂沿机架滑动至传送带上方;继而控制吸盘放下工件,工件则掉落至传送带上,由传送带传送至下游工位或指定位置。在此过程中,机械手和传送带替代人工劳动,提升了工作效率,节约生产成本,实现机械化的自动送料。
10.2、检测部检测到传送带上有工件,会将检测结果反馈给控制器,控制器控制与吸盘管路连接的外接真空设备处于启动状态,使得工件一直被吸附在吸盘上,实现暂缓放下工件,避免机械手将工件叠放在传送带已有工件上造成工件的损坏。
11.3、检测部可拆卸的固定连接在凹槽上,便于调整检测部在凹槽上的安装位置和安装方向。
12.优选的,作为一种改进,所述传送架上设有保护装置,所述保护装置可拆卸的固定
连接在凹槽上。保护装置阻止工件放下时可能的反弹跳动撞击到检测部,避免检测部因被工件撞击导致检测方向发生变化而影响检测结果。
13.优选的,作为一种改进,所述检测部为反射型红外线传感器,所述反射型红外线传感器至少为两个。反射型红外线传感器根据接收管接收的信号强度来判定传送带上有无工件,因红外线抗干扰能力强,确保信号反馈的稳定性和准确性。
14.优选的,作为一种改进,所述检测部与传送带的安装角度为30
°
~90
°
,当安装角度小于90
°
时,两个检测部的检测方向分别朝向传送带的进料端、出料端。在该安装角度下,可扩大检测部的检测范围,便于给不同体积的工件留足放置空间以及为机械手控制吸盘留足反应时间,避免吸盘放下工件时上游工件刚好传送至工件预放位置。
15.优选的,作为一种改进,所述传送线一侧设有工位,所述机架位于工位上方。机架位于工位上方确保机械手取料并移动至传送带上,再经由传送带传送至指定位置。
16.优选的,作为一种改进,所述工位至少为两个,每个工位对应设有机械手和检测部。本技术方案可确保多工位同时取料传送。
17.优选的,作为一种改进,所述工位设有注塑成型机。每个工位均注塑生产成型工件。
18.优选的,作为一种改进,所述工位设有隔音隔热玻璃围成的操作间或隔墙。工位注塑成型工件过程中会产生噪音和热量,采用隔音隔热玻璃可有效避免噪音和热量对红外线传感器以及视察工作的工人产生影响。
19.优选的,作为一种改进,所述机械上臂设有两条平行的横向导轨和第二驱动装置,第二驱动装置与控制器电连接;所述横向导轨与机架垂直,第二驱动装置驱动气缸在两条横向导轨上滑动。横向导轨与机架构成直角坐标导轨,气缸沿横向导轨滑动,扩大吸盘的取物范围。
20.优选的,作为一种改进,所述第一驱动装置和第二驱动装置为气缸或电机中的一种或组合。驱动装置驱动机械臂移动,便于机械手将位于传送带外的工件移动至传送带上,再经由传送带传送至指定位置。
附图说明
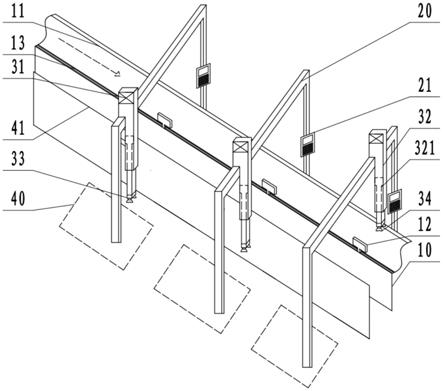
21.图1为本实用新型实施例1中多工位取料传送线的立体图。
22.图2为本实用新型实施例1中方头螺栓和凹槽安装截面示意图。
23.图3为本实用新型实施例2中红外线传感器的安装示意图。
24.图4为本实用新型实施例3中红外线传感器的安装示意图。
25.图5为本实用新型实施例4中机械上臂的立体图。
具体实施方式
26.下面通过具体实施方式进一步详细说明:
27.说明书附图中的标记包括:传送架10、传送带11、检测部12、凹槽13、方头螺栓131、保护板14、机架20、plc控制器21、第一驱动装置31、机械上臂32、气缸321、横向导轨322、第二驱动装置323、机械下臂33、吸盘34、工位40、隔墙41。
28.实施例1
29.本实施例基本如附图1所示:一种多工位取料传送线,包括传送带11、机械手和工位40;传送带11的传送架10上设有凹槽13和检测部12,检测部12通过安装件安装在传送架10上,安装件为l形安装板,检测部12通过螺栓固定或焊接在l形安装板的一个侧壁上,l形安装板的另一个侧壁上设置有通孔;凹槽13内部设置有方头螺栓131(具体为长方形头),如图2所示,凹槽13内部的通道横截面为凸字形,使得方头螺栓131的头部位于较宽的通道内,且方头螺栓131头部的两个长边与通道的壁接触,而方头螺栓131的螺杆则伸出凹槽13外;在未与螺母配合的情况下,方头螺栓131可以沿着通道滑动,方便使用者根据需要移动位置;当需要拧上螺母时,由于方头螺栓131的头部无法在凹槽13内转动,使用者不需要花费心力去防止方头螺栓131转动即可将螺母拧在方头螺栓131的螺杆上;当需要安装检测部12时,将方头螺栓131的螺杆穿过l形安装板的通孔,然后拧上螺母,将l形安装板压紧固定在传送架的凹槽处,同时也实现了检测部12的安装固定。
30.本实施例中检测部12具体为反射型红外线传感器;工位40位于传送带11一侧,本实施例包括三个工位40,每个工位40对应设有机械手、检测部12、注塑成型机和隔音降噪玻璃围成的操作间或隔墙41,本实施例具体为隔墙41。机械手包括机架20、机械臂和第一驱动装置31,机架20位于传送带11和工位40上方,机械臂包括机械上臂32和机械下臂33,第一驱动装置31驱动机械上臂32在机架20上滑动,第一驱动装置31为气缸或电机,本实施例具体为电机;机械上臂32底部设有气缸321,气缸321的动力输出端与机械下臂33固定连接,吸盘34设置于机械下臂33上。吸盘34与外接的真空设备通过管路连通,启动真空设备抽吸,使吸盘34内产生负气压,从而将工件吸牢,即可开始搬送工件;关闭真空设备,则吸盘内气压恢复至大气压,从而将工件放下;真空设备可以是真空泵、真空发生器等中的任意一种,本实施例具体为真空泵。机架20上设有控制器,控制器与检测部12、电机、真空泵、气缸321等电连接;检测部12电连接控制器的输入端,电机、真空泵和气缸321电连接控制器的输出端;控制器根据检测部12反馈的信号控制电机、真空泵和气缸321启动或关闭,本实施例控制器具体为plc控制器21。
31.本实施例的具体实施过程如下,当机械手位于传送带11上方时,plc控制器21控制气缸321启动,使得机械下臂33及吸盘34向上运动至隔墙41上方;再启动电机驱动机械手向工位40方向移动;然后启动气缸321控制机械下臂33向下运动,同时启动真空泵抽吸,使吸盘34吸牢注塑成型的工件;吸取工件后,plc控制器21先控制机械臂返回至传送带11上方,再根据检测部12反馈的信号启动气缸321和关闭真空泵,使吸盘34在距离传送带11较近时放下工件,工件则随传送带11传送至指定位置。
32.值得一提的是,检测部12持续发出信号,检测机架20下方的传送带11上是否有工件。当吸取工件的机械臂移动至传送带11上方时,若正好有工件传送至机械臂的正下方,检测部12会将信号反馈至plc控制器21以控制吸盘34暂缓放下工件,避免工件叠放造成损坏。当工件传送离开检测部12的检测范围后,检测部12会将信号反馈至plc控制器21以控制吸盘34放下工件。
33.实施例2
34.为了进一步扩大检测部12的检测范围,给不同体积的工件留足放置空间,以及给机械手放下工件留足反应时间,本实施例与实施例1的区别在于,如附图3所示,检测部12具体为两个反射型红外线传感器,反射型红外线传感器与传送带11的安装角度为30
°
~90
°
,
本实施例具体为45
°
。
35.本实施例的实施方式基本如实施例1所示,两个反射型红外线传感器的检测方向分别指向传送带11的进料端和出料端,用以检测工件是否进入和离开相应区域。当吸取工件的机械手移动至传送带11上方时,如图3所示,当工件被传送进入左侧的反射型红外线传感器的检测区域时,左侧的红外线传感器会向plc控制器发送信号,plc控制器21接收到该信号并控制吸盘34暂缓放下工件;当进入检测范围的工件被传送离开右侧的反射型红外线传感器的检测区域时,右侧的红外线传感器会向plc控制器发送信号,plc控制器21接收到该信号则控制吸盘34放下工件。本实施例的检测部12的安装方式扩大了检测部12的检测范围,给不同体积的工件留足放置空间;同时,传送带11一直处于传送状态,扩大检测范围还可为机械手控制吸盘34放下工件留足反应时间,避免吸盘34放下工件时上游工件刚好传送至工件预放位置,从而导致工件叠放甚至造成工件损坏。
36.实施例3
37.为了进一步防止工件落下时反弹跳动撞击检测部12导致检测部12的检测方向偏移,影响检测结果。本实施例与实施例2的区别在于,如附图4所示,传送架10上设有保护装置,保护装置通过实施例1中的方头螺栓131与螺母配合固定安装在凹槽上;保护装置可以是保护箱、保护板14、保护套、保护架等中的任意一种,本实施例具体为保护板14,位于检测部12之间,且保护板14的伸出长度大于传感器的伸出长度。
38.本实施例的实施方式基本如实施例1所示,吸盘34放下工件后,如图4所示,检测部12旁边的保护板14能将工件挡回至传送带11上继续传送,有效避免工件直接撞击检测部12,从而避免检测部12因检测方向发生偏移而影响检测结果。
39.实施例4
40.为了进一步增加机械手的使用范围,使得机械手可以横向移动。本实施例与实施例1的区别在于,如附图5所示:机械上臂32设有两条平行的横向导轨322和第二驱动装置323,第二驱动装置323与控制器电连接;横向导轨322与机架20垂直,第二驱动装置323驱动气缸321在两条横向导轨322上滑行,本实施例中第二驱动装置323为气缸。
41.当机械手位于传送带11上方时,plc控制器21启动第一驱动装置31,控制机械臂沿机架20滑动至工位40上方,plc控制器21再启动第二驱动装置323,控制气缸321沿横向导轨322滑行至工件处,随后plc控制器启动气缸321和真空泵,使吸盘34吸牢工件。吸取工件后,plc控制器21继续控制气缸321和真空泵启动,控制吸盘34和工件向上移动,plc控制器21再启动第二驱动装置323,驱动气缸321沿横向导轨322滑动复位,最后plc控制器2启动第一驱动装置31,驱动机械臂如实施例1所示方式返回至传送带11上方并将工件放下至传送带11上,随后工件在传送带11上传送至指定位置。
42.以上所述的仅是本发明的实施例,方案中公知的具体技术方案和/或特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明技术方案的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。