1.本实用新型涉及装配设备技术领域,具体是一种用于物联网智能燃气表机电阀智慧生产的齿轮装配机构。
背景技术:
2.燃气表机电阀用于实现燃气表的开闭和防堵转,燃气表机电阀主要由电机、变速齿轮箱及阀杆执行机构组装而成。
3.其中,变速齿轮箱的组装过程是在变速齿轮箱的盖体上预先安装齿轮轴,再依次安装齿轮组成齿轮组。在齿轮安装时,目前主要是采用人工方法,通过人工夹取齿轮与齿轮轴进行轴孔配合,完成齿轮装配,但由于齿轮直径较小,人工夹取不便,在夹取后还需要人工调整齿轮,使其齿轮轴孔与齿轮轴同轴后再放下安装,并且齿轮组齿轮数量不止一个,每个齿轮都需要夹取和调整,费时费力,效率低下。因此,业内有采用自动化装配的需求,但同样由于齿轮直径较小,如果采用机械自动化操作,需要自动化设备满足很多运动和夹持精度的要求,设计加工难度大,安装精度要求高,因此目前市面上鲜有能实现该齿轮取放的装置。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种用于物联网智能燃气表机电阀智慧生产的齿轮装配机构,该用于物联网智能燃气表机电阀智慧生产的齿轮装配机构可对齿轮进行精准的取放,并自动调整齿轮抓取位置,齿轮取放方便、精准。
5.本实用新型的目的主要通过以下技术方案实现:一种用于物联网智能燃气表机电阀智慧生产的齿轮装配机构,包括安装件、连接于安装件上的至少一个往复运动件、与往复运动件连接的安装板及与安装板连接的齿轮吸放料头;其中,所述齿轮吸放料头包括一端与安装板密封连接的本体,本体另一端设置有环形凸台,环形凸台内侧形成吸附腔,吸附腔的腔底设置有齿轮轴孔定位件,所述本体还设置有与吸附腔连通的气道;所述安装板上设置有与气道连通的配气孔。
6.更优化的,所述吸附腔的腔底中部还设置有齿轮轴套定位槽,所述齿轮轴孔定位件同轴设置于齿轮轴套定位槽内并伸出至吸附腔内。
7.更优化的,所述本体与安装板连接的一端设置有限位槽,所述齿轮轴孔定位件一端从限位槽径向贯穿本体至吸附腔内,所述齿轮轴孔定位件另一端形成与限位槽配对的限位头。
8.更优化的,所述齿轮轴孔定位件整体呈柱状结构,所述齿轮轴孔定位件位于吸附腔内的一端形成锥形尖头。
9.更优化的,所述气道至少设置有两个,至少两个所述气道以齿轮轴孔定位件为轴均匀分布于本体内。
10.更优化的,所述本体与安装板连接的一端中部向外凸出形成轴体,所述气道贯穿
至所述本体与安装板连接的一端,并在该端轴体上形成气道进气槽。
11.更优化的,所述安装板还设置有安装孔,所述齿轮吸放料头一端密封连接于该安装孔内,且该安装孔的孔底部分与轴体之间形成配气腔,配气腔将配气孔与气道连通。
12.更优化的,所述安装板还设置有螺钉安装孔,螺钉安装孔连通至安装孔内并与本体轴向垂直。
13.更优化的,所述本体位于安装孔内的部分外圆周面还设置有密封圈槽。
14.更优化的,所述往复运动件为上下气缸,所述安装板连接于上下气缸的气缸滑台上。
15.综上所述,本实用新型可通过往复运动件带动齿轮吸放料头往复运动进而方便齿轮抓取或放下,齿轮吸放料头可通过配气孔与外部气源系统连接,进而通过气道进出气使得吸附腔产生负压吸取齿轮或将齿轮吹至齿轮轴上安装,齿轮取放方便、效率高,齿轮抓取时利用环形凸台与齿轮端面贴合形成面密封,进而吸附腔形成负压腔将齿轮稳定吸附,且在齿轮抓取时,齿轮轴孔定位件与齿轮的齿轮轴孔配合,从而在吸附时还可通过齿轮轴孔定位件定位,进而保证齿轮的吸附位置,通过齿轮轴孔定位件自动修正齿轮的水平度及齿轮轴孔位置,进而在吸附时对齿轮自动修正和定位,出料时齿轮轴与齿轮轴孔可直接进行轴孔配合完成齿轮安装,齿轮自动出料后可完成自动装配,无需再人工调整齿轮位置,齿轮定位精准。
附图说明
16.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
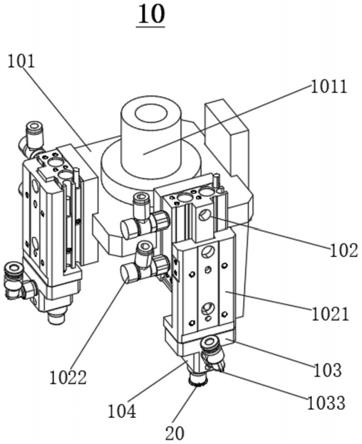
17.图1是用于物联网智能燃气表机电阀智慧生产的齿轮装配机构的结构示意图;
18.图2是安装板的结构示意图;
19.图3是安装板的侧视图;
20.图4是安装板的俯视图;
21.图5是齿轮吸放料头的结构示意图;
22.图6是齿轮吸放料头抓取齿轮后的结构示意图;
23.图7是齿轮吸放料头的结构剖视图;
24.图8是安装板和齿轮吸放料头的装配示意图;
25.图9是齿轮吸放料头出料的状态图;
26.图中的标号分别表示为:
27.10-用于物联网智能燃气表机电阀智慧生产的齿轮装配机构;
28.101-安装件;1011、连接部;
29.102-往复运动件;1021-气缸滑台;1022-上下行调速阀;
30.103-安装板;1031-连接孔;1032-配气孔;1033-快速连接接头;1034-安装孔;1035-配气腔;1036-螺钉安装孔;
31.104-齿轮吸放料头;
32.1041-本体;10411-环形凸台;10412-吸附腔;10413-齿轮轴孔定位件;104131-限位头;10414-气道;10415-限位槽;10416-轴体;10417-气道进气槽;10418-齿轮轴套定位
槽;
33.20-齿轮;
具体实施方式
34.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
35.本实用新型的用于物联网智能燃气表机电阀智慧生产的齿轮装配机构主要用于齿轮的精准取放,以实现齿轮的精准装配,提高齿轮抓取和装配精度,其可广泛用于齿轮加工、制造及装配等技术领域。
36.如图1所示,本实用新型的用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10至少包括依次连接的安装件101、往复运动件102、安装板103及齿轮吸放料头104。使用时,往复运动件102带动安装板103和齿轮吸放料头104往复运动,齿轮吸放料头104往复运动时即可实现齿轮20的取放,而安装件101则可与外部机构连接,实现用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10整体结构的装配、位移等。
37.继续参阅图1,安装件101用于连接外部机构和往复运动件102,以实现用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10与外部机构如机械手、直线模组、输送机构、转动机构等连接,便于实现用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10整体结构的配套连接和转运。作为其中一种方式,安装件101上可设置连接部1011与机械手连接,从而通过机械手带动用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10移动至齿轮抓取位置或齿轮装配位置(齿轮轴位置),完成齿轮的自动转运,还可在连接部1011与机械手之间设置一转动机构,从而可以通过转动机构实现小范围转动,以便于齿轮抓取位或装配位精准配对。
38.进一步的,安装件101作为一连接结构,其可以是任意结构,如柱状结构、板状结构、多边形结构等,只要能实现与外部机构和往复运动件102的安装即可,但为了便于控制和安装,安装件101最好为规则的或对称的结构。具体的,安装件101可以为多边形板状结构,如正三边形、正四边形、正五边形等。作为其中一种优选结构,安装件101可以是水平设置的正四边形结构,进而其每个侧边均可用于安装往复运动件102,而侧面则可用于与外部机构连接,实现错位安装,并可通过调节长度和厚度来控制安装位置间隙和重量,进而优化用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10结构和重量。
39.继续参阅图1,往复运动件102作为运动执行机构,连接于安装件101上,主要用于带动齿轮吸放料头104按照其运动方向做往复运动,进而在往复过程中实现齿轮的抓取或放下。往复运动件102的设置数量,可以根据安装需求和安装件101安装空间选择至少安装一个,也可以根据齿轮的单层数量选择对应的往复运动件102,以便一次性安装单层数量的齿轮,简化齿轮安装工时。作为一种优化选择,往复运动件102可以设置两个或三个,并可按照圆周均匀分布方式安装于安装件101上,从而在使用时可以实现多齿轮的取放,且均匀分布还便于更好的控制齿轮位置。需要说明的是,往复运动件102与安装件101的连接方式,可以是固定连接或一体成型,便于加工;也可以是可拆卸连接的分体结构,如卡接、扣接、螺栓连接等,以便于往复运动件102装卸、更换。
40.作为一种往复运动件102的具体结构,往复运动件102可以为上下气缸,安装板103连接于上下气缸的气缸滑台1021上。上下气缸具有运行稳定的特点,且可根据齿轮位置设定气缸滑台1021的运动行程量,进而可以通过气缸滑台1021带动齿轮吸放料头104做设定行程范围内的上下往复运动,在运动中即可对对应的齿轮进行抓取或放下,且行程控制后也能避免多余行程造成齿轮的损坏或影响齿轮取放精度。进一步的,上下气缸上可设置上下行调速阀1022,用于调整上下行速度。
41.如图2、图3及图4所示,安装板103作为往复运动件102和齿轮吸放料头104的中间连接件,主要用于实现往复运动件102和齿轮吸放料头104的连接。
42.安装板103的形状可根据需要设计,以不影响齿轮吸放料头104的使用并保证与往复运动件102的连接为前提,安装板103可以设置成梯形结构,其竖直端则可用于安装齿轮吸放料头104,其水平端则用于与往复运动件102连接,实现错位连接,并尽量让齿轮吸放料头104有更多的空间进行移动。具体的,安装板103的水平端上可设置相应的连接孔1031,用于与往复运动件102通过活动连接件(如螺栓、螺钉、销钉等)配合连接。
43.作为用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10的核心结构,齿轮吸放料头104主要用于齿轮取放。
44.具体的,如图5、图6、图7及图8所示,齿轮吸放料头104包括一端与安装板103密封连接的本体1041,本体1041另一端设置有环形凸台10411,环形凸台10411内侧形成吸附腔10412,吸附腔10412的腔底设置有齿轮轴孔定位件10413,所述本体1041还设置有与吸附腔10412连通的气道10414。
45.本齿轮吸放料头104主要用于齿轮20的吸料抓取和放下出料,使用时本体1041一端也即远离环形凸台10411的一端与安装板103密封连接,连接后齿轮吸放料头104的气道10414可与外部气源系统连通,在吸料时外部气源系统吸气使得吸附腔10412产生负压,进而吸附位于吸附腔10412下方的齿轮20,齿轮20吸附后,齿轮轴孔定位件10413与齿轮20的轴孔进行配对导向,将齿轮20自动定位,当齿轮20被持续吸附时,齿轮20端面贴合于环形凸台10411端面,并在负压吸力作用下与环形凸台10411端面形成紧密贴合,齿轮20端面即与环形凸台10411端面形成面密封,齿轮20稳定吸附于环形凸台10411端面上,即完成了齿轮20吸料,需要出料时,则解除负压并通过气源系统吹气,齿轮20在气体吹动下即可在齿轮轴孔定位件10413导向下脱落至需要安装齿轮的齿轮轴上完成安装,实现齿轮20自动吸料和出料。
46.为保证气道10414与外部气源系统的连通,上述的安装板103上可设置一配气孔1032,配气孔1032与气道10414相互连通,从而可以通过配气孔1032连接外部气源系统,简化气道10414结构。进一步的,安装板103上可设置一密封连接于配气孔1032进口端的快速连接接头1033,进而可以通过快速连接接头1033实现与外部气源系统的快速装卸。
47.进一步的,本体1041作为齿轮吸放料头104的主体结构,主要作为环形凸台10411、吸附腔10412、齿轮轴孔定位件10413及气道10414的载体。本体1041可以采用金属或非金属硬质材料制成,能满足强度和耐磨需求即可。进一步的,为方便加工和装配,本体1041整体可设计成规则结构,如柱状、轴状、多边形等。具体的,本体1041可制成柱状,也便于环形凸台10411、吸附腔10412、齿轮轴孔定位件10413及气道10414的加工位置定位。
48.环形凸台10411主要用于与齿轮20端面形成密封,并为吸附腔10412产生负压提供
条件。环形凸台10411的端面为了保证与齿轮20端面形成密封,最好为表面粗糙度较低的光滑平面,环形凸台10411的内壁直径应当小于齿轮20齿根圆的直径,以保证环形凸台10411的端面能被齿轮20端面完全覆盖形成密封。具体的,环形凸台10411可以是本体1041一端呈环形向外凸出形成,也可以是本体1041一端中部向内凹陷后形成的环形缘边。
49.吸附腔10412用于产生真空吸附空间,以提供较大的吸附力吸附齿轮20。吸附腔10412可以是通过环形凸台10411围合内部的空腔形成,也可以是本体1041一端中部向内凹陷后形成。具体的,吸附腔10412的腔壁可以根据齿轮20端面轮廓做仿形轮廓设计,确保吸附腔10412能完全密封吸附于齿轮20端面,也即保证吸附腔10412能被齿轮20端面完全覆盖。
50.齿轮轴孔定位件10413用于在齿轮20吸附至环形凸台10411端面过程中与齿轮20轴孔进行轴孔配合,以定位和找准齿轮20的位置,控制齿轮20吸附后的夹取位置。齿轮轴孔定位件10413可以是与本体1041一体成型的,也可以是连接于本体1041上的分体结构,齿轮轴孔定位件10413的外形可以是柱状或多边形结构等,只要能实现与齿轮20轴孔配合定位即可,但为了提高定位精准,齿轮轴孔定位件10413最好设置成长圆柱状结构,如定位柱、定位针。具体的,齿轮轴孔定位件10413为直径与齿轮20轴孔相等的圆柱,以便与齿轮20轴孔进行精准的轴孔配合,进一步减少定位误差。进一步的,为了保证齿轮轴孔定位件10413与齿轮20轴孔能更好的配对,避免二者无法配对造成齿轮20夹取失效,齿轮轴孔定位件10413位于吸附腔10412的端部形成锥形尖头,从而在与齿轮20轴孔配合时,锥形尖头能更好的引导齿轮20位置并保证齿轮轴孔定位件10413与齿轮20轴孔的配合,起到精确定位和导向作用,提高齿轮20的夹取成功率和精度。
51.在使用过程中,当齿轮20存在多种型号时,其齿轮20轴孔的孔径会有大小差异,因此当针对不同轴孔孔径的齿轮20时,为了更好的定位齿轮20,轮轴孔定位件10413最好设置成圆柱结构,直径则最好与齿轮20轴孔相同,且齿轮轴孔定位件10413最好为可拆卸式结构,以便齿轮轴孔定位件10413能更换成与对应齿轮20的轴孔配对的尺寸,进而适应更多型号的齿轮20精准定位抓取。
52.基于此,如图7所示,本实施例提供了一种齿轮轴孔定位件10413的可拆卸结构,该结构具体为:齿轮轴孔定位件10413径向贯穿本体1041,所述齿轮轴孔定位件10413一端位于吸附腔10412内,齿轮轴孔定位件10413另一端形成限位头104131,所述本体1041另一端则设置有限位槽10415,限位头104131设置于限位槽10415内。齿轮轴孔定位件10413贯穿本体1041,从而可以与本体1041形成分体式装配结构,在需要时,齿轮轴孔定位件10413可以根据需要取下进行更换,同时,为了保证齿轮轴孔定位件10413的位置,齿轮轴孔定位件10413另一端也即远离吸附腔10412的一端还形成有限位头104131,限位头104131与限位槽10415配合进而将齿轮轴孔定位件10413定位于本体1041内,不仅可以利用限位头104131轴向定位齿轮轴孔定位件10413,仅需要在用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10安装时将限位头104131卡紧即可,且同时通过限位头104131可以将齿轮轴孔定位件10413定位于本体1041内,并保证其贯穿本体1041后不会倾斜,避免因齿轮轴孔定位件10413直径小于本体1041贯穿处的直径而导致齿轮轴孔定位件10413晃动、倾斜,极好的保证了齿轮轴孔定位件10413的安装精度。
53.请继续参见图7,气道10414主要作为气流通道,用于连通吸附腔10412与外部气源
系统。气道10414可根据外部气源系统的设计形成直线型、曲线型或多段线型结构,其截面大小、形状或数量等也可根据气流流速、流量等进行合理选择,此处不再累述。具体的,气道10414至少设置有两个,至少两个所述气道10414以齿轮轴孔定位件10413为轴均匀分布于本体1041内,从而在产生负压或吹气时,气道10414能够均匀的吸气或吹气,使得吸附腔10412内气体流动更为均匀对称,不会产生乱流,从而可以将齿轮20更为平稳、精准的抓取或吹出,提高了齿轮20吸料和出料的定位精度、稳定性。具体的,气道10414设置有两个。进一步的,气道10414横截面呈扇形,两个所述气道10414的扇形圆心位于齿轮轴孔定位件10413的轴线上。
54.当气道10414设置为两个或更多时,为了保证每个气道的气流流速、流量等能尽量保持一致,以便齿轮20能更均匀受力夹取,保证密封,防止齿轮20受力不均夹取失效或掉落,本体1041一端也即远离吸附腔10412的一端中部向外凸出形成轴体10416,所述气道10414贯穿至该本体1041远离吸附腔10412的一端并在轴体10416上形成气道进气槽10417。当用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10与外部气源系统连接后,为了保证气流在每个气道10414的流体情况一致,以保证对齿轮20均匀的吸附力,提高齿轮20抓取精度,本实施例通过设置轴体10416,并在轴体10416上设置与气道10414数量相等并连续的气道进气槽10417,气流在通过轴体10416时被其分流,再在气道进气槽10417作用下进入气道10414,进而能最大化保证每个气道10414内气流的流动情况基本相同,以实现对齿轮20均匀吸附的目的。
55.在实际使用时,部分齿轮20的端面设置有轴套,为了提高与轴套的定位精度,本体1041在吸附腔10412的腔底中部还设置有齿轮轴套定位槽10418,齿轮轴孔定位件10413同轴设置于齿轮轴套定位槽10418内并伸出至吸附腔10412内。从而在齿轮20夹取后,齿轮20的轴套能完全定位于齿轮轴套定位槽10418内,进一步提高了齿轮20的整体定位精度。
56.如图2、图9所示,基于以上齿轮吸放料头104结构,安装板103还设置有安装孔1034,所述本体1041设置轴体10416的一端密封连接于该安装孔1034内,且该安装孔1034的孔底部分与轴体10416之间形成配气腔1035,配气腔1035将配气孔1032与气道10414连通。配气孔1032、配气腔1035及气道10414顺次连通构成整体气流流道结构,当气流经过配气腔1035后,在轴体10416共同作用下,可以将气流进行重新分配,使得气体分散的更为均匀,进而可以保证多个气道时,每个气道内气流均匀一致,进一步提高齿轮20吸取的精度和稳定性,吸取后也能稳定夹持,不会掉落。进一步的,安装板103的竖直端还可设置螺钉安装孔1036,螺钉安装孔1036连通至安装孔1034内并与本体1041轴向垂直,从而可以在螺钉安装孔1036内安装螺钉,螺钉端部顶紧在本体1041外侧壁,进而轴向固定本体1041,保证本体1041密封连接的稳定性和可靠性。
57.最后,为了保证安装板103和本体1041的密封连接,本体1041外侧位于安装孔1034内的部分还设置有密封圈槽10418,密封圈槽10418内可设置密封圈,从而当本体1041连接于安装板103内后,密封圈槽10418内密封圈可以挤压变形,进而将配气孔1032与本体1041外壁之间的间隙密封。需要说明的是,密封圈槽10418也可设置于安装孔1034内,同样可实现密封效果,但本实施例将密封圈槽10418设置于本体1041外,可很方便的进行密封圈装填,相比于在安装孔1034内设置密封圈来说,简化了密封圈装填工艺和难度。
58.综上所述,本用于物联网智能燃气表机电阀智慧生产的齿轮装配机构10利用齿轮
吸放料头104可以实现齿轮的取料和出料,在取料和出料时还能自动调整和保持齿轮的状态,使得齿轮抓取位和出料位能保持一致,进而齿轮取放精度高,在出料时,还可通过安装件101与外部运动机构连接,进而实现多位置的出料,以便适应不同的齿轮安装位置需求,适用性更广。
59.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。