:
1.本实用新型属于地毯布料生产技术领域,特别涉及一种带储布架自动定长裁断机。
背景技术:
2.用于生产地毯的布料在经过上胶工艺后需要对布料进行裁切,现有生产工艺中,裁切方式为手工操作裁切机对布料进行裁切,无法保证裁切布料尺寸的一致性,裁切效率较低。
3.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
4.本实用新型的目的在于提供一种带储布架自动定长裁断机,从而克服上述现有技术中的缺陷。
5.为实现上述目的,本实用新型提供了一种带储布架自动定长裁断机,包括:机架、储布架、摆臂、张力辊、记长辊、裁断机构、控制模块;所述机架上设置有储布架,储布架前方的机架上依次设置有张力辊、记长辊、裁断机构,张力辊与蜗轮蜗杆减速电机连接,记长辊与伺服电机连接,张力辊下方的机架上设置有摆臂;所述储布架包括导向辊、中心轴、主架、移动辊、支架、滑块,导向辊均匀间隔设置在机架上,中心轴设置在机架上,中心轴上设置有滑块,滑块上设置有主架,主架上均匀设置有支架,每个支架末端均设置有移动辊,每个移动辊对应两个导向辊,形成导向辊、移动辊、导向辊走向的储布通道;所述摆臂尾部通过转轴与机架连接,所述摆臂端部设置有头辊,张力辊、头辊、记长辊形成布料输送通道;裁断机构包括刀座、底座、裁刀、压紧气缸、压块、直线导轨、移动块、无杆气缸、裁刀电机,底座设置在机架上,底座上设置有刀座,底座与刀座间为布料通道,刀座内设置有直线导轨、无杆气缸、压紧气缸,直线导轨上设置有移动块,移动块与无杆气缸连接,移动块上设置有裁刀电机,裁刀电机输出端设置有裁刀,压紧气缸与压块连接,压块位于裁刀后方;所述控制模块控制张力辊、记长辊、裁断机构启闭。
6.优选地,技术方案中,控制模块包括控制器、距离传感器、塑料电位器、变频器;距离传感器设置在导向辊的下方,与移动辊相对;塑料电位器设置在摇臂尾部转轴上;变频器设置在张力辊对应的蜗轮蜗杆减速电机上;控制器通过线路分别与距离传感器、塑料电位器、变频器、伺服电机、压紧气缸、无杆气缸、裁刀电机连接。
7.与现有技术相比,本实用新型具有如下有益效果:
8.通过伺服电机带动记长辊转动至设定长度,保证了布料输出尺寸的一致性。通过裁断机自动裁切布料,代替人工裁切,提高了生产效率。
附图说明:
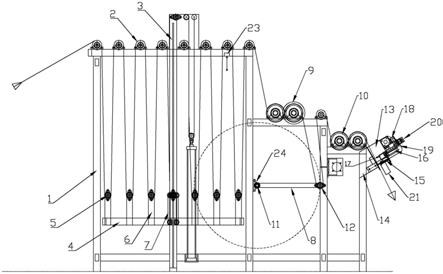
9.图1为本实用新型带储布架自动定长裁断机结构示意图;
10.图2为本实用新型控制器控制原理框图;
11.附图标记为:1-机架、2-导向辊、3-中心轴、4-主架、5-移动辊、6-支架、7-滑块、8-摆臂、9-张力辊、10-记长辊、11-转轴、12-头辊、13-刀座、14-底座、15-裁刀、16-压紧气缸、17-压块、18-直线导轨、19-移动块、20-无杆气缸、21-裁刀电机、22-控制器、23-距离传感器、24-塑料电位器、25-变频器、26-伺服电机、27-蜗轮蜗杆减速电机。
具体实施方式:
12.下面对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
13.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
14.如图1所示,一种带储布架自动定长裁断机,包括:机架1、储布架、摆臂8、张力辊9、记长辊10、裁断机构、控制模块;所述机架1上设置有储布架,储布架前方的机架1上依次设置有张力辊9、记长辊10、裁断机构,张力辊9与蜗轮蜗杆减速电机27连接,记长辊10与伺服电机26连接,张力辊9下方的机架1上设置有摆臂8;所述储布架包括导向辊2、中心轴3、主架4、移动辊5、支架6、滑块7,导向辊2均匀间隔设置在机架1上,中心轴3设置在机架1上,中心轴3上设置有滑块7,滑块7上设置有主架4,主架4上均匀设置有支架6,每个支架6末端均设置有移动辊5,每个移动辊5对应两个导向辊2,形成导向辊2、移动辊5、导向辊2走向的储布通道;所述摆臂8尾部通过转轴11与机架1连接,所述摆臂8端部设置有头辊12,张力辊9、头辊12、记长辊10形成布料输送通道;裁断机构包括刀座13、底座14、裁刀15、压紧气缸16、压块17、直线导轨18、移动块19、无杆气缸20、裁刀电机21,底座14设置在机架1上,底座14上设置有刀座13,底座14与刀座13间为布料通道,刀座13内设置有直线导轨18、无杆气缸20、压紧气缸16,直线导轨18上设置有移动块19,移动块19与无杆气缸20连接,移动块19上设置有裁刀电机21,裁刀电机21输出端设置有裁刀15,压紧气缸16与压块17连接,压块17位于裁刀15后方;所述控制模块控制张力辊9、记长辊10、裁断机构启闭。
15.如图2所示,控制模块包括控制器22、距离传感器23、塑料电位器24、变频器25;距离传感器23设置在导向辊2的下方,与移动辊5相对;塑料电位器24设置在摇臂8尾部转轴11上;变频器25设置在张力辊9对应的蜗轮蜗杆减速电机27上;控制器22通过线路分别与距离传感器23、塑料电位器24、变频器25、伺服电机26、压紧气缸16、无杆气缸20、裁刀电机21连接。
16.地毯布料从储布架入口处的导向辊2进入,布料经过储布通道进入布料输送通道,然后从布料输送通道进入裁断机构。压紧气缸16启动,压块17将布料压紧,然后裁刀电机21启动带动裁刀15转动,无杆气缸20启动,带动裁刀21横移,在裁刀21横移过程中,将布料裁断。当布料裁断完成后,裁刀电机21关闭,压紧气缸16、无杆气缸20复位,然后伺服电机26带动记长辊10转动,当布料输出至设定长度时,伺服电机26停止。在布料输出的同时,布料通过头辊12拉动摆臂8以转轴11为中心转动,摆臂8上升,塑料电位器24检测到转轴11转动,塑
料电位器24将信号发送至控制器22,控制器22启动变频器25,变频器25改变蜗轮蜗杆减速电机27输出的速度,张力辊9转动,布料拉动移动辊5沿着中心轴3上移,当移动辊5接近导向辊2下方时,距离传感器23感应到移动辊5接近,距离传感器23将信号发送至控制器22,控制器22控制伺服电机26减慢输出的速度。当布料继续进入储布架后,带动移动辊5下降,控制器22控制伺服电机26加快输出速度,进而加快记长辊10转动速度。如此循环往复,不断对地毯布料进行固定长度的输送、裁断,保证了布料输出尺寸的一致性。代替人工裁切,提高了生产效率。
17.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。