1.本实用新型涉及供电导轨技术领域,尤其涉及一种便于调节的供电导轨包装装置。
背景技术:
2.针对于供电导轨的包装,通常是四根一组进行包装,相邻两根供电导轨之间通过木块进行间隔开。
3.为了便于实现自动包装,市面上有许多自动包装机,例如申请号为cn201810257968.0所提出的一种固体物料六面缠绕包装机,该装置通过利用空心转盘的旋转带动缠绕膜安装座的转动来实现对固定物料的四个面的绕膜包装。
4.同时,为了便于将供电导轨送至传送带上,市面上还设置有与上述自动化包装机配套的进料组件,用以将四根供电导轨依次间隔放置于传送带的输送面上,具体的,沿着传送带的宽度方向具有第一位置、第二位置、第三位置和第四位置,通过送料组件将四根导轨依次放置于第一位置、第二位置、第三位置和第四位置上,通过程序控制送料组件的送料顺序为第一位置至第四位置进行循环放置。
5.在人工塞木块的过程中,操作人员会发现供电导轨存在次品的现象,此时需要将次品抬下,更换另一供电导轨,由于程序设定的放置顺序一定,在不改变程序的情况下,更换次品的过程困难。
技术实现要素:
6.有鉴于此,有必要提供一种便于调节的供电导轨包装装置,用以解决由于程序设定的放置供电导轨的位置的顺序一定,在不改变程序的情况下,更换次品的过程困难的问题。
7.本实用新型提供一种便于调节的供电导轨包装装置,包括缠绕机、送料组件、进料组件以及移料组件;所述缠绕机的内部具有一通道、以及绕着通道转动的缠绕端,以供将缠绕膜缠绕至穿过通道的物料上;所述送料组件具有至少两个输送面,相邻两个所述送料组件的输送面之间形成所述送料通道;所述进料组件具有至少两个输送面,相邻两个所述进料组件的输送面之间形成取料通道;所述移料组件包括第一滑轨、第二滑轨以及顶升件,所述第一滑轨的两端以及所述第二滑轨的两端均分别位于所述取料通道和送料通道中,所述第一滑轨的顶部与所述第二滑轨滑动连接,所述第二滑轨的顶部与所述顶升件滑动连接,所述顶升件的运动路径竖直设置、且均穿过所述送料组件的输送面以及所述进料组件的输送面,以供将进料组件的输送面上的物料移至所述送料组件的输送面上。
8.进一步的,所述送料组件的输送面上均具有第一放置区域、第二放置区域、第三放置区域以及第四放置区域,任意两个所述第一放置区域、和/或任意两个所述第二放置区域、和/或任意两个所述第一放置区域、和/或任意两个所述第一放置区域均共面设置、且延伸方向均指向所述通道,所述第一放置区域、第二放置区域、第三放置区域以及第四放置区
域沿所述送料通道的延伸方向依次设置,所述顶升件的移动路径覆盖所述第一放置区域、第二放置区域、第三放置区域以及第四放置区域。
9.进一步的,所述第二滑轨上具有第一移料区域、第二移料区域、第三移料区域以及第四移料区域,任意两个所述第一移料区域、和/或任意两个所述第二移料区域、和/或任意两个所述第一移料区域、和/或任意两个所述第一移料区域均共面设置、且均与所述送料组件的输送面方向平行设置,所述第一移料区域、第二移料区域、第三移料区域以及第四移料区域沿所述送料通道的延伸方向依次设置,所述顶升件的移动路径覆盖所述第一移料区域、第二移料区域、第三移料区域以及第四移料区域。
10.进一步的,所述第一滑轨上具有第一调节区域、第二调节区域、第三调节区域以及第四调节区域,任意两个所述第一调节区域、和/或任意两个所述第二调节区域、和/或任意两个所述第一调节区域、和/或任意两个所述第一调节区域均共面设置、且均与所述送料组件的输送面方向平行设置,所述第一调节区域、第二调节区域、第三调节区域以及第四调节区域沿所述送料通道的延伸方向依次设置,所述第二滑轨的移动路径覆盖所述第一调节区域、第二调节区域、第三调节区域以及第四调节区域,所述第一调节区域位于所述第一放置区域下方,所述第二调节区域位于所述第二放置区域下方,所述第三调节区域位于所述第三放置区域下方,所述第四调节区域位于所述第四放置区域下方。
11.进一步的,当所述第二滑轨滑动至第一位置时,所述第一调节区域、第一移料区域和第一放置区域沿竖直方向依次设置,所述第二调节区域、第二移料区域和第二放置区域沿竖直方向依次设置,所述第三调节区域、第三移料区域和第三放置区域沿竖直方向依次设置,所述第四调节区域、第四移料区域和第四放置区域沿竖直方向依次设置。
12.进一步的,当所述第二滑轨滑动至第二位置时,所述第二调节区域、第一移料区域和第二放置区域沿竖直方向依次设置,所述第三调节区域、第二移料区域和第三放置区域沿竖直方向依次设置,所述第四调节区域、第三移料区域和第四放置区域沿竖直方向依次设置。
13.进一步的,当所述第二滑轨滑动至第三位置时,所述第三调节区域、第一移料区域和第三放置区域沿竖直方向依次设置,所述第四调节区域、第二移料区域和第四放置区域沿竖直方向依次设置。
14.进一步的,当所述第一滑轨滑动至第四位置时,所述第四调节区域、第一移料区域和第四放置区域沿竖直方向依次设置。
15.进一步的,该装置还包括第一驱动件和第二驱动件,所述第一驱动件的输出端与所述第二滑轨连接,以供所述第二滑轨沿所述第一滑轨滑动,所述第二驱动件的输出端与所述顶升件连接,以供所述顶升件沿所述第二滑轨滑动。
16.进一步的,所述第一驱动件包括第一电机和第一螺杆,所述第一电机固定设于所述第一滑轨上,所述第一电机的输出轴与所述第一螺杆连接,所述第一螺杆与所述第二滑轨上开设的螺纹孔螺纹连接;
17.所述第二驱动件包括第二电机和第二螺杆,所述第二电机固定设于所述第二滑轨上,所述第二电机的输出轴与所述第二螺杆连接,所述第二螺杆与所述顶升件上开设的螺纹孔螺纹连接;
18.所述顶升件包括滑块、气缸和托板,所述滑块与所述第二滑轨滑动连接,所述滑块
的顶部与所述气缸连接,所述气缸的输出端与所述托板连接,以供驱动所述托板沿竖直方向移动。
19.与现有技术相比,通过设置缠绕机和送料组件,能够实现供电导轨的包装功能,通过设置相邻两个送料组件的输送面之间形成送料通道,相邻两个进料组件的输送面之间形成取料通道,移料组件包括第一滑轨、第二滑轨以及顶升件,第一滑轨的两端以及第二滑轨的两端均分别位于取料通道和送料通道中,第一滑轨的顶部与第二滑轨滑动连接,第二滑轨的顶部与顶升件滑动连接,顶升件的运动路径竖直设置、且均穿过送料组件的输送面以及进料组件的输送面,当在人工塞木块的过程中,操作人员发现供电导轨存在次品的现象时,通过第二滑轨在第一滑轨上的滑动,可改变下一次放置供电导轨的位置,从而可在不改变程序的情况下,更换次品,更换过程简单方便。
附图说明
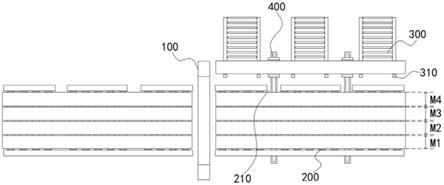
20.图1为本实用新型提供的一种便于调节的供电导轨包装装置本实施例中整体的结构示意图;
21.图2为本实用新型提供的一种便于调节的供电导轨包装装置本实施例中移料组件的结构示意图;
22.图3为本实用新型提供的一种便于调节的供电导轨包装装置图2中a-a面剖视图;
23.图4为本实用新型提供的一种便于调节的供电导轨包装装置第一实施例中第一滑轨和第二滑轨的位置示意图;
24.图5为本实用新型提供的一种便于调节的供电导轨包装装置第二实施例中第一滑轨和第二滑轨的位置示意图;
25.图6为本实用新型提供的一种便于调节的供电导轨包装装置第三实施例中第一滑轨和第二滑轨的位置示意图;
26.图7为本实用新型提供的一种便于调节的供电导轨包装装置第四实施例中第一滑轨和第二滑轨的位置示意图。
具体实施方式
27.下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本技术一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
28.如图1所示,本实施例中的一种便于调节的供电导轨包装装置,包括缠绕机100、送料组件200、进料组件300以及移料组件400,其中,进料组件300能将放置于其上的供电导轨送至靠近送料组件200的位置,移料组件400将进料组件300上的供电导轨转移至送料组件200上,送料组件200将供电导轨输送至缠绕机100中,缠绕机100对供电导轨进行包装,下面进行更加详细的阐述。
29.本实施方案中的缠绕机100为本领域技术人员可以想到的用于包装供电导轨的结构。
30.本实施例中的缠绕机100的内部具有一通道、以及绕着通道转动的缠绕端,以供将缠绕膜缠绕至穿过通道的物料上。
31.本实施方案中的送料组件200是用于把供电导轨送至缠绕机100中的结构,可采用传送带等传输结构。
32.本实施例中的送料组件200具有至少两个输送面,至少两个送料组件200的输送面的送料方向共面且均指向通道设置,相邻两个送料组件200的输送面之间形成送料通道210。
33.本实施方案中的进料组件300是用于堆垛供电导轨的结构,即多个供电导轨平铺于进料组件300的输送面上。
34.本实施例中的进料组件300具有至少两个输送面,以供支撑供电导轨的不同位置,相邻两个进料组件300的输送面之间形成取料通道,取料通道与送料通道210沿垂直于送料组件200的送料方向依次设置。
35.其中,进料组件300的输送面靠近送料组件200的一侧设置有挡板310,防止供电导轨从进料组件300上掉落。
36.本实施方案中的移料组件400是将进料组件300上的供电导轨转移至送料组件200上。
37.如图2-3所示,本实施例中的移料组件400包括第一滑轨410、第二滑轨420以及顶升件430,第一滑轨410的两端以及第二滑轨420的两端均分别位于取料通道和送料通道210中,第一滑轨410的顶部与第二滑轨420滑动连接,第二滑轨420的顶部与顶升件430滑动连接,顶升件430的运动路径竖直设置、且均穿过送料组件200的输送面以及进料组件300的输送面,以供将进料组件300的输送面上的物料移至送料组件200的输送面上。
38.为了便于控制第一滑轨410与第二滑轨420之间的相对滑动,以及第二滑轨420与顶升件430之间的相对滑动,本实施例中的该装置还包括第一驱动件411和第二驱动件421,第一驱动件411的输出端与第二滑轨420连接,以供第二滑轨420沿第一滑轨410滑动,第二驱动件421的输出端与顶升件430连接,以供顶升件430沿第二滑轨420滑动。
39.其中,第一驱动件411包括第一电机和第一螺杆,第一电机固定设于第一滑轨410上,第一电机的输出轴与第一螺杆连接,第一螺杆与第二滑轨420上开设的螺纹孔螺纹连接。
40.其中,第二驱动件421包括第二电机和第二螺杆,第二电机固定设于第二滑轨420上,第二电机的输出轴与第二螺杆连接,第二螺杆与顶升件430上开设的螺纹孔螺纹连接,可以理解的是,第一驱动件411和第二驱动件421也可以采用其他的驱动结构代替。
41.本实施方案中的顶升件430包括滑块、气缸和托板431,滑块与第二滑轨420滑动连接,滑块的顶部与气缸连接,气缸的输出端与托板431连接,以供驱动托板431沿竖直方向移动,托板431的顶部开设有卡槽,以供固定顶起的供电导轨。
42.由于供电导轨的包装通常为四根供电导轨同时包装,相邻的两根供电导轨之间用木块进行间隔开,且顶升件430在程序的控制下会在将供电导轨沿一定的规律依次放置与送料组件200上,为了便于理解,本实施例中的送料组件200的输送面上均具有第一放置区域m1、第二放置区域m2、第三放置区域m3以及第四放置区域m4,任意两个第一放置区域m1、和/或任意两个第二放置区域m2、和/或任意两个第一放置区域m1、和/或任意两个第一放置区域m1均共面设置、且延伸方向均指向通道,第一放置区域m1、第二放置区域m2、第三放置区域m3以及第四放置区域m4沿送料通道210的延伸方向依次设置,顶升件430的移动路径覆
盖第一放置区域m1、第二放置区域m2、第三放置区域m3以及第四放置区域m4。
43.通过顶升件430在第二滑轨420上的滑动以及顶升件430的作用下,四根供电导轨放置于送料组件200上的顺序为第一放置区域m1-第二放置区域m2-第三放置区域m3-第四放置区域m4,然而,由于在人工塞木块的过程中,操作人员会发现供电导轨存在次品的现象,此时需要将次品抬下,更换另一供电导轨,由于程序设定的放置顺序一定,在不改变程序的情况下,更换次品的过程困难,因此本实施例中该装置正是通过设置第二滑轨420来解决上述问题。
44.本实施例中的第二滑轨420上具有第一移料区域m1、第二移料区域m2、第三移料区域m3以及第四移料区域m4,任意两个第一移料区域m1、和/或任意两个第二移料区域m2、和/或任意两个第一移料区域m1、和/或任意两个第一移料区域m1均共面设置、且均与送料组件200的输送面方向平行设置,第一移料区域m1、第二移料区域m2、第三移料区域m3以及第四移料区域m4沿送料通道210的延伸方向依次设置,顶升件430的移动路径覆盖第一移料区域m1、第二移料区域m2、第三移料区域m3以及第四移料区域m4。
45.进一步的,第一滑轨410上具有第一调节区域s1、第二调节区域s2、第三调节区域s3以及第四调节区域s4,任意两个第一调节区域s1、和/或任意两个第二调节区域s2、和/或任意两个第一调节区域s1、和/或任意两个第一调节区域s1均共面设置、且均与送料组件200的输送面方向平行设置,第一调节区域s1、第二调节区域s2、第三调节区域s3以及第四调节区域s4沿送料通道210的延伸方向依次设置,第二滑轨420的移动路径覆盖第一调节区域s1、第二调节区域s2、第三调节区域s3以及第四调节区域s4,第一调节区域s1位于第一放置区域m1下方,第二调节区域s2位于第二放置区域m2下方,第三调节区域s3位于第三放置区域m3下方,第四调节区域s4位于第四放置区域m4下方。
46.由于顶升件430与第二滑轨420滑动连接,在程序的控制下,顶升件430的滑动路径沿着第一移料区域m1-第二移料区域m2-第三移料区域m3-第四移料区域m4方向循环移动。
47.为了便于理解,下面通过不同的实施例来阐述当检测出次品时的解决过程。
48.实施例1:第一放置区域m1上的供电导轨为次品。
49.如图4所示,使第二滑轨420滑动至第一位置时,第一调节区域s1、第一移料区域m1和第一放置区域m1沿竖直方向依次设置,第二调节区域s2、第二移料区域m2和第二放置区域m2沿竖直方向依次设置,第三调节区域s3、第三移料区域m3和第三放置区域m3沿竖直方向依次设置,第四调节区域s4、第四移料区域m4和第四放置区域m4沿竖直方向依次设置。
50.当送料组件200上放置满四根供电导轨后,顶升件430的下次放置供电导轨的位置为第一移料区域m1,将第一放置区域m1上的供电导轨次品取下,控制顶升件430单次抓取进料组件300上的供电导轨至第一移料区域m1,并将供电导轨放置于第一放置区域m1上,然后进行包装工作,后续单次循环的放置顺序为第二移料区域m2-第三移料区域m3-第四移料区域m4-第一移料区域m1。
51.实施例2:第二放置区域m2上的供电导轨为次品。
52.如图5所示,使第二滑轨420滑动至第二位置时,第二调节区域s2、第一移料区域m1和第二放置区域m2沿竖直方向依次设置,第三调节区域s3、第二移料区域m2和第三放置区域m3沿竖直方向依次设置,第四调节区域s4、第三移料区域m3和第四放置区域m4沿竖直方向依次设置。
53.当送料组件200上放置满四根供电导轨后,顶升件430的下次放置供电导轨的位置为第一移料区域m1,将第二放置区域m2上的供电导轨次品取下,控制顶升件430单次抓取进料组件300上的供电导轨至第一移料区域m1,此时第一移料区域m1对应第二调节区域s2和第二放置区域m2,并将供电导轨放置于第二放置区域m2上,使第二滑轨420滑动至第一位置,然后进行包装工作,后续单次循环的放置顺序为第二移料区域m2-第三移料区域m3-第四移料区域m4-第一移料区域m1。
54.实施例3:第三放置区域m3上的供电导轨为次品。
55.如图6所示,使第二滑轨420滑动至第三位置时,第三调节区域s3、第一移料区域m1和第三放置区域m3沿竖直方向依次设置,第四调节区域s4、第二移料区域m2和第四放置区域m4沿竖直方向依次设置。
56.当送料组件200上放置满四根供电导轨后,顶升件430的下次放置供电导轨的位置为第一移料区域m1,将第三放置区域m3上的供电导轨次品取下,控制顶升件430单次抓取进料组件300上的供电导轨至第一移料区域m1,此时第一移料区域m1对应第三调节区域s3和第三放置区域m3,并将供电导轨放置于第三放置区域m3上,使第二滑轨420滑动至第一位置,然后进行包装工作,后续单次循环的放置顺序为第二移料区域m2-第三移料区域m3-第四移料区域m4-第一移料区域m1。
57.实施例4:第四放置区域m4上的供电导轨为次品。
58.如图7所示,当第一滑轨410滑动至第四位置时,第四调节区域s4、第一移料区域m1和第四放置区域m4沿竖直方向依次设置。
59.当送料组件200上放置满四根供电导轨后,顶升件430的下次放置供电导轨的位置为第一移料区域m1,将第四放置区域m4上的供电导轨次品取下,控制顶升件430单次抓取进料组件300上的供电导轨至第一移料区域m1,此时第一移料区域m1对应第四调节区域s4和第四放置区域m4,并将供电导轨放置于第四放置区域m4上,使第二滑轨420滑动至第一位置,然后进行包装工作,后续单次循环的放置顺序为第二移料区域m2-第三移料区域m3-第四移料区域m4-第一移料区域m1。
60.与现有技术相比:通过设置缠绕机100和送料组件200,能够实现供电导轨的包装功能,通过设置相邻两个送料组件200的输送面之间形成送料通道210,相邻两个进料组件300的输送面之间形成取料通道,取料通道与送料通道210沿垂直于送料组件200的送料方向依次设置,移料组件400包括第一滑轨410、第二滑轨420以及顶升件430,第一滑轨410的两端以及第二滑轨420的两端均分别位于取料通道和送料通道210中,第一滑轨410的顶部与第二滑轨420滑动连接,第二滑轨420的顶部与顶升件430滑动连接,顶升件430的运动路径竖直设置、且均穿过送料组件200的输送面以及进料组件300的输送面,当在人工塞木块的过程中,操作人员发现供电导轨存在次品的现象时,通过第二滑轨420在第一滑轨410上的滑动,可改变下一次放置供电导轨的位置,从而可在不改变程序的情况下,更换次品,更换过程简单方便。
61.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。