一种气体运输船c型货罐鞍座的安装方法
技术领域
1.本发明涉及气体运输船技术领域,尤其涉及一种气体运输船c型货罐鞍座的安装方法。
背景技术:
2.一般而言,多用途气体运输船c型液货罐的支撑层压木和主船体的鞍座结构是分开独立建造的,且由于液货罐一般外委建造,船体鞍座在船厂安装,其中层压木在液货罐主体结构制作完成后安装固定在货罐加强环处的插入板上,待完工运输回船厂后,直接整体吊装到主船体鞍座结构上完成连接固定工作。但若液货罐制作固定侧及滑动侧层压木安装线型、间距存在精度偏差时,将会导致后期在吊装过程中鞍座与层压木出现顶碰及卡住无法合拢等问题,轻则给现场造成返工修改,浪费成本,重则影响船舶出坞节点。因此,亟需有一种c型液货罐船体鞍座的安装方法,解决c型液货罐层压木与船体鞍座线型匹配问题,同时使其满足安装精度要求。
技术实现要素:
3.本发明的目的在于:提供一种气体运输船c型货罐鞍座的安装方法,以解决相关技术中c型液货罐层压木与船体鞍座线型匹配问题,同时使其满足安装精度要求。
4.本发明提供一种气体运输船c型货罐鞍座的安装方法,该气体运输船c型货罐鞍座的安装方法包括:
5.固定鞍座的安装:
6.s11:绘制固定侧层压木外轮廓线;
7.s12:绘制位于所述固定侧层压木外轮廓线外侧,且与所述固定侧层压木外轮廓线间距为a的固定侧环氧树脂外轮廓线;
8.s13:绘制位于所述固定侧环氧树脂外轮廓线外侧,且与所述固定侧环氧树脂外轮廓线间距为b的固定侧鞍座弧形面板外轮廓线;
9.s14:在船舱内绘制所述固定侧鞍座弧形面板外轮廓线;
10.s15:在所述船舱内安装固定侧鞍座腹板,所述固定侧鞍座腹板远离所述船舱一侧的固定侧鞍座腹板内轮廓线与所述固定侧鞍座弧形面板外轮廓线重合;
11.s16:在所述固定侧鞍座腹板上安装固定侧鞍座弧形面板;
12.s17:在所述固定侧鞍座弧形面板上间隔设置固定侧艏挡板和固定侧艉挡板以及与所述船舱的船舱对称线相对的固定侧止摇扁铁;
13.滑动鞍座的安装:
14.s21:绘制滑动侧层压木外轮廓线;
15.s22:绘制位于所述滑动侧层压木外轮廓线外侧,且与所述滑动侧层压木外轮廓线间距为a的滑动侧环氧树脂外轮廓线;
16.s23:绘制位于所述滑动侧环氧树脂外轮廓线外侧,且与所述滑动侧环氧树脂外轮
廓线间距为b的滑动侧鞍座弧形面板外轮廓线;
17.s24:在所述船舱内绘制所述滑动侧鞍座弧形面板外轮廓线;
18.s25:在所述船舱内安装滑动侧鞍座腹板,所述滑动侧鞍座腹板远离所述船舱一侧的滑动侧鞍座腹板内轮廓线与所述滑动侧鞍座弧形面板外轮廓线重合;
19.s26:在所述滑动侧鞍座腹板上安装所述滑动侧鞍座弧形面板;
20.s27:在所述滑动侧鞍座弧形面板上间隔设置滑动侧艏挡板和滑动侧艉挡板以及与所述船舱的船舱对称线相对的滑动侧止摇扁铁。
21.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,步骤s11具体为:
22.s111:在c型货罐的底部设置c型货罐对称线,距所述c型货罐的底部c处设置第一水平基准面;
23.s112:以所述c型货罐对称线垂直指向所述c型货罐两侧的方向,每隔d距离测量所述固定侧层压木靠近所述第一水平基准面一侧的表面到所述第一水平基准面的距离;
24.s113:根据测得的数据绘制所述固定侧层压木远离所述c型货罐一侧表面的所述固定侧层压木外轮廓线。
25.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,步骤s21具体为:
26.s211:在所述c型货罐的底部设置c型货罐对称线,距所述c型货罐的底部c处设置第一水平基准面;
27.s212:以所述c型货罐对称线垂直指向所述c型货罐两侧的方向,每隔d距离测量所述滑动侧层压木靠近所述第一水平基准面一侧的表面到所述第一水平基准面的距离;
28.s213:根据测得的数据绘制所述滑动侧层压木远离所述c型货罐一侧表面的所述滑动侧层压木外轮廓线。
29.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,在步骤s12和s22中,c型货罐对称线垂直指向所述c型货罐两侧的方向,a的值逐渐增大。
30.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,所述a值变化范围为10mm
‑
20mm。
31.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,步骤s14具体为:
32.s141:在所述船舱底部设置所述船舱对称线,距船舱基面c处设置第二水平基准面;
33.s142:以所述第二水平基准面为基准在所述船舱内绘制所述固定侧鞍座弧形面板外轮廓线。
34.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,步骤s15具体为:对所述固定侧鞍座腹板进行切割修补,使其远离船壁的所述固定侧鞍座腹板内轮廓线与所述固定侧鞍座弧形面板外轮廓线重合。
35.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,步骤s24具体为:
36.s241:在所述船舱底部设置所述船舱对称线,距船舱基面c处设置第二水平基准面;
37.s242:以所述第二水平基准面为基准在所述船舱内绘制所述滑动侧鞍座弧形面板外轮廓线。
38.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,步骤s25具体为:
39.对所述滑动侧鞍座腹板进行切割修补,使其远离船壁的所述滑动侧鞍座腹板的内轮廓线与所述滑动侧鞍座弧形面板外轮廓线重合。
40.作为气体运输船c型货罐鞍座的安装方法的优选技术方案,步骤s27中,所述滑动侧层压木包括第一层压木和第二层压木,所述第一层压木和所述c型货罐固接,所述滑动侧艏挡板、所述滑动侧艉挡板和所述滑动侧鞍座围设成凹槽,所述第二层压木填充于所述凹槽,所述滑动侧止摇扁铁与所述第一层压木插接,所述第一层压木与所述第二层压木抵接。
41.本发明的有益效果为:
42.本发明提供一种气体运输船c型货罐鞍座的安装方法,首先绘制层压木的外表面轮廓,然后在外表面轮廓线的基础上,根据环氧树脂的厚度以及鞍座弧形面板的厚度绘制处鞍座弧形面板的外表面的轮廓线,然后将鞍座弧形面板的外表面的轮廓线绘制于船舱内,将鞍座腹板固定于船舱内后,根据鞍座弧形面板的外表面的轮廓线对鞍座腹板进行修补剪切。当修补剪切后的鞍座腹板的内轮廓线与鞍座弧形面板的外表面的轮廓线重合时,可将鞍座弧形面板固定于鞍座腹板,最后将艏挡板和艉挡板以及与船舱对称线相对的止摇扁铁固定于鞍座弧形面板上。由于鞍座弧形面板的外轮廓是根据层压木外轮廓线为基础,根据环氧树脂的厚度以及鞍座弧形面板的厚度绘制而成的。因此,该气体运输船c型货罐鞍座的安装方法可以解决c型货罐层压木与船体鞍座线型匹配问题,同时使其满足安装精度要求。
附图说明
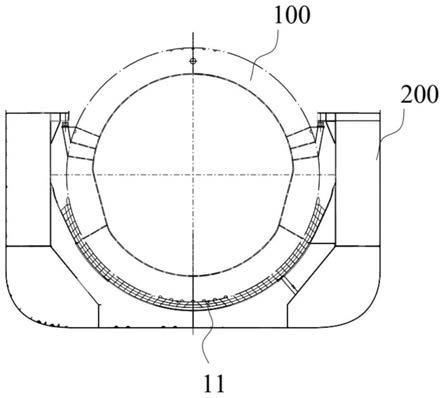
43.图1为本发明实施例中气体运输船c型货罐及c型货罐鞍座的结构示意图;
44.图2为本发明实施例中气体运输船的c型货罐鞍座的结构示意图;
45.图3为本发明实施例中气体运输船的c型货罐鞍座的截面示意图;
46.图4为本发明实施例中c型货罐及滑动鞍座的截面示意图;
47.图5为本发明实施例中c型货罐及固定鞍座的截面示意图;
48.图6为本发明实施例中c型货罐鞍座的结构示意图;
49.图7为本发明实施例中c型货罐的结构示意图;
50.图8为本发明实施例中固定侧弧形面板外轮廓线图;
51.图9为图8中a处的局部放大图;
52.图10为本发明实施例中滑动侧弧形面板外轮廓线图;
53.图11为图10中b处的局部放大图;
54.图12为本发明实施例中固定鞍座安装方法的流程图;
55.图13为本发明实施例中滑动鞍座安装方法的流程图。
56.图中:
57.100、c型货罐;101、c型货罐对称线;102、第一水平基准面;
58.200、船舱;201、船舱对称线;202、第二水平基准面;
59.11、固定侧层压木;111、固定侧层压木外轮廓线;12、固定侧鞍座腹板;13、固定侧鞍座弧形面板;131、固定侧鞍座弧形面板外轮廓线;14、固定侧艏挡板;15、固定侧艉挡板;16、固定侧止摇扁铁;17、固定侧环氧树脂;171、固定侧环氧树脂外轮廓线;
60.21、滑动侧层压木;211、滑动侧层压木外轮廓线;212、第一层压木;213、第二层压
木;22、滑动侧鞍座腹板;23、滑动侧鞍座弧形面板;231、滑动侧鞍座弧形面板外轮廓线;24、滑动侧艏挡板;25、滑动侧艉挡板;26、滑动侧止摇扁铁;27、滑动侧环氧树脂;271、滑动侧环氧树脂外轮廓线。
具体实施方式
61.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
62.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、仅用于描述目的,而不能理解为指示或暗示相对重要性。其中,术语“第一位置”和“第二位置”为两个不同的位置,而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
63.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
64.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
65.在将c型货罐固定于气体运输船时通常使用层压木和鞍座进行固定,鞍座分为固定鞍座和滑动鞍座,层压木分为固定侧层压木和滑动侧层压木,固定侧层压木和滑动侧层压木分别沿c型货罐的周向间隔设置在c型货罐上,固定鞍座和滑动鞍座分别固定于船舱内,当将c型货罐吊装入船舱内时,固定侧层压木和固定鞍座相对,滑动侧层压木和滑动鞍座相对,为使层压木和鞍座之间固定的更稳定,在固定侧层压木和固定鞍座之间填充有环氧树脂,在滑动侧层压木和滑动鞍座之间填充有环氧树脂,具体地,滑动侧层压木包括第一层压木和第二层压木,第一层压木与c型货罐固接,第二层压木与滑动鞍座通过环氧树脂固接。固定鞍座限制固定侧层压木沿c型货罐的轴向和周向运动,滑动鞍座限制第一层压木沿c型货罐的周向运动,允许其沿c型货罐的轴向运动。进而防止船体发生变形或c型货罐发生变形时,固定鞍座和滑动鞍座沿c型货罐的轴线对c型货罐产生作用力,进而对c型货罐造成损坏。
66.如图1~13所示,本实施例提供一种气体运输船c型货罐鞍座的安装方法,该气体运输船c型货罐鞍座的安装方法包括:
67.固定鞍座的安装:
68.s11:绘制固定侧层压木外轮廓线111。
69.步骤s11具体为:
70.s111:在c型货罐100的底部设置c型货罐对称线101,距c型货罐100的底部c处设置第一水平基准面102;
71.s112:以c型货罐对称线101垂直指向c型货罐100两侧的方向,每隔d距离测量固定侧层压木11靠近第一水平基准面102一侧的表面到第一水平基准面102的距离;
72.s113:根据测得的数据绘制固定侧层压木11远离c型货罐一侧表面的固定侧层压木外轮廓线111。
73.本实施例中,将c型货罐100水平放置,采用洋冲的方式在c型货罐100上设置出c型货罐对称线101。以第一水平基准面102与固定侧层压木11相对的线为x轴,垂直于第一水平基准面102的线为y轴,以x轴与c型货罐对称线101的交点为原点o建立直角坐标系。从o点向x轴的两侧方向,每隔d距离测量固定侧层压木11靠近第一水平基准面102一侧的表面到第一水平基准面102的距离,并记录此点的坐标值。通过制图软件录入所有点的坐标值,并通过曲线依次连接各点,进而绘制出固定侧层压木外轮廓线111。另外,c值的范围在0
‑
1000mm之间,d的值为50
‑
300mm之间,具体地c值为500mm,d值为200mm,绘图软件采用cad软件。
74.s12:绘制位于固定侧层压木外轮廓线111外侧,且与固定侧层压木外轮廓线111间距为a的固定侧环氧树脂外轮廓线171。
75.在步骤s12中,c型货罐对称线101垂直指向c型货罐100两侧的方向,a的值逐渐增大。具体地,a值变化范围为10mm
‑
20mm。本实施例中,由于固定侧层压木外轮廓线111的开口小于固定侧层压木11的直径,为方便固定侧层压木可以顺利装入鞍座,因此在设计固定侧环氧树脂外轮廓线171时,由o点至x轴两侧的方向,a的值逐渐增大,具体地,o点处a的值为10mm,固定侧环氧树脂外轮廓线171的开口处a的值为20mm。此时,固定侧环氧树脂外轮廓线171的开口处距离增大,进而可以防止固定侧层压木11装入鞍座时发生卡止的问题,需要注意的是,固定侧环氧树脂17的真实厚度为10mm。
76.s13:绘制位于固定侧环氧树脂外轮廓线171外侧,且与固定侧环氧树脂外轮廓线171间距为b的固定侧鞍座弧形面板外轮廓线131。本实施例中,固定侧鞍座弧形面板13的厚度为b,因此,在绘图软件上绘出的与固定侧环氧树脂外轮廓线171相距b的固定侧鞍座弧形面板外轮廓线131即为固定侧鞍座弧形面板13的实际外轮廓线。
77.s14:在船舱200内绘制固定侧鞍座弧形面板外轮廓线131。
78.步骤s14具体为:
79.s141:在船舱200底部设置船舱对称线201,距船舱基面c处设置第二水平基准面202;
80.s142:以第二水平基准面202为基准在船舱200内绘制固定侧鞍座弧形面板外轮廓线131。本实施例中,以位于第二水平基准面202且垂直于船舱对称线201的线为x轴,以船舱对称线201和x轴的交点为原点o,以垂直于第二水平基准面202且过原点o的线为y轴建立直角坐标系。将固定侧鞍座弧形面板外轮廓线131绘制在船舱200内。
81.s15:在船舱内安装固定侧鞍座腹板12,固定侧鞍座腹板12远离船舱200一侧的固定侧鞍座腹板内轮廓线与固定侧鞍座弧形面板外轮廓线131重合;本实施例中,固定侧鞍座腹板12起到对固定侧鞍座弧形面板131的支撑作用,因此,需要保证固定侧鞍座腹板内轮廓
线与固定侧鞍座弧形面板外轮廓线131重合。因此,本实施例中,当出现固定侧鞍座腹板内轮廓线与固定侧鞍座弧形面板外轮廓线131不重合时,需要对固定侧鞍座腹板12进行裁剪或填补。
82.s16:在固定侧鞍座腹板12上安装固定侧鞍座弧形面板13;
83.s17:在固定侧鞍座弧形面板上间隔设置固定侧艏挡板14和固定侧艉挡板15以及与船舱200的船舱对称线201相对的固定侧止摇扁铁16;
84.本实施例中,固定侧鞍座限制c型货罐100沿c型货罐100的轴向和周向运动,因此,固定侧艏挡板14和固定侧艉挡板15以及固定侧鞍座弧形面板13围设成凹槽,该凹槽限制固定侧层压木11沿c型货罐100的轴向运动。在凹槽内还设置有固定侧止摇扁铁16,固定侧层压木11和固定侧止摇扁铁16插接,且限制固定侧层压木11沿c型货罐100的周向运动。
85.具体地,固定侧止摇扁铁16设置有一个且与船舱对称线201相对,固定侧层压木11设置有插接槽,插接槽与c型货罐100的c型货罐对称线101相对,当c型货罐100安装至鞍座时,固定侧止摇扁铁16和插接槽插接。
86.滑动鞍座的安装:
87.s21:绘制滑动侧层压木外轮廓线211。
88.本实施例中,步骤s21具体为:
89.s211:在c型货罐100的底部设置c型货罐对称线101,距c型货罐100的底部c处设置第一水平基准面102;
90.s212:以c型货罐对称线101垂直指向c型货罐100两侧的方向,每隔d距离测量滑动侧层压木21靠近第一水平基准面102一侧的表面到第一水平基准面102的距离;
91.s213:根据测得的数据绘制滑动侧层压木21远离c型货罐一侧表面的滑动侧层压木外轮廓线211。
92.本实施例中,将c型货罐100水平放置,采用洋冲的方式在c型货罐100上设置出c型货罐对称线101。以第一水平基准面102与滑动侧层压木21相对的线为x轴,垂直于第一水平基准面102的线为y轴,以x轴与c型货罐对称线101的交点为原点o建立直角坐标系。从o点向x轴的两侧方向,每隔d距离测量滑动侧层压木21靠近第一水平基准面102一侧的表面到第一水平基准面102的距离,并记录此点的坐标值。通过制图软件录入所有点的坐标值,并通过曲线依次连接各点,进而绘制出滑动侧层压木外轮廓线211。另外,c值的范围在0
‑
1000mm之间,d的值为50
‑
300mm之间,具体地c值为500mm,d值为200mm,绘图软件采用cad软件。
93.s22:绘制位于滑动侧层压木外轮廓线211外侧,且与滑动侧层压木外轮廓线211间距为a的滑动侧环氧树脂外轮廓线271;
94.在步骤s22中,c型货罐对称线101垂直指向c型货罐100两侧的方向,a的值逐渐增大。具体地,a值变化范围为10mm
‑
20mm。本实施例中,由于滑动侧层压木外轮廓线211的开口小于滑动侧层压木21的直径,为方便滑动侧层压木21可以顺利进入鞍座,因此在设计滑动侧环氧树脂外轮廓线271时,由o点至x轴两侧的方向,a的值逐渐增大,具体地,o点处a的值为10mm,滑动侧环氧树脂外轮廓线271的开口处a的值为20mm。此时,滑动侧环氧树脂外轮廓线271的开口处距离增大,进而可以防止滑动侧层压木21装入鞍座时发生卡止的问题,需要注意的是,固定侧环氧树脂17的真实厚度为10mm。
95.s23:绘制位于滑动侧环氧树脂外轮廓线271外侧,且与滑动侧环氧树脂外轮廓线
271间距为b的滑动侧鞍座弧形面板外轮廓线231。本实施例中,滑动侧鞍座弧形面板23的厚度为b,因此,在绘图软件上绘出的与滑动侧环氧树脂外轮廓线271相距b的滑动侧鞍座弧形面板外轮廓线231即为滑动侧鞍座弧形面板23的实际外轮廓线。
96.s24:在船舱内绘制滑动侧鞍座弧形面板外轮廓线231;
97.本实施例中,步骤s24具体为:
98.s241:在船舱底部设置船舱对称线201,距船舱基面c处设置第二水平基准面202;
99.s242:以第二水平基准面202为基准在船舱内绘制滑动侧鞍座弧形面板外轮廓线231。本实施例中,以位于第二水平基准面202且垂直于船舱对称线201的线为x轴,以船舱对称线201和x轴的交点为原点o,以垂直于第二水平基准面202且过原点o的线为y轴建立直角坐标系。将滑动侧鞍座弧形面板外轮廓线231绘制在船舱内。
100.s25:在船舱200内安装滑动侧鞍座腹板22,滑动侧鞍座腹板22远离船舱200一侧的滑动侧鞍座腹板内轮廓线与滑动侧鞍座弧形面板外轮廓线231重合;本实施例中,滑动侧鞍座腹板11起到对固定侧鞍座弧形面板23的支撑作用,因此,需要保证滑动侧鞍座腹板内轮廓线与滑动侧鞍座弧形面板外轮廓线231重合。因此,本实施例中,当出现滑动侧鞍座腹板内轮廓线与滑动侧鞍座弧形面板外轮廓线231不重合时,需要对滑动侧鞍座腹板22进行裁剪或填补。
101.s26:在滑动侧鞍座腹板22上安装滑动侧鞍座弧形面板23;
102.s27:在滑动侧鞍座弧形面板23上间隔设置滑动侧艏挡板24和滑动侧艉挡板25以及与船舱的船舱对称线201相对的滑动侧止摇扁铁26。
103.本实施例中,滑动侧鞍座限制c型货罐100沿c型货罐100的周向运动,允许c型货罐100沿c型货罐100的轴向运动。首先,滑动侧层压木21包括第一层压木212和第二层压木213,第一层压木212与c型货罐100固接,第二层压木213与滑动鞍座通过滑动侧环氧树脂27固接。滑动侧艏挡板24、滑动侧艉挡板25和滑动侧鞍座弧形面板23围设成凹槽,第二层压木213填充于凹槽,滑动侧止摇扁铁26与第一层压木212插接,第一层压木212与第二层压木213抵接。因此,第一层压木212和第二层压木213可相对于c型货罐100的轴向滑动,滑动侧止摇扁铁26限制第一层压木212和第二层压木213可相对于c型货罐100的周向滑动。具体地,第二层压木213的厚度大于或等于凹槽的深度。滑动侧止摇扁铁26设置有一个且与船舱对称线201相对,第一层压木212设置有插接槽,插接槽与c型货罐100的c型货罐对称线101相对,当c型货罐100安装至鞍座时,滑动侧止摇扁铁26和插接槽插接。
104.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。