编织机
1.一种编织机,所述编织机包括以连续方式布置在闭合回路中的一系列板、至少一个驱动装置、导向通道和至少两个换向器(diverter)通道,每块所述板包括多个槽,所述槽容纳具有导向件的锭子(spindle),所述至少一个驱动装置驱动所述板,锭子导向件在所述导向通道中运行,所述至少两个换向器通道具有两个位置,第一位置用于所述锭子在一块相同的板上连续转动,第二位置用于所述锭子切换所述板,其中,所述一系列板包括:第一组板,所述第一组板具有至少五块板,其中,所述第一组板中的一块板是驱动板,第一驱动板;所述第一组板以连续的方式布置,并限定两块端板,每块板中具有至少四个槽;第二组板,所述第二组板具有两块板,所述两块板都是驱动板,第二驱动板,所述第二驱动板位于所述两块端板之后,每块所述端板对应一块所述第二驱动板,所述两块板中具有至少四个槽;以及第三组板,所述第三组板具有一块驱动板,所述驱动板位于所述第二驱动板之间,所述第三驱动板闭合所述回路并且比所述第一组板多至少两个槽;由于两个换向器通道位于所述第二组板和所述第三组板之间,两个换向器通道限定了第一操作位置和第二操作位置,在所述第一操作位置,所述第三驱动板与所述回路隔离,在所述第二操作位置,所述第三驱动板是所述回路的一部分。
背景技术:
2.现有技术中已知不同的线编织系统。第一系统由机器生产组成,这些机器使用偶数根线进行圆形编织。这些机器通过沿一个方向转动线圈和沿相反的方向转动线圈来缠绕线圈中的线,从而形成所谓的管状编织结构。这些编织物用于不同的目的,例如,用于船、用于攀爬等的绳索。
3.第二系统由使用奇数根线生产扁形编织物的机器组成。因此,现有技术是美国米制公司(american metric corporation)拥有的2000年的西班牙专利no 200002978(es2193817)“编织机”,其涉及一种由支撑台形成的编织机,该支撑台安装有多个单独的部段(segment),这些单独的部段形成具有基本上圆形跟踪槽的底部(bed)。每个部段包括部段槽,部段槽包括穿过外壁形成的一对相对的传送开口,相邻的部段的传送开口相互接触从而形成作为环状环(endless ring)的跟踪槽。环状环的尺寸由所用的部段的数量和尺寸决定。跟踪槽可以涂覆有除了形成部段的材料之外的选定材料。
4.申请人是2015年的西班牙专利no 201531634(es 2612143-wo2017081338)“编织机”的所有者,所述编织机包括供给装置,所述供给装置移动其上设置有卷轴承载机构的多块板,并且所述编织机包括至少一个八字形导向件和第一轴,属于卷轴承载机构的导向元件在所述导向件内移动,所述第一轴连接至供给装置,所述第一轴属于所述板并且终止于第一小齿轮的顶部,所述第一小齿轮与至少一个卫星小齿轮啮合,所述卫星小齿轮与属于卷轴承载机构的第二小齿轮啮合,其中,第一轴的转动引起第一小齿轮的转动,第一小齿轮阻挡卫星小齿轮,移动卫星小齿轮并且根据导向件的轨迹移动卷轴承载机构,其中卷轴承载机构的相同面在导向件的整个轨迹中保持面向预定参考点。
5.此外,该文件引用了德国专利de616856和de102009020053作为参考,这两个专利
分别保护了两个通过导向通道在板之间交换锭子的系统,这两个专利现在都属于公共领域。
技术实现要素:
6.本发明属于编织机领域。
7.最接近的文献是西班牙专利no 200002978(es2193817)。此专利解决了驱动齿轮之间的摩擦问题。然而,与目前市场上所有现有的机器一样,该专利存在下述问题:为了编织扁形的和圆形的线,机器必须完全停止,并且机器通过移除或添加板而变得适配。因此,制造具有扁形部分、然后是圆形部分、然后是扁形部分、然后是圆形部分等的编织线是不值得的,因为更改机器的配置会很耗时。
8.本发明通过几乎自动地实现从扁形编织到圆形编织以及从圆形编织到扁形编织的转换来解决这个问题,并且同步扁形编织和圆形编织所需的时间只需要几秒钟,反之亦然,从而避免了线拼接。
9.这继而使得具有不同编织类型的线的制造变得方便,这对于诸如其中实现高标准的缝合可能是有意义的外科手术之类的领域非常有用。
10.本发明的目的是一种编织机,所述编织机包括以连续方式布置在闭合回路中的一系列板、至少一个驱动装置、导向通道和至少两个换向器通道,每块所述板包括多个槽,所述槽容纳具有导向件的锭子,所述至少一个驱动装置驱动所述板,锭子导向件在所述导向通道中运行,所述至少两个换向器通道具有两个位置,第一位置用于所述锭子在一块相同的板上连续转动,第二位置用于所述锭子切换所述板,其中,所述一系列板包括:第一组板,所述第一组板具有至少五块板,其中,所述第一组板中的一块板是驱动板,第一驱动板;所述第一组板以连续的方式布置,并限定两块端板,每块板中具有至少四个槽;第二组板,所述第二组板具有两块板,所述两块板都是驱动板,第二驱动板,所述第二驱动板位于所述两块端板之后,每块所述端板对应一块所述第二驱动板,所述两块板中具有至少四个槽;以及第三组板,所述第三组板具有一块驱动板,所述驱动板位于所述第二驱动板之间,所述第三驱动板闭合所述回路并且比所述第一组板多至少两个槽;由于两个换向器通道位于所述第二组板和所述第三组板之间,两个换向器通道限定了第一操作位置和第二操作位置,在所述第一操作位置,所述第三驱动板与所述回路隔离,在所述第二操作位置,所述第三驱动板是所述回路的一部分。
附图说明
11.为了便于进行解释,本说明书包括八幅表示实际的实施例的附图。这样的实施例是通过示例的方式引入的,并且不应当限制本发明的范围,其中。
12.图1是本发明的目的的总视图,其示出了圆形编织配置;
13.图2是图1的仰视图,其示出了发动机和齿轮;
14.图3是本发明的正视图,其示出了扁形编织配置;
15.图4是图3的正视图,其没有锭子;
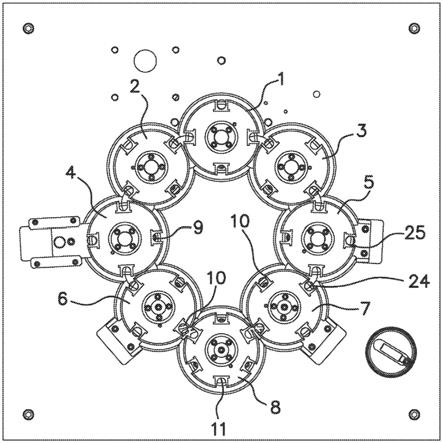
16.图5是本发明的正视图,其示出了圆形编织配置;
17.图6是换向器通道的示例的详细视图;
18.图7是具有锭子和线圈的第一驱动板的详细视图;以及
19.图8是扁形编织情况下的三个位置的示意图。
具体实施方式
20.图1示出了端板5、第二驱动板6和7、第三驱动板8、第一驱动板驱动装置13、第二驱动板驱动装置14和15、第三驱动板驱动装置16、换向器通道驱动装置17和18以及底盘26。
21.图2包括第一驱动板驱动装置13、第二驱动板驱动装置14和15、第三驱动板驱动装置16、换向器通道驱动装置17和18、底盘26、第一驱动小齿轮27、从动小齿轮28和29,以及端板小齿轮30和31的图示。
22.图3示出了第一驱动板1、从动板2和3、端板4和5、第二驱动板6、7,第三驱动板8,第一组板锭子20、第二组板锭子23,以及切换锭子24和25,其中,第一驱动板1、从动板2和3、端板4和5具有各自的槽9,第一驱动板1、从动板2和3、端板4和5形成第一组板,第二驱动板6、7形成第二组板,第三驱动板8具有槽11,第三驱动板8形成第三组板。
23.图4示出了第一驱动板1、从动板2和3、端板4和5、具有各自的槽10的第二驱动板6和7、具有槽11的第三驱动板8,以及切换锭子24和25,第一驱动板1、从动板2和3、端板4和5具有各自的槽9。
24.图5示出了第一驱动板1、从动板2和3、端板4和5、具有槽10的第二驱动板6和7、具有槽11的第三驱动板8、第一组板锭子20、第二组板锭子23、第三组板锭子32,以及切换锭子24和25,第一驱动板1、从动板2和3、端板4和5具有各自的槽9。
25.图6示出了第二驱动板6和7、第三驱动板8、换向器通道12和19,以及导向通道22。
26.图7示出了第一驱动板1、交叉通道33、锭子导向件21、第一组板锭子20和导向通道22。
27.最后,图8示出了端板、第二驱动板6和7、第二组板锭子23,以及切换锭子24和25,其中,端板具有槽9,端板形成第一组板,第二驱动板6和7具有各自的槽10,第二驱动板6和7形成第二组板。
28.初步地,图6示出了换向器通道12、19的两个位置,每个位置一个。这是为了便于此后提供的解释。原则上,当两个换向器通道12和19都工作时,它们应该布置在相同的位置,而不是如图6所示的那样,也就是说,换向器通道不应该都处于各自的工作位置,而应该都处于相同的工作位置。换句话说,对于圆形编织而言,两个换向器通道应该如图所示位于换向器通道12中,而对于扁形编织而言,两个换向器通道应该如图所示位于换向器通道19中。
29.因此,本发明的编织机由一系列以连续方式布置的板1至8形成,板1至8一块接一块,形成闭合回路。
30.板1至8包括槽9,锭子20与编织线容纳在槽9中。
31.每个锭子20都具有设置在导向通道22内的导向件21,并且导向件21在导向通道22内移动(图7)。
32.本发明包括用于驱动板1至8的至少一个驱动装置和至少两个具有两个位置的换向器通道12和19。该实施例包括两个通道,但是如果需要,通道的数量也可以增加,以适应特定的配置需要。
33.所述位置是:第一位置和第二位置,第一位置用于锭子在同一块板中连续转动,第
二位置用于锭子以切换板;也就是说,在第一位置处,锭子保持在同一块板内转动,在第二位置处,锭子切换板。
34.根据编织物是扁形的还是圆形的,这些板被分成三组,这些组具有不同的目的和不同的作用。
35.第一组板由最少五块板1、2、3、4、5组成。这些板中的一块是驱动板,即第一驱动板1,即,该驱动板1将运动传递给其他板即从动板2和3和端板4和5。板1、2、3、4、5以连续的方式布置,并且它们限定了两块端板4和5,两块端板4和5也是从动板。此外,板1、2、3、4、5包括在板1、2、3、4、5的每一块中的至少四个槽9。
36.第二组板由两块板6和7组成,这两块板6和7都是驱动板,在下文中称为第二驱动板6、7。两块第二驱动板位于两块端板4、5之后,每块第二驱动板用于一块端板。与第一组板相同,第二组板也包括在两块板6、7中的至少四个槽10。
37.最后一组板,即第三组板,仅由一块板即驱动板也就是第三驱动板8组成,其位于第二驱动板6和7之间,即闭合了回路。
38.第三驱动板8包括比第一组板的槽多至少两个的槽11。
39.此外,两个换向器通道12和19位于第二组板和第三组板之间。两个换向器通道限定了第一操作位置和第二操作位置,其中,在第一操作位置,第三驱动板8与所述回路隔离,第三驱动板8与扁形编织和换向器通道19中所示的位置一致,也就是说,它将不承载任何锭子;在第二操作位置,第三驱动板8是所述回路的一部分,与圆形编织一致,换向器通道如换向器通道12所示进行定位,从而传送锭子。
40.可选地,第一组板的板1、2、3、4、5和第二组板的板6、7包括四个槽,第三组板的板8包括六个槽。
41.也可以是另一种配置,其中每块驱动板1、6、7、8是独立的驱动装置13、14、15、16,例如用于每块驱动板1、6、7、8的伺服驱动器。
42.如前一段所述,机器可以被配置成使得每个换向器通道12和19包括独立的驱动装置17和18,例如伺服驱动器,即,如上所述,在第一操作位置和第二操作位置之间驱动换向器通道12和19,以及反之在第二操作位置和第一操作位置之间驱动换向器通道12和19。
43.已经提供的可能性是,当处于圆形编织位置时,第三驱动板8以比第二驱动板6、7和第一驱动板1更低的速度转动。
44.在前面解释的配置中,假设第三驱动板8以第二驱动板6、7的速度的2/3的速度进行转动,第一组板的板1、2、3、4、5和第二组板的板6、7具有四个槽,并且第三组板的板8具有六个槽。
45.类似地,提供了如下可能性:处于扁形编织位置时,在转动过程中,第二驱动板6、7有时在每个槽10中包括锭子23和24(图8)。
46.类似地,第二驱动板6和7向前和向后移动,这将在下文中更详细地解释,并且这在图8中的三个位置中示出。
47.同样地,在图8中,在扁形编织位置时,当第二驱动板6和7将其锭子24中的一个与第一组板中的端板4和5进行切换时(图8a),板在惯性的作用下保持向前移动,然后返回以从端板4、5接收锭子25(图8b),而端板4和5继续处于相同的转动方向上,并且第二驱动板6和7切换其转动方向,首先向前,然后向后,并再向前。
48.当处于扁形编织位置时,对于第三平板8,可以有两种配置:在第一配置中,第三驱动板8不转动,且在其他板转动时停止,并且在第二配置中,第三驱动板8作为空转板转动,即,不介入编织。
49.继续举例,在又一实施例中,在圆形编织位置和扁形编织位置下,包括十七个锭子:20、23、24、25。因此,编织机可以被配置成八个锭子沿一个方向转动,九个锭子沿相反的方向转动。也就是说,即使在圆形编织中,也可以生产奇数根线的编织物,而圆形编织物通常仅由偶数根线制成。
50.与现有技术中已知的机器不同的是,在这种情况下,第三驱动板8可以被配置成使得第三驱动板8的直径与第二驱动板6和7的直径相同,并且与第一组中的板1至5的直径相同。
51.为了便于编织,无论是圆形编织还是扁形编织,板1至8都布置成圆形。因此,在实际的实施例中,操作人员将首先根据机器要进行的编织类型来设置控制面板(未示出,其是公知的且不是权利要求的一部分)。如果操作人员选择圆形编织,如图1、2、5、6和7所示,过程如下。
52.初始是板1至7在每块板中具有四个槽,在第三驱动板8中具有六个槽。第三驱动板8中的槽11的数量可以根据其余的板1至7中的槽的数量和特定需要而变化,但是第三驱动板8中的槽的最小数量必须比第二驱动板6和7中的槽多两个。
53.槽配置还涉及第三驱动板8的转速,第二驱动板6和7各自具有四个槽,第三驱动板8具有六个槽11,也就是以2/3的比率,这则限定了第三驱动板8的转速是第二驱动板6和7的转速的2/3,因此该比率是第二驱动板6和7和第三驱动板8的槽之间的相同比率。
54.通过这种方式,本实施例中的圆形编织配置包括八块板。这八块板包括四块驱动板,第一驱动板1、第二驱动板6和7,以及第三驱动板8,第一驱动板1通过齿轮系统驱动第一组板中的板(图2)。
55.在该示例中,由八块板1-8形成的闭合回路包括十七个锭子20、23、24、25、32,其中,九个锭子在一个方向上转动,八个锭子在相反的方向上转动。圆形编织配置和扁形编织配置都使用相同数量的锭子。
56.仍然参考圆形编织,当第一驱动板1沿一个方向转动时,跟随第一驱动板1的两块从动板2和3沿相反的方向转动,端板4和5沿与第一驱动板1相同的方向转动。
57.所有的板通过齿轮(图2)连接,当第一驱动板1转动时,这使得所有的板通过连接到第一驱动板1的第一驱动小齿轮27在使得连接到从动板2和3的两个从动小齿轮28和29致动时产生的运动的影响而转动;并且从动板2和3连接到端板小齿轮30和31,端板小齿轮30和31则连接到端板4和5,端板4和5用于转动。
58.第二驱动板6和7与第一组板不啮合。因此,当机器必须从圆形编织到扁形编织以及从扁形编织到圆形编织时,该系统允许这些板同步,这将在下面更详细地解释。
59.类似地,第三驱动板8既不与第二驱动板6和7啮合以允许传递不同的速度,也不能够与第二驱动板6和7同步,或者在扁形编织下停止,并且这种第三驱动板8不啮合。
60.因此,当来自端板4的锭子24到达交叉通道33时,该锭子24切换板,到达第二驱动板6并停留在其中,直到它到达换向器通道12为止。
61.换向器通道12处于切换位置,使得锭子24将停留在第三驱动板8中,然后将继续到
达第二驱动板7。
62.当第三驱动板8以比第二驱动板6、7更低的速度,即以第二驱动板6和7的速度的2/3移动时,第三驱动板8需要具有更多的槽11(比第二驱动板6和7中的槽多1/3的槽);因此,如果第二驱动板6和7中的槽10的数量是四个,则第三驱动板8中的槽11的数量将是六个,如果第二驱动板6和7的速度是x rpm,则第三驱动板的速度将是x rpm的2/3。这样做是为了允许更多的锭子32能够聚集在第三驱动板8中,并且能够生产圆形编织物。
63.如果出于生产需要,操作人员决定编织应该是扁形的,则操作人员可以改变配置,机器将开始同步锭子。
64.这样一来,第三驱动板8将其锭子32朝向第二驱动板6和7弹出。附图示出了四个锭子32。一旦这样做,所述第三驱动板8可以停止或设置到空闲位置,因为所述第三驱动板8不影响编织。
65.此外,两个换向器通道将配置改变为图6附图标记19所示的配置,因此锭子将转动且不会切换到第三驱动板8,而是将继续围绕第二驱动板6和7转动。
66.该配置中的闭合回路由七块板1至7组成。
67.基本上,扁形编织中的锭子将以与圆形编织中相似的方式移动,直到到达第二驱动板6和7为止。
68.在本领域已知的扁形编织配置中,最后的板,即布置第二驱动板6和7的位置,要比其他板多一个槽。在这种情况下,槽的数量是相同的。
69.为了能够在不停止机器的情况下保持与圆形编织时的锭子的数量相同的数量的锭子,机器必须能够在比第二驱动板6和7少两个槽的情况下操作。
70.图8提供了解决方案。第二驱动板7的锭子24在端板5上的槽9中转换,从而使得第二驱动板7上的槽10不啮合(图8a)。
71.同时,端板5保持相同的速度,并且具有一个与第二驱动板7切换的锭子25;如果端板5继续转动,那么第二驱动板7的锭子23将面对端板5的锭子25(图8b)。
72.为了使用自由槽10,第二驱动板7必须停止并后退,直到使自由槽10与锭子25从端板5切换到第二驱动板7的时刻相匹配(图8c)。
73.通过这种方式实现了连续性,允许当进行扁形编织时使用具有相同数量的槽的板。
74.因此,相同的机器可以用于扁形编织和圆形编织,并且通过简单地切换换向器通道12、19的位置来进行配置而不需要停止机器且无需浪费时间,并且实现了板的同步,从而允许各自的编织且以高速恢复。
75.这种机器允许编织线交替进行圆形编织和扁形编织,正如已经解释的那样,这为高精度外科缝合提供了非常有意义的产品。
76.本发明描述了一种新的编织机。在此提供的示例不是对本发明的限制,因此应该具有不同的应用和/或修改,所有这些都在权利要求的范围内。