1.本实用新型涉及面料加工技术领域,具体为一种高弹性耐汗渍面料的热定型装置。
背景技术:
2.面料就是用来制作服装的材料。作为服装三要素之一,面料不仅可以诠释服装的风格和特性,而且直接左右着服装的色彩、造型的表现效果。在服装大世界里,服装的面料五花八门,日新月异。但是从总体上来讲,优质、高档的面料,大都具有穿著舒适、吸汗透气、悬垂挺括、视觉高贵、触觉柔美等几个方面的特点。
3.现有一种高弹性耐汗渍面料,在进行加工的时候,会用到热定型装置来对面料进行定型处理。
4.但是现有的热定型装置,在进行热定型的时候,都是使用压辊进行碾压,这样压过之后的地方容易翘起,需要反复碾压,浪费时间,非常不方便,为此,我们提出一种高弹性耐汗渍面料的热定型装置。
技术实现要素:
5.本实用新型要解决的技术问题是克服现有的缺陷,提供一种高弹性耐汗渍面料的热定型装置,在进行热定型的时候,可以直接对面料整体进行按压,从而避免面料翘起,节省时间,非常方便,可以有效解决背景技术中的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种高弹性耐汗渍面料的热定型装置,包括底板、热压机构、螺纹轴控制单元和喷雾单元;
7.底板:上表面左侧固定连接有定型框,所述定型框的前侧和后侧均开设有进气槽,所述定型框的内侧面上滑动连接有支撑板,所述支撑板的下表面中部固定连接有螺纹管,所述螺纹管的内侧螺纹连接有螺纹轴,所述螺纹轴的下端与底板的上表面转动连接;
8.热压机构:设在底板的上表明后侧;
9.螺纹轴控制单元:设在螺纹轴上;
10.喷雾单元:安装在底板的上表面右侧;
11.其中:还包括控制开关组,所述控制开关组设在底板的上表面前侧,所述控制开关组的输入端电连接外部电源的输出端。
12.进一步的,所述热压机构包含液压杆、压板、加热板和直角杆,所述液压杆固定连接在底板的上表面后侧,所述直角杆固定连接在液压杆的上端,所述压板固定连接在直角杆的下端,所述加热板固定连接在压板的上表面,所述液压杆的输入端电连接控制开关组的输出端。通过启动液压杆,液压杆缩短可以带动直角杆向下移动,直角杆向下移动可以带动压板向下移动,然后通过启动加热板,加热板可以对压板进行加热,然后加热后的压板对高弹性耐汗渍面料进行热压定型,压板能够对高弹性耐汗渍面料的整体进行按压,从而避免翘起,避免反复按压,节省时间,非常方便。
13.进一步的,所述螺纹轴控制单元包含固定板、电机、传动齿轮和从动齿轮,所述固定板固定连接在底板的上表面,所述电机安装在固定板上,所述传动齿轮固定套接在电机的输出轴上,所述从动齿轮固定套接在螺纹轴的侧面下端,所述传动齿轮与从动齿轮啮合,所述电机的输入端电连接控制开关组的输出端。通过启动电机,电机的输出轴转动可以带动传动齿轮转动,传动齿轮转动可以带动从动齿轮转动,从动齿轮转动可以带动螺纹轴转动,螺纹轴转动可以带动螺纹管向上移动,螺纹管向上移动可以带动支撑板向上移动,支撑板向上移动可以将高弹性耐汗渍面料送出,然后方便的取出高弹性耐汗渍面料。
14.进一步的,所述喷雾单元包含雾化器、喷雾管和导雾槽,所述雾化器固定连接在底板的上表面右侧,所述导雾槽有两个且分别固定连接在两个导雾槽的外端,所述喷雾管的进口与雾化器的出雾口固定连接,所述喷雾管的出口与导雾槽的进雾口固定连接,所述雾化器的输入端电连接控制开关组的输出端。通过启动雾化器,雾化器向喷雾管喷水雾,然后水雾通过喷雾管来到导雾槽,经过导雾槽从进气槽进入到定型框内,然后将高弹性耐汗渍面料打湿,然后进行下一步定型。
15.进一步的,还包括支撑环和支撑块,所述支撑环固定套接在喷雾管的外侧面上,所述支撑块固定连接在支撑环的外侧面上,所述支撑块的左端与定型框固定连接。当喷雾管长时间工作的时候,容易晃动,通过支撑环和支撑块,可以使喷雾管更加稳定,防止喷雾管晃动。
16.进一步的,还包括限位杆,所述限位杆固定连接在底板的上表面左侧。当螺纹管向下移动的时候,容易碰到从动齿轮,通过限位杆,限位杆可以顶住支撑板,从而防止螺纹管过度向下移动,从而防止螺纹管碰到从动齿轮。
17.与现有技术相比,本实用新型的有益效果是:本高弹性耐汗渍面料的热定型装置,具有以下好处:
18.1、本高弹性耐汗渍面料的热定型装置设置了热压机构,通过启动液压杆,液压杆缩短可以带动直角杆向下移动,直角杆向下移动可以带动压板向下移动,然后通过启动加热板,加热板可以对压板进行加热,然后加热后的压板对高弹性耐汗渍面料进行热压定型,压板能够对高弹性耐汗渍面料的整体进行按压,从而避免翘起,避免反复按压,节省时间,非常方便;
19.2、本高弹性耐汗渍面料的热定型装置设置了螺纹轴控制单元,通过启动电机,电机的输出轴转动可以带动传动齿轮转动,传动齿轮转动可以带动从动齿轮转动,从动齿轮转动可以带动螺纹轴转动,螺纹轴转动可以带动螺纹管向上移动,螺纹管向上移动可以带动支撑板向上移动,支撑板向上移动可以将高弹性耐汗渍面料送出,然后方便的取出高弹性耐汗渍面料;
20.3、该高弹性耐汗渍面料的热定型装置,在进行热定型的时候,可以直接对面料整体进行按压,从而避免面料翘起,节省时间,非常方便。
附图说明
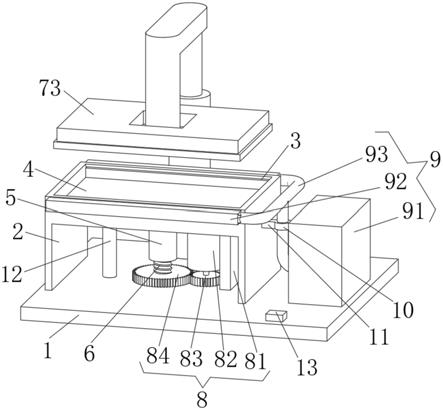
21.图1为本实用新型结构示意图;
22.图2为本实用新型后侧结构示意图。
23.图中:1底板、2定型框、3进气槽、4支撑板、5螺纹管、6螺纹轴、7热压机构、71液压
杆、72压板、73加热板、74直角杆、8螺纹轴控制单元81固定板、82电机、83传动齿轮、84从动齿轮、9喷雾单元、91雾化器、92喷雾管、93导雾槽、10支撑环、11支撑块、12限位杆、13控制开关组。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1-2,本实施例提供一种技术方案:一种高弹性耐汗渍面料的热定型装置,包括底板1、热压机构7、螺纹轴控制单元8和喷雾单元9;
26.底板1:上表面左侧固定连接有定型框2,定型框2的前侧和后侧均开设有进气槽3,定型框2的内侧面上滑动连接有支撑板4,支撑板4的下表面中部固定连接有螺纹管5,螺纹管5的内侧螺纹连接有螺纹轴6,螺纹轴6的下端与底板1的上表面转动连接;还包括限位杆12,限位杆12固定连接在底板1的上表面左侧。当螺纹管5向下移动的时候,容易碰到从动齿轮84,通过限位杆12,限位杆12可以顶住支撑板4,从而防止螺纹管5过度向下移动,从而防止螺纹管5碰到从动齿轮84;
27.热压机构7:设在底板1的上表明后侧;热压机构7包含液压杆71、压板72、加热板73和直角杆74,液压杆71固定连接在底板1的上表面后侧,直角杆74固定连接在液压杆71的上端,压板72固定连接在直角杆74的下端,加热板73固定连接在压板72的上表面,液压杆71的输入端电连接控制开关组13的输出端。通过启动液压杆71,液压杆71缩短可以带动直角杆74向下移动,直角杆74向下移动可以带动压板72向下移动,然后通过启动加热板73,加热板73可以对压板72进行加热,然后加热后的压板72对高弹性耐汗渍面料进行热压定型,压板72能够对高弹性耐汗渍面料的整体进行按压,从而避免翘起,避免反复按压,节省时间,非常方便;
28.螺纹轴控制单元8:设在螺纹轴6上;螺纹轴控制单元8包含固定板81、电机82、传动齿轮83和从动齿轮84,固定板81固定连接在底板1的上表面,电机82安装在固定板81上,传动齿轮83固定套接在电机82的输出轴上,从动齿轮84固定套接在螺纹轴6的侧面下端,传动齿轮83与从动齿轮84啮合,电机82的输入端电连接控制开关组13的输出端。通过启动电机82,电机82的输出轴转动可以带动传动齿轮83转动,传动齿轮83转动可以带动从动齿轮84转动,从动齿轮84转动可以带动螺纹轴6转动,螺纹轴6转动可以带动螺纹管5向上移动,螺纹管5向上移动可以带动支撑板4向上移动,支撑板4向上移动可以将高弹性耐汗渍面料送出,然后方便的取出高弹性耐汗渍面料;
29.喷雾单元9:安装在底板1的上表面右侧;喷雾单元9包含雾化器91、喷雾管92和导雾槽93,雾化器91固定连接在底板1的上表面右侧,导雾槽93有两个且分别固定连接在两个导雾槽93的外端,喷雾管92的进口与雾化器91的出雾口固定连接,喷雾管92的出口与导雾槽93的进雾口固定连接,雾化器91的输入端电连接控制开关组13的输出端。还包括支撑环10和支撑块11,支撑环10固定套接在喷雾管92的外侧面上,支撑块11固定连接在支撑环10的外侧面上,支撑块11的左端与定型框2固定连接。通过启动雾化器91,雾化器91向喷雾管
92喷水雾,然后水雾通过喷雾管92来到导雾槽93,经过导雾槽93从进气槽3进入到定型框2内,然后将高弹性耐汗渍面料打湿,然后进行下一步定型。当喷雾管92长时间工作的时候,容易晃动,通过支撑环10和支撑块11,可以使喷雾管92更加稳定,防止喷雾管92晃动;
30.其中:还包括控制开关组13,控制开关组13设在底板1的上表面前侧,控制开关组13的输入端电连接外部电源的输出端。
31.本实用新型提供的一种高弹性耐汗渍面料的热定型装置的工作原理如下:
32.首先,将需要进行热定型的高弹性耐汗渍面料放到支撑板4上,然后按下控制开关组13上控制液压杆71、加热板73和雾化器91的控制按钮,通过启动雾化器91,雾化器91向喷雾管92喷水雾,然后水雾通过喷雾管92来到导雾槽93,经过导雾槽93从进气槽3进入到定型框2内,然后将高弹性耐汗渍面料打湿,通过启动液压杆71,液压杆71缩短可以带动直角杆74向下移动,直角杆74向下移动可以带动压板72向下移动,然后通过启动加热板73,加热板73可以对压板72进行加热,然后加热后的压板72对高弹性耐汗渍面料进行热压定型,压板72能够对高弹性耐汗渍面料的整体进行按压,从而避免翘起,避免反复按压,节省时间,非常方便,热定型完成后,按下控制开关组13上控制电机82的控制按钮,通过启动电机82,电机82的输出轴转动可以带动传动齿轮83转动,传动齿轮83转动可以带动从动齿轮84转动,从动齿轮84转动可以带动螺纹轴6转动,螺纹轴6转动可以带动螺纹管5向上移动,螺纹管5向上移动可以带动支撑板4向上移动,支撑板4向上移动可以将高弹性耐汗渍面料送出,然后方便的取出高弹性耐汗渍面料,即可。
33.值得注意的是,控制开关组13上设有与液压杆71、加热板73、电机82和雾化器71对应的控制按钮,电机82可选用ys铝壳电机。控制开关组13控制引风机2和电机31工作采用现有技术中常用的方法。
34.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。