1.本技术涉及一种柔性面料切割机。
背景技术:
2.在布料加工过程中,必经之路是将布料剪裁到适宜的大小,然后才能进行组合以及缝合加工。在剪裁过程中,有两方面的问题需要注意,一方面是剪裁的效率;一方面的剪裁的准确性。剪裁的效率影响了剪裁操作这一步的经济性,剪裁的准确性则是影响到了剪裁的成品率。而且剪裁的效率和准确性之间也存在着天然的冲突。
技术实现要素:
3.为了解决上述问题,本技术提出了一种柔性面料切割机,包括送料架,在送料架的一侧设置一切割机构,所述切割机构包括一布料传送带,在布料传送带临近送料架的一侧设置一进料压紧件,在布料传送带的上方设置一布料切割部;所述进料压紧件包括与布料传送带交叉设置的压紧条,在压紧条的下方设置一滑块,在滑块下方设有配合设置的滑轨,布料传送带设置在滑块和压紧条之间;在压紧条和滑块之间设有若干调节杆,所述调节杆下方设置调节活塞缸,调节活塞杆伸出调节活塞缸与调节杆固连设置。本技术采用送料架和切割机构配合设置,将布料在进料压紧件的作用之下引入到布料传送带,由于进料压紧件具有滑动的作用,因此可以起到部分进给的效果,提高操作效率和面料切割效果。
4.优选的,所述滑块包括支撑板,在支撑板的两侧分别设有滑块本体,在导轨上设有与滑动本体配合设置的滑动丝杠,所述滑动丝杠与一滑动伺服电机动力相连。
5.优选的,所述布料传送带的下方还设有负压吸附腔。
6.优选的,所述进料压紧件与送料件之间还设有一进料布料部,所述进料布料部包括两抵接设置用于均匀供给布料的进料滚筒。
7.优选的,所述布料切割部包括切割支架,在切割支架上设置一气动切割头,所述气动切割头设置在一x向连接块上,所述x向连接块的两侧分别设有y向导轨,在y向导轨上设有y向丝杠,在y向丝杠上活动设有y向滑块,所述y向滑块与x向连接块固连设置。本技术的布料切割部采用启动切割头与x向连接块配合设置,然后利用x向连接块实现x向的动作,y向滑块实现y向的动作,从而实现气动切割头的平面动作,而气动切割头自身具有垂直方向的动作,从而实现了气动切割头的xyz向动作。
8.优选的,所述x向连接块包括x向丝杠,在x向丝杠上设有x滑块,所述x向丝杠与x电机动力相连。
9.优选的,还包括一投影器,所述投影器的投影方向与布料传送带配合设置。
10.优选的,还包括一相对于布料传送带固设的辅助压紧杆;所述辅助压紧杆的下方设有若干辅助支撑活塞缸,辅助支撑活塞缸的活塞杆伸出与辅助压紧杆固连设置。本技术利用辅助压紧杆以及进料压紧件辅助配合,可以在进料过程中避免布料发生弯折、褶皱等情况,从而大大提高布料进料过程中的稳定性和可靠性。
11.优选的,所述送料架包括一n形架体,所述n形架体的两侧分别设有沿竖向方向布置的若干布料辊,所述n形架体相对于布料辊的两侧分别设有滑动承接槽。
12.优选的,所述布料辊包括一辊本体,在辊本体的两端分别设有限位板。
13.本技术能够带来如下有益效果:
14.1.本技术采用送料架和切割机构配合设置,将布料在进料压紧件的作用之下引入到布料传送带,由于进料压紧件具有滑动的作用,因此可以起到部分进给的效果,提高操作效率和面料切割效果;
15.2.本技术的布料切割部采用启动切割头与x向连接块配合设置,然后利用x向连接块实现x向的动作,y向滑块实现y向的动作,从而实现气动切割头的平面动作,而气动切割头自身具有垂直方向的动作,从而实现了气动切割头的xyz向动作;
16.3.本技术利用辅助压紧杆以及进料压紧件辅助配合,可以在进料过程中避免布料发生弯折、褶皱等情况,从而大大提高布料进料过程中的稳定性和可靠性。
附图说明
17.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
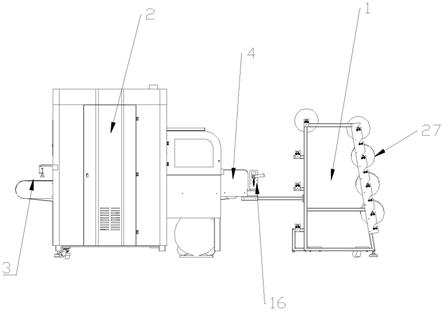
18.图1为本技术的结构示意图;
19.图2为本技术立体结构示意图;
20.图3为除去盖体之后的结构示意图;
21.图4为本技术进料部分的结构示意图;
22.图5为本技术进料部分另一视角的结构示意图。
具体实施方式
23.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本技术进行详细阐述。
24.在第一个实施例中,如图1-5所示,一种柔性面料切割机,包括送料架1,在送料架1的一侧设置一切割机构2,所述切割机构2包括一布料传送带3,在布料传送带3临近送料架1的一侧设置一进料压紧件4,在布料传送带3的上方设置一布料切割部5;所述进料压紧件4包括与布料传送带3交叉设置的压紧条6,在压紧条6的下方设置一滑块7,在滑块7下方设有配合设置的滑轨8,布料传送带3设置在滑块7和压紧条6之间;在压紧条6和滑块7之间设有若干调节杆9,所述调节杆9下方设置调节活塞缸10,调节活塞杆伸出调节活塞缸10与调节杆9固连设置。所述滑块7包括支撑板11,在支撑板11的两侧分别设有滑块本体12,在导轨13上设有与滑动本体12配合设置的滑动丝杠,所述滑动丝杠与一滑动伺服电机14动力相连。所述布料传送带3的下方还设有负压吸附腔15。所述进料压紧件4与送料件之间还设有一进料布料部16,所述进料布料部16包括两抵接设置用于均匀供给布料的进料滚筒17。所述布料切割部5包括切割支架18,在切割支架18上设置一气动切割头19,所述气动切割头19设置在一x向连接块20上,所述x向连接块20的两侧分别设有y向导轨21,在y向导轨21上设有y向丝杠(图中未示出),在y向丝杠上活动设有y向滑块7,所述y向滑块7与x向连接块20固连设置。所述x向连接块包括x向丝杠,在x向丝杠上设有x滑块,所述x向丝杠与x电机动力相连。
还包括一投影器23,所述投影器23的投影方向与布料传送带3配合设置。还包括一相对于布料传送带3固设的辅助压紧杆24;所述辅助压紧杆24的下方设有若干辅助支撑活塞缸25,辅助支撑活塞缸25的活塞杆伸出与辅助压紧杆24固连设置。所述送料架1包括一n形架体26,所述n形架体26的两侧分别设有沿竖向方向布置的若干布料辊27,所述n形架体26相对于布料辊27的两侧分别设有滑动承接槽28。所述布料辊27包括一辊本体29,在辊本体29的两端分别设有限位板30。
25.使用时,首先是将布料通过送料架1设置多层布料导入,然后拉入到进料压紧件4以及辅助压紧杆下,然后再利用进料压紧件4以及布料传送带3进行正向的进给,随后利用进料压紧件4反向移动,随后再利用进料压紧件4以及布料传送带3进行正向的进给,布料随后再吸附到负压吸附腔上,然后利用投影器在布料进行投影,然后再利用气动切割头在y向导轨和x滑块7的动作之下进行xy动作,气动切割头则可以自身进行z向动作,从而完成布料的切割。
26.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于系统实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
27.以上仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。