1.本发明涉及织物染色技术领域,特别是涉及一种近真空状态下布料染色装置及染色方法。
背景技术:
2.布料染色包括湿法染色、无水染色等方式。水浴法染色是将布料浸入含有染料的染液中,在一定的时间、温度条件下,染液中的染料分子扩散到布料纤维表面并吸附在其表面上。在紧贴纤维表面处的染液膜内,染料的浓度高于纤维内部的浓度,形成染料浓度差,并在该浓差作用下,染料分子扩散到纤维内部,从而使布料上色。从这种染色原理可知,当纤维内部的染料浓度等于纤维表面染液膜内的浓度时,染色过程就中止了。最初在纤维表面建立的上述浓度差是与最初染料的浓度正相关的,因此,要使布料最终获得的颜色深色达到一定的要求,那么最初的染料浓度也必须是一定的。换句话讲,在一定范围内,想把面料染的越深,配染液时,要加更多染料。从这种意义上讲,这种染色方式上色率低,最终染色液中残留染料浓度高,对环境存在危害。为了解决这个问题,从染色原理入手,主要的途径有提高染色的染料分子动能、改进染料的分子结构或对被染色的纤维进行预处理或增加染色时纤维表面与内部的浓度差,从而使染料分子能向纤维内部更多更深入扩散,相应陆续推出了高温高压染色方法、低温低压染色方法以及真空染色等。
3.现有的技术提供了一种近真空状态下布料染色装置及染色方法。该染色装置包括矩形箱槽、箱槽盖板、主动辊、从动辊、上导布辊组、下导布辊组、加热器、控制系统、真空度显示表、以及抽真空装置。该染色方法利用表面张力学说和负压原理,染色装置密闭后,通过抽真空处理,内部的气压由常压态转变为负压态,染液的沸点降低、表面张力降低,润湿过程加快,纤维的孔洞间隙空间形成了一个对染料分子更方便和快速进出的通道,染料和纤维之间能够更好的键合,提高了上染率。这种技术虽然采用了负压染色的方式,提高了染色效果并节省了能源。但是,这种染色方式由于要保持染缸内部始终处于负压状态,为了保持负压,要不断抽真空,大量水份会被抽出染缸,使染液量迅速减少,染料浓度不易控制,出现染色不匀。其次,这种布料的上布盘绕辊件过程的实施需要人力完成,给使用者造成极大的负担,费时费力,不利于当前工业自动化生产的实现。再次,面料盘绕到辊件上后,在设备最初工作时及工作过程中,面料的张力无法控制,也无法调节,使面料易在辊件上打滑,出现面料不能在真空区和染液区的循环运动,进而使这种染色方法不能正常发挥作用。
4.因此,设计一种结构简单、气化的染液中的水能够大部分回流、布料能够自动上料与卷绕和染色过程中辊件上面料张力可调的近真空状态下布料染色装置及染色方法就很有必要。
技术实现要素:
5.为了克服上述问题,本发明提供一种近真空状态下布料染色装置及染色方法,通过在染色箱内并排设置有主动辊、导向辊与浸没辊,浸没辊与升降装置连接,能够将绕主动
辊一周的布料的部分结构向下压入至染液内,并在染色箱内设置加热装置与抽真空装置,布料绕在上述辊件上,循环往复地不断于染液内浸没状态与染液外负压状态之间来回切换,使得染液铺展于待染布料表面,并在进入负压区时通过汽化使染液中的水分快速挥发到负压区内,染料在布料纤维的表面和纤维的内部之间形成了一个较常规水浴浸没染色方法更高的浓度差,并在染色过程中盘绕在辊件上的面料张力可在线检测和调节,使染料分子在该高浓度差的作用下向纤维内部扩散的更深远。
6.为实现上述的目的,本发明采用的技术方案是:
7.一种近真空状态下布料染色装置,包括染色箱、与所述染色箱连通的蒸汽回流循环装置、设置于所述染色箱内的加热装置与自动缝纫装置、与所述染色箱连接的控制装置、设置于所述染色箱的进料口处的运输装置、以及分设于所述运输装置两侧的张紧装置,所述蒸汽回流循环装置包括用于对所述染色箱进行抽真空处理的抽真空装置;
8.所述染色箱内由上至下依次设置有第一辊组、第二辊组与第三辊组,所述染色箱内对称设置有环向轨道,所述环向轨道的上部与所述第一辊组的顶端相切,所述环向轨道的下部与所述第二辊组的底端相切,并与所述第三辊组的顶端相切;
9.所述第二辊组与升降装置连接,以浸没于染液内或脱离染液;
10.所述环向轨道包括轨道主体、以及与所述第二辊组位置对应并与所述轨道主体可拆分连接的分离轨道,所述分离轨道的外侧设置有驱动所述分离轨道靠近或远离所述轨道主体的驱动装置。
11.进一步的,所述第一辊组、第二辊组与第三辊组的尺寸相同,两组所述环向轨道分别设置于所述第一辊组、第二辊组与第三辊组的两端,两组所述环向轨道的间距不小于所述第一辊组的长度;
12.所述第一辊组沿水平方向设置,并包括两组第一主动辊、以及设置于所述两组第一主动辊之间的若干第一导向辊,所述第一主动辊与第一电机连接,所述第一电机设置于所述染色箱内的第一安装板上。
13.进一步的,所述第二辊组沿水平方向设置,并包括两组第二主动辊、以及设置于所述两组第二主动辊之间的若干浸没辊,所述若干浸没辊彼此呈等间距设置;
14.所述第二主动辊与第二电机连接,所述第二电机设置于所述染色箱内的第二安装板上;
15.所述浸没辊的两端与沿竖直方向设置的连接杆的底端连接,所述连接杆的顶端与沿水平方向设置的升降板连接;
16.所述升降板的宽度不小于所述浸没辊的长度,并在所述升降板的左右两侧对称设置有凸板,所述凸板的顶端与推力气缸的驱动端连接,所述推力气缸安装于第三安装板上;
17.一组所述浸没辊上设置有张紧压力传感器,与设置有所述张紧压力传感器的所述浸没辊连接的所述连接杆为收缩杆,所述收缩杆的顶端与设置于所述升降板底端的张紧气缸的驱动端连接。
18.进一步的,所述第三辊组沿水平方向设置,并包括彼此呈等间距设置的若干第二导向辊;
19.所述第二导向辊的数量比所述浸没辊的数量多一组,所述第二导向辊彼此呈等间距设置,相邻两个所述第二导向辊的间距不小于所述浸没辊的轴径,以供所述浸没辊穿过
与之对应的相邻两个所述第二导向辊之间。
20.进一步的,所述分离轨道沿水平方向设置,所述分离轨道位于所述浸没辊的端面的外侧,以保证所述第二辊组向下穿过所述环向轨道;
21.所述驱动装置包括设置于所述第二安装板上的电磁阀门、以及与所述电磁阀门磁力连接的电磁弹簧,所述电磁弹簧的驱动端与所述分离轨道的外侧连接。
22.进一步的,所述环向轨道的上部的一端设置有与所述环向轨道连通的过渡轨道,所述过渡轨道沿水平方向设置,所述过渡轨道的远离所述环向轨道的一端与进料口连通;
23.所述过渡轨道的上方设置有丝杠,所述丝杠的一端与所述染色箱的侧壁连接,另一端与第三电机连接,所述丝杠的外周壁套设有与之螺纹连接的滑板,所述滑板上设置有自动缝纫机。
24.进一步的,所述运输装置包括传送带,所述传送带的上端面与所述进料口的下端面平齐;
25.所述张紧装置设置于靠近所述进料口的位置处,并包括设置于所述传送带一侧的回转台、以及设置于所述回转台上的六自由度机械手。
26.进一步的,所述控制装置包括设置于所述染色箱的外侧壁的负压调节器与温度调节器;
27.所述染色箱的内侧壁上设置有液面探测器;
28.所述蒸汽回流循环装置包括一端与所述染色箱连通的冷凝回流管、以及与所述冷凝回流管的另一端连通的抽真空装置,所述抽真空装置与所述冷凝回流管的连接处设置有密封装置,所述冷凝回流管呈螺旋状结构设置,以使气化的液体冷凝回流。
29.进一步的,所述蒸汽回流循环装置包括一端与所述染色箱连通的进气管道、一端与所述进气管道的另一端连通的双头泵、以及一端与所述双头泵的另一端连通的出气管道,所述出气管道的另一端与设置于所述染色箱的底部的高压室连通,所述高压室的远离所述出气管道的一端设置有渗流口,并在所述高压室的远离所述出气管道的一端的外侧盖设有与之转动连接的开合门。
30.一种近真空状态下布料染色方法,采用所述的近真空状态下布料染色装置,包括以下步骤:
31.s1、将布料由传送带运输至张紧装置处,六自由度机械手将布料的左右两侧按压并向外拉伸,以使布料张紧;张紧后的布料穿过进料口与过渡轨道后进入环向轨道内;
32.s2、打开第一电机与第二电机,牵引布料的前端沿环向轨道运动,绕过第一主动辊与第一导向辊,再向下绕过第二主动辊与浸没辊,随后向上绕过第一主动辊后布料的前端与布料的后端压合;
33.s3、关闭进料口,并将染液注入染色箱内,保证染液的液面高于液面探测器;
34.s4、通过控制装置调节加热器的加热温度以及抽真空装置的负压参数,并保证染液温度位于40℃~90℃的温度范围内,染色箱内的负压值位于-0.1mpa~-0.001mpa的负压范围内;
35.s5、打开电磁阀门,电磁阀门驱动电磁弹簧收缩,进而驱动分离轨道脱离轨道主体;随后,打开推力气缸,浸没辊向下运动,进而驱动位于浸没辊下方的布料向下运动至预设染液的液面下方;随后,打开第三电机,自动缝纫机沿丝杠的轴线来回滑动,自动缝纫机
将布料的前端与后端缝合后形成环状结构;
36.s6、控制第一电机与第二电机的输出功率,保证于轨道主体内绕各组辊做闭合式的循环运动的布料的速度保持在3m/min~60m/min以内;在负压状态下,染液的沸点降低,染液表面张力降低,使得布料浸湿的速度加快,并且,在布料绕浸没辊与第二导向辊上下提拉过程中,布料在染液内浸没状态与染液外负压状态下来回交替,并在进入负压区时通过汽化使染液中的水分快速挥发到负压区内,染料在布料纤维的表面和纤维的内部之间形成了一个较常规水浴浸没染色方法更高的浓度差,染料分子在该高浓度差的作用下向纤维内部扩散的更深远;
37.s7、布料循环染色30min~90min后完成染色。
38.与现有技术相比,本发明的有益效果是:
39.1.本发明的近真空状态下布料染色装置,通过在染色箱内并排设置有主动辊、导向辊与浸没辊,浸没辊与升降装置连接,能够将绕主动辊一周的布料的部分结构向下压入至染液内,并在染色箱内设置加热装置与抽真空装置,布料在循环往复的上下提拉过程中不断于染液内浸没状态与染液外负压状态之间来回切换,使得染液铺展于待染布料表面,并在进入负压区时通过汽化使染液中的水分快速挥发到负压区内,染料在布料纤维的表面和纤维的内部之间形成了一个较常规水浴浸没染色方法更高的浓度差,染料分子在该高浓度差的作用下向纤维内部扩散的更深远。
40.2.本发明的近真空状态下布料染色装置,通过设置运输装置与张紧装置,能够将布料从生产线自动运至上料处,并由张紧装置将布料向两侧拉直后张紧;并设置环向轨道,能够使得布料沿环向轨道滑动,以将布料依次绕设于第一主动辊与第二主动辊上,方便布料后续进行循环染色。
41.3.本发明的近真空状态下布料染色装置,通过设置自动缝纫装置,能够将缠绕完成后的布料的首尾两端缝合,保证布料能够循环染色。
42.4.本发明的近真空状态下布料染色装置,通过设置分离轨道与驱动装置,能够在浸没辊向下运动前,将分离轨道与轨道主体分开,保证浸没辊能够顺利向下运动。
43.5.本发明的近真空状态下布料染色装置,通过设置冷凝回流管,气化后的染液向上聚集于冷凝回流管内,并与低温状态的冷凝回流管的管壁接触后冷凝回流至染液内,形成染液的气化与冷凝的动态循环,保证染液的利用率。
附图说明
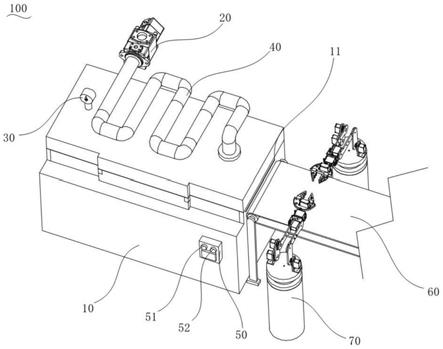
44.图1是本发明的近真空状态下布料染色装置的实施例1的结构示意图;
45.图2是本发明的近真空状态下布料染色装置的实施例1的部分结构示意图;
46.图3是本发明的近真空状态下布料染色装置的实施例1的另一视角的部分结构示意图;
47.图4是本发明的近真空状态下布料染色装置的实施例1的正向剖视示意图;
48.图5是本发明的近真空状态下布料染色装置的实施例2的蒸汽循环示意图;
49.附图中各部件的标记如下:10、染色箱;11、进料口;13、液面探测器;14、加热装置;20、抽真空装置;30、真空计;40、冷凝回流管;50、控制装置;51、负压调节器;52、温度调节器;60、运输装置;70、张紧装置;71、回转台;72、六自由度机械手;81、第一主动辊;810、第一
电机;811、第一安装板;82、第一导向辊;83、浸没辊;830、升降板;831、推力气缸;832、连接杆;833、第三安装板;84、第二主动辊;840、第二电机;841、第二安装板;85、第二导向辊;90、环向轨道;91、过渡轨道;92、分离轨道;93、电磁阀门;94、电磁弹簧;110、丝杠;111、滑板;120、进气管道;130、双头泵;140、出气管道;150、高压室;151、渗流口;160、开合门。
具体实施方式
50.为了使本发明的目的、技术方案和优点更加清楚,下面结合附图和具体实施例对本发明进行详细描述。
51.在此,还需要说明的是,为了避免因不必要的细节而模糊了本发明,在附图中仅仅示出了与本发明的方案密切相关的结构和/或处理步骤,而省略了与本发明关系不大的其他细节。
52.另外,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
53.实施例1
54.如图1至3所示,一种近真空状态下布料染色装置100,包括染色箱10、与染色箱10连通的蒸汽回流循环装置、设置于染色箱10内的加热装置14与自动缝纫装置、与染色箱10连接的控制装置50、设置于染色箱10的进料口11处的运输装置60、以及分设于运输装置60两侧的张紧装置70。蒸汽回流循环装置包括用于对染色箱10进行抽真空处理的抽真空装置20。染色箱10呈密封设置,并在染色箱10内设置多组主动辊、导向辊与浸没辊83以供布料卷绕。
55.如此设置,通过在染色箱10内并排设置有主动辊、导向辊与浸没辊83,浸没辊83与升降装置连接,能够将绕主动辊一周的布料的部分结构向下压入至染液内。并在染色箱10内设置加热装置14与抽真空装置20,布料在循环往复的上下提拉过程中不断于染液内浸没状态与染液外负压状态之间来回切换,并在进入负压区时通过汽化使染液中的水分快速挥发到负压区内,染料在布料纤维的表面和纤维的内部之间形成了一个较常规水浴浸没染色方法更高的浓度差,染料分子在该高浓度差的作用下向纤维内部扩散的更深远。
56.下面就上述染色原理进行具体说明:
57.根据纺织领域的染色原理可知,染色时,由于面料中的纤维纤维与染液中的染料分子具有一定亲合力,染液中的部分染料分子首先富集于纤维表面,在纤维表面上与内部之间一个染料浓差,在浓差作用下,染料以单分子形式,通过纤维本身所具有的纳米孔道,向纤维内部扩散;由于表面处的部分染料分子已进入了纤维内部,纤维继续要不断从染液中再吸附染料分子,以维持这种浓差。在染色过程中,染液中的染料浓度不断减少,纤维内部的染料浓度是在不断增加的,当纤维表面通过富集方式形成的染料浓度等于纤维内部的染料浓度时,染色过程就停止了。而将布料置于真空环境中,由于水的沸点会降低,布料表层吸附的含有染料分子的液膜内的水分会大量气化,使得布料表层液膜中的染料浓度变大,相应地布料中的纤维表面上的染液中的染料浓度也增大,与常规将面料浸没于染液内进行染色方式相比,布料表层的染液浓度与布料纤维内的染液浓度形成了更大的浓度差。
染料分子在浓度差的作用下向纤维内部更快更深处地扩散,从而大大提高了布料的染色效果。
58.如图1所示,在一些实施例中,蒸汽回流循环装置包括一端与染色箱10连通的冷凝回流管40、以及与冷凝回流管40的另一端连通的抽真空装置20,抽真空装置20与冷凝回流管40的连接处设置有密封装置,保证染色箱10的整体密封性。抽真空装置20通过冷凝回流管40与染色箱10连通,从而对染色箱10进行抽真空处理。冷凝回流管40呈螺旋状结构设置,因为在负压环境下大量水分汽化产生的水蒸气能够在随抽真空装置20的抽气动作而聚集到冷凝回流管40处,并在冷凝回流管40的作用下使气化的水分冷凝回流,防止染液在负压状态下逐渐结晶。
59.如图2所示,在一些实施例中,染色箱10内由上至下依次设置有第一辊组、第二辊组与第三辊组。染色箱10内对称设置有环向轨道90,环向轨道90上设置有供布料的左右两端容纳的滑槽,两组环向轨道90分别设置于第一辊组、第二辊组与第三辊组的两端,从而使得布料沿轨道绕辊组滑动。特别的,环向轨道90的上部与第一辊组的顶端相切,环向轨道90的下部与第二辊组的底端相切,保证位于滑槽内的布料能够与第一辊组及第二辊组相接触,从而驱动布料移动。此外,环向轨道90的下部与第三辊组的顶端相切,使得布料位于第二辊组与第三辊组之间,并保持压紧状态,保证布料处于张紧状态,能够完成卷绕成环的过程。
60.值得注意的是,第一辊组、第二辊组与第三辊组的尺寸相同,保证布料自动卷绕的顺利进行。两组环向轨道90的间距不小于第一辊组的长度,以保证布料的左右两端能够超出辊组后容纳于环向轨道90内。
61.如图2至4所示,在一些实施例中,第一辊组沿水平方向设置,并包括两组第一主动辊81、以及设置于两组第一主动辊81之间的若干第一导向辊82。第一主动辊81的一端与第一电机810连接,由第一电机810驱动第一主动辊81转动,进而驱动绕设于第一主动辊81上的布料运动。第一导向辊82起到导向及支撑作用,保证布料顺利由一端的第一主动辊81处运动至另一端的第一主动辊81处。第一电机810设置于染色箱10内的第一安装板811上。
62.如图2至4所示,在一些实施例中,第二辊组沿水平方向设置,并包括两组第二主动辊84、以及设置于两组第二主动辊84之间的若干浸没辊83。位于相同一侧的第二主动辊84与第一主动辊81沿同一竖直方向设置,保证布料顺利转向。第二主动辊84与第二电机840连接,由第二电机840驱动第二主动辊84转动,进而驱动绕设于第二主动辊84上的布料运动。第二电机840设置于染色箱10内的第二安装板841上。
63.若干浸没辊83彼此呈等间距设置。浸没辊83的两端与沿竖直方向设置的连接杆832的底端连接,连接杆832的顶端与沿水平方向设置的升降板830连接,使得若干浸没辊83能够随升降板830运动。
64.升降板830的宽度不小于浸没辊83的长度,并在升降板830的左右两侧对称设置有凸板。凸板的顶端与推力气缸831的驱动端连接,推力气缸831沿竖直方向设置,并安装于第三安装板833上。由推力气缸831驱动升降板830沿竖直方向上下运动,进而驱动浸没辊83浸入或离开染液。特别的,一组浸没辊83上设置有张紧压力传感器,与设置有张紧压力传感器的浸没辊83连接的连接杆832为收缩杆,收缩杆具有伸缩功能。收缩杆的顶端与设置于升降板830底端的张紧气缸(图中未示出)的驱动端连接,由张紧气缸驱动该组浸没辊上下移动。
如此设置,在布料缠绕成环状后,根据张紧压力传感器检测到的当前布料的张紧力判断布料是否松弛,随后通过张紧气缸驱动该组浸没辊上下移动,从而改变布料的张力,保证布料运动的稳定性。
65.如图2至4所示,在一些实施例中,第三辊组沿水平方向设置,并包括彼此呈等间距设置的若干第二导向辊85。第二导向辊85的数量比浸没辊83的数量多一组,便于布料上下提拉。第二导向辊85彼此呈等间距设置,相邻两个第二导向辊85的间距不小于浸没辊83的轴径,以供浸没辊83穿过与之对应的相邻两个第二导向辊85之间,使得布料的下部结构部分绕接于第二导向辊85的上端,另一部分绕接于处于染液内的浸没辊83的下端,保证布料在循环运动过程中,在浸没状态与真空状态下来回切换。
66.如图2至4所示,在一些实施例中,环向轨道90包括轨道主体、以及与浸没辊83的位置对应并与轨道主体可拆分连接的分离轨道92。分离轨道92为环向轨道90的下部水平段,当浸没辊83向下运动时,浸没辊83两端的转轴会与环向轨道90相接触,导致浸没辊83无法向下运动。设置分离轨道92能够在浸没辊83向下运动时,驱动分离轨道92离开其初始位置。分离轨道92的外侧设置有驱动分离轨道92靠近或远离轨道主体的驱动装置。
67.具体来讲,分离轨道92沿水平方向设置,分离轨道92位于第二辊组的外侧,以保证第二辊组向下穿过环向轨道90。
68.驱动装置包括设置于第二安装板841上的电磁阀门93、以及与电磁阀门93磁力连接的电磁弹簧94,电磁弹簧94的驱动端与分离轨道92的外侧连接。如此设置,当电磁阀门93通电时,电磁阀门93产生磁场,电磁弹簧94在磁场的作用下收缩,从而将分离轨道92拉出。
69.如图3所示,并参阅图1,在一些实施例中,环向轨道90的上部的一端设置有与环向轨道90连通的过渡轨道91。过渡轨道91沿水平方向设置,过渡轨道91的远离环向轨道90的一端与染色箱10的侧壁连接,并与进料口11连通,以将由进料口11进入的布料通过过渡轨道91导入至环向轨道90内。特别的,进料口11上设置有密封门,当布料完全进入进料口11后,密封门将进料口11密封,保证染色箱10的密封性。
70.过渡轨道91的上方设置有丝杠110,丝杠110的一端与染色箱10的侧壁连接,另一端与第三电机连接。第三电机安装于染色箱10的侧壁。丝杠110的外周壁套设有与之螺纹连接的滑套,并在滑套的上方沿水平方向设置有滑板111。滑板111上设置有自动缝纫机(图中未示出)。如此设置,当第三电机转动时,第三电机驱动丝杠110转动,丝杠110进而驱动与之螺纹连接的滑套沿丝杠110的轴线运动,从而驱动自动缝纫机来回运动,以将布料的首尾两端缝合,便于后续循环浸染。
71.如图2所示,在一些实施例中,运输装置60包括传送带,传送带的上端面与进料口11的下端面平齐,保证将布料运至进料口11内。
72.张紧装置70设置于靠近进料口11的位置处,并包括设置于传送带一侧的回转台71、以及设置于回转台71上的六自由度机械手72。回转台71与六自由度机械手72协同作用,从而将布料向两侧拉直后张紧。优选的,六自由度机械手72可以抓取磁铁后将磁铁放置在布料的左右两端,从而在布料拉紧后,磁铁将布料压紧保持当前状态。同时,将环向轨道90的材质设置成能够供磁铁吸附的材质,并将环向轨道90的滑槽的高度设置成能够刚好容纳磁铁与布料的高度,保证布料在于滑槽内运动时,能够保持张紧状态。
73.如图4所示,并参阅图1,在一些实施例中,控制装置50包括设置于染色箱10的外侧
壁的负压调节器51与温度调节器52,以分别调节染色箱10内的负压与加热装置14的加热温度大小。加热装置14设置于染色箱10的内腔的底端,能够将染液加热,使其温度保持在90℃左右,方便染液上染。
74.染色箱10的侧壁上设置有真空计30以及与抽真空装置20连通的抽气口12,染色箱10的内侧壁上设置有位于抽气口12下方的液面探测器13,以监测液面的高度。
75.一种近真空状态下布料染色方法,采用的近真空状态下布料染色装置,包括以下步骤:
76.s1、将布料由传送带运输至张紧装置70处,六自由度机械手72将布料的左右两侧按压并向外拉伸,以使布料张紧;张紧后的布料穿过进料口11与过渡轨道91后进入环向轨道90内;
77.s2、打开第一电机810与第二电机840,牵引布料的前端沿环向轨道90运动,绕过第一主动辊81与第一导向辊82,再向下绕过第二主动辊84与浸没辊83,随后向上绕过第一主动辊81后布料的前端与布料的后端压合;
78.s3、关闭进料口11,并将染液注入染色箱10内,保证染液的液面高于液面探测器13;
79.s4、通过控制装置50调节加热器的加热温度以及抽真空装置20的负压参数,并保证染液温度位于40℃~90℃的温度范围内,染色箱10内的负压值位于-0.1mpa~-0.001mpa的负压范围内;
80.s5、打开电磁阀门93,电磁阀门93驱动电磁弹簧94收缩,进而驱动分离轨道92脱离轨道主体;随后,打开推力气缸831,浸没辊83向下运动,进而驱动位于浸没辊83下方的布料向下运动至预设染液的液面下方;随后,打开第三电机,自动缝纫机沿丝杠110的轴线来回滑动,自动缝纫机将布料的前端与后端缝合后形成环状结构;
81.s6、控制第一电机810与第二电机840的输出功率,保证于轨道主体内绕各组辊做闭合式的循环运动的布料的速度保持在3m/min~60m/min以内;在负压状态下,染液的沸点降低,染液表面张力降低,使得布料浸湿的速度加快,并且,在布料绕浸没辊83与第二导向辊85上下提拉过程中,布料在染液内浸没状态与染液外负压状态下来回交替,并在进入负压区时通过汽化使染液中的水分快速挥发到负压区内,染料在布料纤维的表面和纤维的内部之间形成了一个较常规水浴浸没染色方法更高的浓度差,染料分子在该高浓度差的作用下向纤维内部扩散的更深远;
82.s7、布料循环染色30min~90min后完成染色。
83.实施例2
84.如图5所示,在本实施例中,蒸汽回流循环装置包括一端与染色箱10连通的进气管道120、一端与进气管道120的另一端连通的双头泵130、以及一端与双头泵130的另一端连通的出气管道140,出气管道140的另一端与设置于染色箱10的底部的高压室150连通,高压室150的远离出气管道140的一端设置有渗流口151,并在高压室150的远离出气管道140的一端的外侧盖设有与之转动连接的开合门160。特别的,出气管道140的管路上设置有用于监测高压室150的室内压力的压力监测传感器。如此设置,在负压状态下汽化的大量水蒸气在双头泵的作用下由进气管道120进入出气管道140,并进而进入高压室150,此时,部分水蒸气冷凝成液态。当压力监测传感器监测到高压室150内的气压达到预定值时,打开开合门
160,在高压室内处于液态的水通过渗流口151流入染色箱10内,实现了水分的循环利用,维持浴比的稳定,保证染色时不会因为吸负压而使染缸内热量随气体大量排放到染缸外造成的高耗能。
85.除上述结构外,本实施例的其它结构与实施例1的结构相同,不再赘述。
86.以上所述仅用以说明本发明的技术方案,而非对其进行限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。