1.本发明涉及新型建筑材料技术领域,更具体地说,本发明涉及一种用于建筑物的阻燃涤纶纺粘非织造布。
背景技术:
2.节能、环保一直是社会发展中重要的指导思想之一。建筑领域也在不断的尝试、发展、引进各种新材料,以完善建筑节能环保的功能。轻质、高强、保温、不易燃等都是新建筑材料的所需的性能。非织造布多具备一种或多种建筑材料所需的特性。例如短纤维非织造布的隔音、隔热性能,丙纶非织造布的隔水、轻质性能使它们已用于不同的建筑结构中,它们的柔韧性给施工带来很多便利。但多数柔性纤维建材或内饰材料的阻燃性能级别并不高。建筑行业需要更多具有优异的阻燃性能、优异的物理机械性能、可隔音隔热、易于施工的新材料。
技术实现要素:
3.为了克服现有技术的上述缺陷,本发明的实施例提供一种用于建筑物的阻燃涤纶纺粘非织造布,本发明所要解决的技术问题是:如何解决现有技术中建筑行业用柔性纤维建材或内饰材料的阻燃性能不足的问题。
4.为实现上述目的,本发明提供如下技术方案:一种用于建筑物的阻燃涤纶纺粘非织造布,具体加工步骤如下:
5.s1、准备原料:按照3.5-4:1的比例准备聚酯切片和无卤阻燃剂,将其充分混合后进行干燥处理;
6.s2、连续长纤维制备:将步骤s1干燥后的混入阻燃剂的聚酯切片在270℃-290℃的温度下熔融并定量送到喷丝板处,在280℃的温度下通过微孔挤出,挤出的丝条被引入一个狭长的腔体中,在气流的作用下被快速牵伸;
7.s3、初加工:由步骤s2中制备的连续长纤维出狭长腔体后落在位于腔体出口下方的多孔网帘上,牵伸气流通过帘下吸风装置排走,纤维被沉积在多孔网帘上,环状的网帘收集连续长纤维随机铺叠组成纤维面,连续工作及运动将成型的纤维网送出;
8.s4、热轧成型:由步骤s3中送出的连纤维网被送到双辊热轧机的入口,经轧制形成阻燃聚酯非织造布产品。
9.在一个优选地实施方式中,所述步骤s1中无卤阻燃剂设置为氢氧化铝、氢氧化镁、可膨胀石墨、磷酸三甲苯酯、磷酸三苯酯或磷酸三异丙苯酯中的任意一种,聚酯切片特性粘度范围设置为0.675-0.7。
10.在一个优选地实施方式中,所述步骤s1中混合搅拌转速设置为240-300r/min,搅拌时长设置为10-15min;干燥处理采用干燥机干燥至含水率低于0.1%。
11.在一个优选地实施方式中,所述步骤s2中微孔的直径设置为0.2-0.3mm;被牵伸丝的气流速度大于4500m/min。
12.在一个优选地实施方式中,所述步骤s3中环状的网帘横向运动速度设置为5-8m/s。
13.在一个优选地实施方式中,所述步骤s4中制得的产品存在着大量的微孔,产品的单位面积质量为60-300g/m2,厚度为0.4-0.9mm。
14.本发明的技术效果和优点:
15.本发明涉及的阻燃涤纶长丝非织造布的阻燃性能可达到建筑材料的a级内饰材料的标准,能很好的保证建筑物的防火性能;产品保留了多孔结构及柔性,即保留了现有柔性纤维建筑材料较好的保温性能、与混凝土有较好结合力、便于施工的性能;同时基于产品采用强度高的聚酯为主材,并采用了长丝纺粘结构加工而成,使其抗拉强度等物理机械指标也远远优于多数其他纤维柔性建筑用材料,可更好的提高建筑结构的强度;基于纺粘工艺的高效、低能耗的特点也可进一步降低单位建筑面积的材料成本。
附图说明
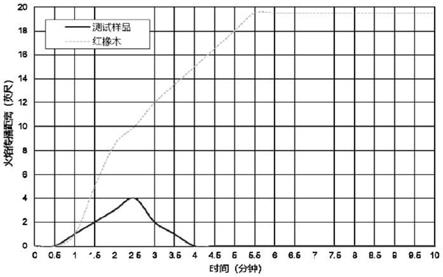
16.图1为本发明的阻燃性能火焰传播曲线示意图。
17.图2为本发明的阻燃性能烟发展曲线示意图。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例1:
20.本发明提供了一种用于建筑物的阻燃涤纶纺粘非织造布,具体加工步骤如下:
21.s1、准备原料:按照3:1的比例准备聚酯切片和无卤阻燃剂,将其以混合搅拌转速设置为270r/min,搅拌时长设置为10-15min充分混合后进行干燥处理,干燥处理采用干燥机干燥至含水率低于0.1%,无卤阻燃剂设置为氢氧化铝,聚酯切片特性粘度范围设置为0.685;
22.s2、连续长纤维制备:将步骤s1干燥后的混入阻燃剂的聚酯切片在280℃的温度下熔融并定量送到喷丝板处,在280℃的温度下通过微孔挤出,微孔的直径设置为0.25mm,挤出的丝条被引入一个狭长的腔体中,在气流的作用下被快速牵伸;被牵伸丝的气流速度大于4500m/min;
23.s3、初加工:由步骤s2中制备的连续长纤维出狭长腔体后落在位于腔体出口下方的多孔网帘上,牵伸气流通过帘下吸风装置排走,纤维被沉积在多孔网帘上,环状的网帘收集连续长纤维随机铺叠组成纤维面,环状的网帘横向运动速度设置为6m/s,连续工作及运动将成型的纤维网送出;
24.s4、热轧成型:由步骤s3中送出的连纤维网被送到双辊热轧机的入口,经轧制形成阻燃聚酯非织造布产品,产品存在着大量的微孔,产品的单位面积质量为180g/m2,厚度为0.6mm。
25.实施例2:
26.本发明提供了一种用于建筑物的阻燃涤纶纺粘非织造布,具体加工步骤如下:
27.s1、准备原料:按照3:1的比例准备聚酯切片和无卤阻燃剂,将其以混合搅拌转速设置为270r/min,搅拌时长设置为10-15min充分混合后进行干燥处理,干燥处理采用干燥机干燥至含水率低于0.1%,无卤阻燃剂设置为可膨胀石墨,聚酯切片特性粘度范围设置为0.685;
28.s2、连续长纤维制备:将步骤s1干燥后的混入阻燃剂的聚酯切片在280℃的温度下熔融并定量送到喷丝板处,在280℃的温度下通过微孔挤出,微孔的直径设置为0.25mm,挤出的丝条被引入一个狭长的腔体中,在气流的作用下被快速牵伸;被牵伸丝的气流速度大于4500m/min;
29.s3、初加工:由步骤s2中制备的连续长纤维出狭长腔体后落在位于腔体出口下方的多孔网帘上,牵伸气流通过帘下吸风装置排走,纤维被沉积在多孔网帘上,环状的网帘收集连续长纤维随机铺叠组成纤维面,环状的网帘横向运动速度设置为6m/s,连续工作及运动将成型的纤维网送出;
30.s4、热轧成型:由步骤s3中送出的连纤维网被送到双辊热轧机的入口,经轧制形成阻燃聚酯非织造布产品,产品存在着大量的微孔,产品的单位面积质量为180g/m2,厚度为0.6mm。
31.实施例3:
32.本发明提供了一种用于建筑物的阻燃涤纶纺粘非织造布,具体加工步骤如下:
33.s1、准备原料:按照3.8:1的比例准备聚酯切片和无卤阻燃剂,将其以混合搅拌转速设置为270r/min,搅拌时长设置为10-15min充分混合后进行干燥处理,干燥处理采用干燥机干燥至含水率低于0.1%,无卤阻燃剂设置为氢氧化铝,聚酯切片特性粘度范围设置为0.685;
34.s2、连续长纤维制备:将步骤s1干燥后的混入阻燃剂的聚酯切片在280℃的温度下熔融并定量送到喷丝板处,在280℃的温度下通过微孔挤出,微孔的直径设置为0.25mm,挤出的丝条被引入一个狭长的腔体中,在气流的作用下被快速牵伸;被牵伸丝的气流速度大于4500m/min;
35.s3、初加工:由步骤s2中制备的连续长纤维出狭长腔体后落在位于腔体出口下方的多孔网帘上,牵伸气流通过帘下吸风装置排走,纤维被沉积在多孔网帘上,环状的网帘收集连续长纤维随机铺叠组成纤维面,环状的网帘横向运动速度设置为6m/s,连续工作及运动将成型的纤维网送出;
36.s4、热轧成型:由步骤s3中送出的连纤维网被送到双辊热轧机的入口,经轧制形成阻燃聚酯非织造布产品,产品存在着大量的微孔,产品的单位面积质量为180g/m2,厚度为0.6mm。
37.实施例4:
38.本发明提供了一种用于建筑物的阻燃涤纶纺粘非织造布,具体加工步骤如下:
39.s1、准备原料:按照3.8:1的比例准备聚酯切片和无卤阻燃剂,将其以混合搅拌转速设置为270r/min,搅拌时长设置为10-15min充分混合后进行干燥处理,干燥处理采用干燥机干燥至含水率低于0.1%,无卤阻燃剂设置为可膨胀石墨,聚酯切片特性粘度范围设置为0.685;
40.s2、连续长纤维制备:将步骤s1干燥后的混入阻燃剂的聚酯切片在280℃的温度下熔融并定量送到喷丝板处,在280℃的温度下通过微孔挤出,微孔的直径设置为0.25mm,挤出的丝条被引入一个狭长的腔体中,在气流的作用下被快速牵伸;被牵伸丝的气流速度大于4500m/min;
41.s3、初加工:由步骤s2中制备的连续长纤维出狭长腔体后落在位于腔体出口下方的多孔网帘上,牵伸气流通过帘下吸风装置排走,纤维被沉积在多孔网帘上,环状的网帘收集连续长纤维随机铺叠组成纤维面,环状的网帘横向运动速度设置为6m/s,连续工作及运动将成型的纤维网送出;
42.s4、热轧成型:由步骤s3中送出的连纤维网被送到双辊热轧机的入口,经轧制形成阻燃聚酯非织造布产品,产品存在着大量的微孔,产品的单位面积质量为180g/m2,厚度为0.6mm。
43.实施例5:
44.本发明提供了一种用于建筑物的阻燃涤纶纺粘非织造布,具体加工步骤如下:
45.s1、准备原料:按照4.5:1的比例准备聚酯切片和无卤阻燃剂,将其以混合搅拌转速设置为270r/min,搅拌时长设置为10-15min充分混合后进行干燥处理,干燥处理采用干燥机干燥至含水率低于0.1%,无卤阻燃剂设置为氢氧化铝,聚酯切片特性粘度范围设置为0.685;
46.s2、连续长纤维制备:将步骤s1干燥后的混入阻燃剂的聚酯切片在280℃的温度下熔融并定量送到喷丝板处,在280℃的温度下通过微孔挤出,微孔的直径设置为0.25mm,挤出的丝条被引入一个狭长的腔体中,在气流的作用下被快速牵伸;被牵伸丝的气流速度大于4500m/min;
47.s3、初加工:由步骤s2中制备的连续长纤维出狭长腔体后落在位于腔体出口下方的多孔网帘上,牵伸气流通过帘下吸风装置排走,纤维被沉积在多孔网帘上,环状的网帘收集连续长纤维随机铺叠组成纤维面,环状的网帘横向运动速度设置为6m/s,连续工作及运动将成型的纤维网送出;
48.s4、热轧成型:由步骤s3中送出的连纤维网被送到双辊热轧机的入口,经轧制形成阻燃聚酯非织造布产品,产品存在着大量的微孔,产品的单位面积质量为180g/m2,厚度为0.6mm。
49.实施例6:
50.本发明提供了一种用于建筑物的阻燃涤纶纺粘非织造布,具体加工步骤如下:
51.s1、准备原料:按照4.5:1的比例准备聚酯切片和无卤阻燃剂,将其以混合搅拌转速设置为270r/min,搅拌时长设置为10-15min充分混合后进行干燥处理,干燥处理采用干燥机干燥至含水率低于0.1%,无卤阻燃剂设置为可膨胀石墨,聚酯切片特性粘度范围设置为0.685;
52.s2、连续长纤维制备:将步骤s1干燥后的混入阻燃剂的聚酯切片在280℃的温度下熔融并定量送到喷丝板处,在280℃的温度下通过微孔挤出,微孔的直径设置为0.25mm,挤出的丝条被引入一个狭长的腔体中,在气流的作用下被快速牵伸;被牵伸丝的气流速度大于4500m/min;
53.s3、初加工:由步骤s2中制备的连续长纤维出狭长腔体后落在位于腔体出口下方
的多孔网帘上,牵伸气流通过帘下吸风装置排走,纤维被沉积在多孔网帘上,环状的网帘收集连续长纤维随机铺叠组成纤维面,环状的网帘横向运动速度设置为6m/s,连续工作及运动将成型的纤维网送出;
54.s4、热轧成型:由步骤s3中送出的连纤维网被送到双辊热轧机的入口,经轧制形成阻燃聚酯非织造布产品,产品存在着大量的微孔,产品的单位面积质量为180g/m2,厚度为0.6mm。
55.实施例7:
56.分别取上述实施例1-6所制得的非织造布进行火焰燃烧指数和烟发展指数测试,得到以下数据:
[0057][0058]
实施例421310实施例527465实施例628470
[0059]
由上表可知,实施例3和实施例4中原料配合比例适中,采用该方式制备的非织造布实测火焰燃烧指数(fsi)低于fsi的a级标准(0-25),且实测烟发展指数(sdi)低于sdi的a级标准(0-450);
[0060]
如图1-2,同时对实施例3和实施例4制得的非织造布进行物理机械性能测试,得到以下数据:
[0061][0062]
从而确定本专利所述阻燃涤纶纺粘非织布阻燃特征为火焰传播指数fsi小于25,
烟发展指数sdi小于400,透气率大于14cfm,纵向拉伸强力为120n-700n,纵向延伸率为30%-40%,横向拉伸强力为110n-600n,横向延伸率为30%-40%,纵向干热收缩率为小于3%,横向干热收缩率为小于2%;可应用在建筑领域中;相较现用柔性材料有更高的性价比;其物理机械性能优于短纤及聚丙烯长丝构成的产品,因采用了高效的纺粘工艺加工使其的成本远低于其它建筑用柔性材料,同时它具有达到a级水平的阻燃水品;是一种成本低于大多数现用柔性建材,性能高于大多数现用柔性建材的高阻燃材料。
[0063]
最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
[0064]
其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
[0065]
最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。