1.本公开涉及细长可卷绕元件的连续流的处理。
背景技术:
2.细长可卷绕元件(如纤维或合成丝线(如纺织行业中使用的)、金属丝等)的处理是公知的。为了应用不同类型的处理,例如染色、涂覆等,或者作为例如在纺织行业中沿着生产线连续供给这些元件的一部分,可能需要这种处理。
3.处理丝线的系统的实例是本技术人的题为《用于处理丝线的集成系统和方法及其使用(an integrated system and method for treating a thread and using thereof)》的wo 2017/013651和题为《用于处理丝线或其部分的系统、机器和方法(system,machine and method for treating threads or parts thereof)》的wo 2017/203524。
技术实现要素:
4.根据本公开的一个实施例,提供了一种用于处理连续通流的细长可卷绕元件的处理单元,其中该单元包括:
5.(a)用于容纳气体环境的基本上密封的外壳,该外壳具有用于细长可卷绕元件的连续进入的入口和用于处理过的细长可卷绕元件的连续流出的出口;
6.(b)位于外壳内的处理设备,用于处理其中的细长可卷绕元件;以及
7.(c)空间装载系统,其位于外壳内,用于在外壳内连续收集细长可卷绕元件,并用于将细长可卷绕元件从入口传送到出口。
8.另外,由处理设备进行的处理使得想要容纳的材料释放到外壳的内部,并且处理单元还包括外壳内的减压设备,用于防止想要容纳的材料从外壳内排出到其外部。
9.进一步地,减压设备可操作以导致外壳内的压力局部降低。
10.另外,减压设备包括用于在外壳内进行气体循环的鼓风机,其可操作以导致邻近入口的区域处的压力降低。
11.进一步地,处理单元还包括:用于从外壳的内部去除气体的抽吸装置;以及
12.用于收集要容纳的材料以防止它们释放到外壳外部的大气中的设备。
13.另外,空间装载系统可操作以将细长可卷绕元件以预定的速率传送通过外壳,以使其暴露于处理设备的处理达预定的停留时间。
14.进一步地,入口和出口以预定线性距离间隔开,空间装载系统包括一个或多个装载构件,装载构件具有非线性装载表面,非线性装载表面用于沿着非线性装载路径将细长可卷绕元件卷绕在装载构件上,
15.并且其中装载路径的长度的量值是入口与出口之间的线性距离的至少三倍。
16.另外,一个或多个装载构件具有大致圆柱形的表面,用于以卷绕布置接收细长可卷绕元件。
17.进一步地,一个或多个装载构件是可旋转的,并且空间装载系统还包括用于其旋
转的驱动器。
18.另外,非线性装载路径是蛇形的。
19.进一步地,一个或多个装载构件是沿蛇形装载路径限定节点的多个分立装载构件。
20.另外,多个分立装载构件包括分立装载构件的第一和第二相对布置,并且其中在装载时,细长可卷绕元件沿蛇形装载路径绕第一和第二布置中的每一者的相对装载构件交替地卷绕。
21.另外,入口是用于将一定长度的细长卷绕元件横向插入到处理单元中的槽形开口;
22.分立装载构件的第一布置相对于槽形开口以预定的相互空间关系布置,以便从其接收细长卷绕元件;
23.分立装载构件的第二布置是相对于第一布置和槽形开口在第一位置与第二位置之间可移动的,
24.其中,在第一位置,第二布置被设置成使得槽形开口被设置在第一布置与第二布置之间,
25.并且在第二位置,第二布置被设置成远离槽形开口,使得第一布置被定位在其间;
26.其中第一布置和第二布置中的每一者的每个装载构件是间隔开的,以便当在第一位置与第二位置之间移动时使得第二布置的分立的装载构件能够穿过第一布置的分立的装载构件;以及
27.其中当第二布置被定位在第一位置并且一定长度的细长可卷绕元件被横向地引入穿过槽形开口以便覆盖第一布置的分立装载构件时,第二布置可操作以便朝向第二位置平移,穿过第一布置的分立装载构件,朝向第二位置平移,以便接合细长可卷绕元件并且将其沿着蛇形装载路径拉动穿过第一布置的构件。
28.根据另一实施例,空间装载系统还包括旋转卷绕臂,用于接合细长可卷绕元件以便将其卷绕在一个或多个装载构件周围。
29.另外,装载路径是螺旋形的,并且一个或多个装载构件被配置成以螺旋形布置在其周围接收细长可卷绕元件,其中相邻的线圈是不接触的。
30.进一步地,一个或多个装载构件中的每一者的外部的轮廓形成为限定螺旋形装载路径。
31.此外,空间装载系统还包括:
32.驱动器;
33.传动装置,其用于将旋转运动从驱动器传递到旋转卷绕臂;以及
34.用于控制驱动器的操作的控制器,控制器可操作来以一种方式调节驱动器,以便调节空间装载系统收集细长可卷绕元件并将其从外壳的入口传送到出口的动态条件。
35.进一步地,控制器可操作以在一方向上正常地操作驱动器,从而导致由空间装载系统装载细长可卷绕元件,并且其中控制器还可选择性地操作以反向地操作驱动器,从而导致细长可卷绕元件从空间装载系统卸载。
36.另外,一个或多个装载构件是可旋转的,并且其中传动装置还可操作以将来自驱动器的第二旋转运动传递到其上。
37.进一步地,提供了多个安装成绕中心轴线旋转的大致圆柱形的装载构件。
38.另外,空间装载系统在外壳内安装在限定中心轴线的中心支撑轴线上,并适于围绕其可选择地旋转。
39.进一步地,处理设备包括至少两个可相互独立操作的处理源,用于在至少两个相互独立的处理区中处理细长柔性元件。
40.另外,一个或多个处理源是温度处理设备。
41.进一步地,两个或多个处理源安装在外壳内并可相互独立操作,每个处理源可在选定温度下操作,以便在外壳内限定至少两个可独立控制的温度处理区域。
42.另外,细长柔性元件标记有标记物质,并且在通过入口进入外壳之后,空间装载系统可操作以将承载细长柔性元件的物质暴露于由处理设备进行的预定处理达期望的停留时间。
43.进一步地,细长柔性元件是染色丝线,处理单元是干燥器,并且处理设备包括一个或多个热源,热源可操作以在丝线从干燥器出去之前干燥丝线。
44.根据本公开的另外的实施例,提供了一种基本上密封的外壳,该外壳用于对连续通流的细长柔性元件进行通流处理,细长柔性元件承载可处理物质,可处理物质散发在处理期间要容纳在外壳中的材料,外壳包括:
45.(a)限定内部的多个壁;
46.(b)入口,入口用于使细长柔性元件连续地进入内部;
47.(c)出口,出口用于处理过的细长柔性元件的连续流出;
48.(d)位于外壳内的处理设备,处理设备用于处理其中的细长可卷绕元件,从而导致有要容纳在外壳内的材料的释放;以及
49.(e)减压设备可操作以导致外壳内的压力局部降低。
50.另外,减压设备包括用于在外壳内进行气体循环的鼓风机,其可操作以导致邻近入口的区域处的压力降低。
51.进一步地,基本上密封的外壳还包括:
52.用于从外壳的内部去除气体的抽吸装置;以及
53.用于收集要容纳的材料以防止它们释放到外壳外部的大气中的设备。
54.根据本公开的另一个实施例,提供了一种用于处理细长可卷绕元件的连续通流的收集单元,该收集单元包括:
55.(a)用于连续通流的细长可卷绕元件的通流处理的外壳,外壳具有用于细长可卷绕元件的连续进入的入口和用于细长可卷绕元件的连续流出的出口;以及
56.(b)空间装载系统,其位于外壳内,用于连续收集和放出外壳内的细长可卷绕元件,并且用于将细长可卷绕元件从入口传送到出口。
57.另外,入口和出口以预定线性距离间隔开,空间装载系统包括一个或多个装载构件,装载构件具有非线性装载表面,非线性装载表面用于沿着非线性装载路径将细长可卷绕元件卷绕在装载构件上。
58.并且其中装载路径的长度的量值是入口与出口之间的线性距离的至少三倍。
59.进一步地,一个或多个装载构件中的每一者具有大致圆柱形的表面,用于以卷绕布置接收细长可卷绕元件。
60.另外,一个或多个装载构件是可旋转的,并且空间装载系统还包括用于其旋转的驱动器。
61.进一步地,非线性装载路径是蛇形的。
62.另外,一个或多个装载构件包括多个分立装载构件,这些装载构件沿着蛇形装载路径限定节点。
63.进一步地,多个分立装载构件包括分立装载构件的第一和第二相对布置,并且其中在装载时,细长可卷绕元件沿蛇形装载路径绕第一和第二布置中的每一者的相对装载构件交替地卷绕。
64.另外,入口是用于将一定长度的细长卷绕元件横向插入到外壳中的槽形开口;
65.分立装载构件的第一布置相对于槽形开口以预定的相互空间关系布置,以便从其接收细长卷绕元件;
66.分立装载构件的第二布置是相对于第一布置和槽形开口在第一位置与第二位置之间可移动的,
67.其中,在第一位置,第二布置被设置成使得槽形开口被设置在第一布置与第二布置之间,
68.并且在第二位置,第二布置被设置成远离槽形开口,使得第一布置被定位在其间;
69.其中第一布置和第二布置中的每一者的每个装载构件是间隔开的,以便当在第一位置与第二位置之间移动时使得第二布置的分立的装载构件能够穿过第一布置的分立的装载构件;以及
70.其中当第二布置被定位在第一位置并且一定长度的细长可卷绕元件被横向地引入穿过槽形开口以便覆盖第一布置的分立装载构件时,第二布置可操作以便朝向第二位置平移,穿过第一布置的分立装载构件,朝向第二位置平移,以便接合细长可卷绕元件并且将其沿着蛇形装载路径拉动穿过第一布置的构件。
71.根据又一实施例,空间装载系统还包括旋转卷绕臂,用于接合细长可卷绕元件,以便将其卷绕在一个或多个装载构件周围。
72.另外,装载路径是螺旋形的,并且一个或多个装载构件被配置成以螺旋形布置在其周围接收细长可卷绕元件,其中相邻的线圈是不接触的。
73.进一步地,一个或多个装载构件中的每一者的外部的轮廓形成为限定螺旋形装载路径。
74.此外,空间装载系统还包括:
75.驱动器;
76.传动装置,其用于将旋转运动从驱动器传递到旋转卷绕臂;以及
77.控制器,控制器用于控制驱动器的操作,
78.控制器可操作来以一种方式调节驱动器,从而调节空间装载系统收集细长可卷绕元件并将细长可卷绕元件从外壳的入口传送到出口的动态条件。
79.进一步地,控制器可操作以在一方向上正常地操作驱动器,从而导致由空间装载系统装载细长可卷绕元件,并且其中控制器还可选择性地操作以反向地操作驱动器,从而导致细长可卷绕元件从空间装载系统卸载。
80.另外,一个或多个装载构件是可旋转的,并且其中传动装置还可操作以从驱动器
向其传递第二旋转运动。
81.进一步地,提供了多个安装成绕中心轴线旋转的大致圆柱形的装载构件。
82.另外,空间装载系统在外壳内安装在限定中心轴线的中心支撑轴线上,并适于围绕其可选择地旋转。
83.根据本公开的又另一个实施例,提供了一种处理细长可卷绕元件的连续通流的多工位系统,该多工位系统包括:
84.(a)用于细长可卷绕元件的通流和处理的至少第一和第二处理单元,第二处理单元可操作以在连续过程中从第一处理单元正常接收在其中处理的细长可卷绕元件的流出物,
85.其中第一处理单元可操作来以第一行进速率从其散发细长可卷绕元件,并且第二处理单元可操作来以第二行进速率吸入细长可卷绕元件,并且
86.其中第一速率和第二速率彼此不同;以及
87.(b)收集单元,其设置在至少第一和第二单元之间,适于以第一速率选择性地接收和收集来自第一处理单元的细长可卷绕元件的通流,并且适于以第二速率将细长可卷绕元件提供给第二处理单元,其中,收集单元可操作来以选定的速率选择性地收集通流元件,以将通流元件的行进速率从第一速率改变到第二速率。
88.另外,至少第一和第二处理单元中的每一者根据本文公开的任何处理单元构造和操作。
附图说明
89.示例性实施例在参考附图中示出。图中所示的部件和特征的尺寸通常是为了表示的方便和清楚而选择的,并且不必按比例示出。附图如下。
90.图1是根据本发明一个实施例的用于处理细长可卷绕元件的多工位处理系统的示意性框图;
91.图2是用于制备由有色织物或丝线形成的制品的多工位处理系统的示意性框图,该多工位处理系统包括染色工位和干燥器;
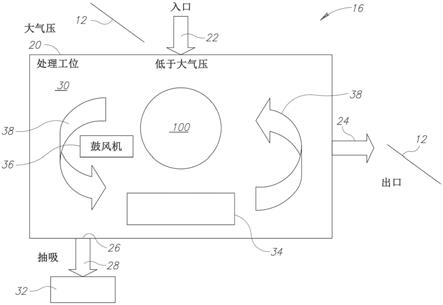
92.图3a是根据本发明一个实施例构造的处理单元(例如图2的干燥器)的概括示意图;
93.图3b类似于图3a,除了在单元内包括多个处理区域;
94.图4是根据第一实施例的用于收集和放出在图1至图3b的系统和单元中使用的细长可卷绕元件的空间装载系统的示意图;
95.图5是根据第二实施例的用于收集和放出在图1至图3b的系统和单元中使用的细长可卷绕元件的空间装载系统的示意图;
96.图6是采用如图4所示的蛇形空间装载系统的处理单元的透视图,该处理单元实现为用于染色丝线的多工位系统的干燥器单元;
97.图7是图6的干燥器单元的纵向剖视图;
98.图8是垂直于图7的视图的图6的干燥器单元的横向剖视图;
99.图9a和图9b分别是图6至图8的蛇形空间装载系统的后视图和前视图;
100.图10a是图6的干燥器单元在向其中供给染色丝线之前的局部剖开的顶视图;
101.图10b是图6的干燥器单元的放大的局部剖开的顶视图,示出了染色丝线最初放置在其中的蛇形空间装载系统的第一组装载构件上;
102.图11a是在非装载位置的图4和图6至图10b的第一和第二组蛇形空间装载系统的示意图;
103.图11b示出了在细长柔性元件的初始装载期间的图11a的系统;
104.图11c示出了在其初始装载之后的图11a和图11b的系统;
105.图11d示出了在完全装载时图11a至图11c的系统;
106.图11e是示出细长柔性元件被单个分立装载构件拿起的示意图;
107.图12a是采用如图5所示的旋转空间装载系统的处理单元的透视图,该处理单元实现为用于染色丝线的多工位系统的干燥器单元;
108.图12b是图12a的处理单元的局部剖视图,其中入口处于打开状态;
109.图13a、图13b和图13c分别是图12b所示的处理单元的前视图、后视图和侧视图;
110.图14是图12a至图13c的处理单元的局部剖视图;
111.图15a是图12a至图14的旋转卷绕臂的示意性侧视图,示出了将细长柔性元件卷绕到图12a至图14的旋转空间装载系统上时的旋转路径;
112.图15b是图12a至图14的旋转卷绕臂的正视图,示出了卷绕头沿着卷绕臂的平移,导致细长柔性元件螺旋卷绕到旋转空间装载系统的装载构件上;
113.图15c和图15d是示出将细长柔性元件卷绕到旋转空间装载系统的装载构件上的示意图;
114.图16是用于以不间断的方式处理细长可卷绕元件的多工位工艺的示意性框图;以及
115.图17是如图16所示的缓冲单元的示意性框图。
具体实施方式
116.本文使用的术语还表示其变形和变位。除非另有说明,否则根据常规用法使用技术术语。除非另外说明,本文使用的所有技术和科学术语具有与本公开所属领域的普通技术人员通常理解的相同含义。单数术语“一”、“一个”和“该”包括复数指示物,除非上下文另有明确指示。类似地,词语“或”旨在包括“和”,除非上下文另外明确指出。尽管在本公开的实践或测试中可使用与本文所述的那些类似或等同的方法和材料,但下文描述了合适的方法和材料。术语“包含”是指“包括”。缩写“例如(e.g.)”来自拉丁语exempli gratia,并且在此用于表示非限制性实例。因此,缩写“例如(e.g.)”与术语“例如(for example)”同义。
117.在冲突的情况下,将以本说明书(包括术语的解释)为准。此外,所有的材料、方法和实例是说明性的而不是限制性的。
118.现在参考图1,提供了根据本发明一个实施例的用于处理细长可卷绕元件12的多工位处理系统,该多工位处理系统总体上由附图标记10表示。元件12可以是例如在纺织行业中使用的纤维或合成丝线,需要表面涂层的金属长丝或金属丝,或者实际上是可以使其自身进行如本文所述的连续通流处理的任何其它类型的可卷绕元件。
119.在其最一般的形式中,系统10包括多个处理工位,元件12基本连续地流过这些处理工位。
120.如图2所示,在一个实施例中,处理系统10可以是用需要标记后处理的标记物质处理元件12的系统,并且,更具体地说,是包括但不限于染色工位14和干燥器16的丝线染色系统。在染色工位14的上游还可以有其它工位,以及一个或多个任选的下游工位n,用于进一步加工丝线,和任选地,用于收集已染色和已干燥的丝线或用于喂入织物制造和处理工位(未示出)。作为非限制性实例,这样的系统可以是在题为《用于处理丝线的集成系统和方法及其使用(an integrated system and method for treating a thread and using thereof)》的wo 2017/013651和题为“《用于处理丝线或其部分的系统、机器和方法(system,machine and method for treating threads or parts thereof)》”的wo 2017/203524中公开的那些。
121.染色工位14通常是指用于将染料施加到丝线上的工位,例如,如上述wo 2017/013651中所述,而干燥器16是指处理单元,已染色的丝线以连续的通流从染色工位14进入该处理单元,经历如下所述的干燥过程,然后离开。因此应当理解,除非有相反的说明,术语“处理单元”和“干燥器”在本文中可互换使用。
122.现在参考图3a,示出了处理单元,例如图2的干燥器16。从下面的描述中可以理解,处理单元16具有许多优点,包括当元件12通过时在单元16内的预定停留时间内处理元件12的能力,以及在处理期间容纳可以释放到单元16的内部气体环境中的某些处理材料的能力。
123.如图3a所示,单元16包括基本密封的外壳20,用于收集和放出元件12以在单元16内进行处理的空间装载系统100,以及用于处理元件12的设备,如下所述,元件12在离开外壳之前沿着空间装载系统100行进。
124.应当理解,单元16不受尺度或尺寸的限制。因此,在其中收集元件12并且在其中可以提供如本文所述的处理的外壳20可以具有任何预定尺寸,从小型桌面装置到用于主要工业生产的房间或大厅的尺寸变化。
125.基本密封的外壳20具有用于细长可卷绕元件12连续进入的入口22和用于处理过的细长可卷绕元件连续流出的出口24。优选地,还设置有气体出口26,用于从外壳20的内部30去除气体的抽吸装置28,以及用于处理材料的容纳设备32,处理材料设法被容纳并被防止退出到外壳20外部的环境。
126.设置在外壳20内的处理设备是所需处理的功能。在本实例中,其中单元16是干燥器,所需的处理可以是温度相关的,使得设备34可以是加热器或冷却器;或对流过单元16的元件12有益的任何其它类型的处理。
127.任选地,根据一些实施例,还可以提供鼓风机36,用于使外壳20内的气体环境循环,如箭头38所示。
128.根据一个优选实施例,例如,如下面结合图12a至图15所示和所述,鼓风机36被配置和操作为局部地将外壳20内部,特别是靠近入口22和出口24的区域内的压力降低到低于大气压的压力。因此,应当理解,虽然在当前描述的实施例中,外壳20不是机械密封的,但是,由于入口22、出口24和气体出口26附近的压力降低,当已处理元件12穿过外壳20时,可以从已处理元件12排放到外壳20的气体环境中的处理材料被阻止排出到外壳20外部的周围大气中并容纳在其中,如上所述,这被认为是基本密封的。
129.在下文中,根据各种实施例,结合图4至图15b详细描述处理单元16(通常在用作干
燥器时)和空间装载系统100。
130.现在简要地参考图3b,示出了单元16,其通常类似于上面结合图3a示出和描述的单元,其中共同的或类似的特征用与图3a中使用的相同的附图标记表示,并且除了关于两个示出的单元之间的区别之外,这里不具体描述。
131.在可选实施例中,如图3b所示,单元16可用于在外壳20内提供多个不同的处理区域。因此,作为非限制性实例,描绘了三个这样的区域,表示为区域1、2和3。在一个实例中,区域1、2和3可以处于不同的温度,例如可以导致连续的温度变化,无论是相对热还是冷。此外,在另一个实施例中,一个或多个区域可以具有另一种类型的处理设备与温度处理设备相结合。每个区域的不同处理设备分别用34a、34b和34c表示。
132.如上所述,单元16包括用于收集和放出元件12的空间装载系统100。系统100的一个特定特征是它便于沿装载路径收集和通流一定长度的元件12,装载路径可以明显大于外壳20的入口和出口之间的线性距离,至少为其三倍长度。
133.如图4所示,其中空间装载系统400被描述为具有蛇形装载路径402,沿着装载路径的丝线的总长度明显大于入口22和出口24之间的距离“x”。
134.类似地,在图5中,空间装载系统500被描述为具有螺旋形装载路径502,沿着装载路径的丝线的总长度明显大于入口22和出口24之间的距离“x”。
135.现在参考图6至图8,其中描绘了采用如图4中示意性描绘的蛇形空间装载系统的处理单元,其任选地实现为用于染色丝线的多工位系统的干燥器单元416,如图2至图3b所示。与上面结合图3a所示和所述的那些基本相似的本发明的干燥器单元416的特征由相似的附图标记表示,但具有前缀“4”,并且在此不再具体描述。
136.干燥器单元416具有大致平坦的构造,其中外壳420具有大致扁平的矩形构造,具有可移除的盖472。典型地,一对大致平坦的加热元件434(图7)定位在可选的隔热后面板473和盖472的内部,用于干燥穿过单元416的元件12。任选地,还提供了位于单元416的下部的抽吸装置428(图7),用于引导气体流离开入口422并且以便从如所公开的外壳的内部去除气体。
137.现在还参考图9a至图10b,在外壳420的端部474(图7)处设置有优选地槽形的开口473,以便通过使用一对引导构件475(图6至图10b和图11b),通过开口473,接收元件12的吸入,如下所述。显然,所示的一对引导构件可由任何其它合适的导向装置代替。
138.现在还参考图11a至图11d,蛇形空间装载系统400本身包括安装在第一桥接构件482上的分立装载构件481的第一布置480,以及安装在第二桥接构件485上的分立装载构件484的第二布置483,蛇形空间装载系统400的操作独立于单元416作为干燥器的使用。分立装载构件480和483的两个布置相对于槽形开口473以预定的相互空间关系布置,以便从其接收元件12。第一布置480的装载构件481可以由马达477(图7)和适当的传动装置(总体标记为479)旋转。根据需要,一个或多个装载构件481可以由马达477旋转,以便在期望的动态条件(例如张力和/或速度)下帮助控制元件12的通流。可替代地,装载构件481可以被安装用于被动旋转,在轴承上,或静止,可选地具有合适的低摩擦涂层。第二布置483的装载构件484可类似地为静止的、可被动旋转的或机动的。在本实例中,装载构件484是可被动旋转的,安装在合适的轴承上。
139.在所示的实施例中,第一布置480被固定,以便具有相对于槽形开口473固定的位
置,使得当一定长度的元件12通过开口473横向插入时,其覆盖在第一布置480的分立装载构件481上(图10b和图11b)。
140.特别如图9a至图9b所示,第二布置483的第二桥接构件485安装在滑轮系统上,滑轮系统具有一对皮带或链条488,每个皮带或链条围绕一对固定在外壳相对端的滑轮489安装。滑轮系统可以手动启动,例如通过手柄490,或者通过合适的马达(未示出),以便在第一和第二极限位置之间移动第二布置483,以便装载本发明的蛇形空间装载系统。在第一位置,如图11b所示,第二布置483远离第一布置480定位,使得槽形开口设置在第一和第二布置之间。在第二位置,如图11d所示,第二布置483设置在槽形开口的远端,使得第一布置480如图所示。
141.还可以看到,第一和第二布置480和483彼此隔开,并且相对于彼此交错,以便当在第一和第二位置之间移动时,能够使第二布置的分立装载构件通过第一布置的分立装载构件。
142.现在简要参考图11e,为了有助于防止元件12在接合时从分立装载构件481和484上滑落,每个装载构件通常具有扩大的头部485和直径减小的腰部或颈部486。例如,特别是在图10a和图10b中可以看到,装载构件481和484设置为v形“销”构件。在另一实施例中,通过在另外的圆柱形构件上形成具有所需摩擦特性的表面,可替代地防止元件12的滑动。然而,优选地,如图11e中进一步示出的,从位置(i)看,元件12的拉紧长度与装载构件的颈部486的横向接合导致元件12被卡住,从而使得装载构件的随后的连续运动(由箭头487指示)朝向位置(ii)与其一起拉动元件12。
143.现在具体参考图11b,为了装载系统,第二布置483移动到其第一位置,如箭头491所示,以便在第一布置480上方和槽形开口473上方。随后,将一定长度的元件12插入成角度的引导构件475之间。如图11b所示,元件12最初从位置(a)移动,然后连续地移动到位置(b)和(c),因为它被引导朝向并穿过槽形开口473,以便在位置(d)从槽形开口473露出,并跨过第一布置480的分立装载构件481的顶部放置。
144.然后移动第二布置483,使得其装载构件484穿过第一装载构件481,从而以结合图11e示出和描述的方式接合元件12,并因此拉动元件12穿过第一布置480的装载构件,如最初在图11c中看到的,并且更完全地在图11d中看到的,沿着蛇形装载路径402,如图4所示。
145.现在参考图12a至图14,根据可选实施例,提供了处理单元516,用于处理细长柔性元件(例如图1的细长可卷绕元件12)的连续通流。在本实例中,单元516被实现为后标记单元,如以上结合图2所讨论的,用于处理连续通流的标记物质,并且更具体地,被实现为干燥器(如图2所示),用于干燥可以从染色工位14接收的连续通流的染色丝线。
146.单元516包括用于容纳气体环境的基本上密封的外壳520,其具有用于细长可卷绕元件的连续进入的入口602(图12b)和用于处理过的细长可卷绕元件的连续流出的出口600(图12b)。外壳520优选地具有进入门572,以向操作者或维护人员提供进入外壳内部的入口,以便对处理单元516的内部进行维护。在本实施例中,入口602和出口600分别由槽形开口573(图12b至图14)的相对端构成。可滑动闭合件604(图12a至图12b)安装在外壳520上,用于在元件12初始引入其中之后基本上密封开口573。闭合构件的操作可以是手动的或通过使用适当的驱动器,示意性地表示为606。
147.处理单元516将旋转空间装载系统500容纳在外壳520内,用于连续收集和放出其
内的细长可卷绕元件,并用于在外壳520内的期望停留时间之后将细长可卷绕元件从入口602传送到出口600。停留时间尤其根据在外壳520内执行的处理的类型、组成元件12的材料以及元件12通过单元516的速率来确定。根据上面图5的实施例,其中装载路径502通常是螺旋形的,这里所示的空间装载系统500具有多个通常为圆柱形的装载构件或卷线筒616。
148.如图12b和图13c所示,卷线筒616优选地通过提供总体上标记为640的凹槽来形成轮廓,以便在绕其卷绕时防止元件12的相邻线圈接触。在本发明的各种实施例中,卷线筒616可以是平滑的,如所示的轮廓,圆柱形或圆锥形,并且以各种非相互平行的角度或任何期望的组合安装,以便既确保当元件12被收集在其上时元件12的精确定位,又优选地当卷绕到卷线筒上时防止元件12的相邻线圈接触。根据可选实施例,并且如参考图15c和图15d可以理解的,还可以在一个或多个卷线筒616上或邻近一个或多个卷线筒616设置梳或分离器元件(未示出)。这可以是纺织行业已知的任何类型的有叶片的或有齿的梳或分离器。这种梳或分离器元件的一个特别有用的定位是元件12经由出口600(未示出)经由引导件772沿着图15c和图15d所示的路径离开。
149.还提供了与旋转空间装载系统500相关联的卷绕系统630,用于在其上卷绕柔性元件12,如下所述。在本实施例中,卷线筒616是可旋转的,如下所述,并且绕中心轴线690(图14)分布,中心轴线690也可以用作卷绕系统630的旋转轴线。根据需要,一个或多个卷线筒616可以独立地旋转,以帮助元件12以期望的张力和速度通流。可替换地,一个或多个卷线筒616可以安装在基座615上,用于被动旋转,在轴承上,或静止,但表面具有期望摩擦特性。
150.在本实例中,每个卷线筒616安装成围绕卷线筒轴线617旋转,卷线筒轴线617通常是其纵向对称轴线。
151.如图13b至图13c所示,处理单元516包括卷绕驱动器623,其可操作以驱动卷绕系统630,从而将柔性元件12卷绕到旋转空间装载系统500上。旋转驱动力经由卷绕驱动轴629从卷绕驱动器623传递到卷绕系统630,卷绕驱动轴629由连接到卷绕驱动器623的输出端的卷绕传动装置642驱动。
152.处理单元516还包括旋转驱动器625,该旋转驱动器625可操作以使卷线筒616绕其各自的卷线筒轴线617旋转。旋转方向优选与卷绕方向相反,以便当元件12绕其卷绕时减小元件12上的摩擦和张力。卷线筒616由旋转驱动力旋转,旋转驱动力从旋转驱动器625经由旋转传动装置641传递到旋转齿轮618(图14),然后传递到旋转驱动齿轮627。驱动元件618通过驱动链或带672或其它合适的机构与装载构件616连接,以从传动装置622传递驱动力。
153.在本实例中,为了限制外壳520的内部和外部之间的进入点的数量,卷绕驱动轴629延伸穿过旋转驱动齿轮627的中心,从而仅需要单个进入开口。
154.将空间装载系统500安装在单个轴上的另一个优点是便于进行系统维护。当需要时,前盖572(图12)可被移除,并且系统500绕轴线690(图14)旋转到任何期望的位置,从而提供到系统的任何期望部分的通路。
155.如上简述和图13c所示,提供控制器800以控制旋转驱动器625和卷绕驱动器623的操作,从而致动卷绕系统630以将引入元件12卷绕到空间装载系统上,同时沿相应方向旋转卷线筒616。控制器800可操作来以一种方式调节旋转驱动器625,以便调节行进速率和可选的其它动态条件,例如元件12的张力,在该张力下,元件12由空间装载系统500从入口602收集并将其传送到外壳520的出口600。
156.如图14所示,更详细地如图15a和图15b所示,卷绕系统630通常沿装载路径502卷绕细长元件12,如图15a所示,装载路径502的轮廓通常为螺旋形。如图14所示,处理单元516可用作缓冲器,其主要用途是当元件12从一个上游工位传送到随后的下游工位时平衡元件12的行进速度和任选的张力,如下面结合图16所述。
157.现在更详细地参考图15a至图15d,细长柔性元件12围绕装载系统500卷绕,并通过包括前导元件720和静止随动件771的卷绕对从装载系统500馈出。静止随动件771优选为卷绕臂700的槽形端部,并且前导元件720安装在垂直于卷绕臂700固定的导螺杆730上,以便与其一起旋转。卷绕臂700的旋转可操作以导致前导元件720和静止随动件771以固定的相互角度关系的相应旋转,同时,前导元件720朝向静止随动件771线性平移,如下所述。
158.应当理解,尽管在此示出和描述了卷绕臂700的特定旋转方向,但是对于元件12在单元516内的卷绕累积,卷绕臂700的旋转方向可以颠倒,以便于元件12的退绕,并且使其沿相反方向放出。
159.前导元件720沿导螺杆730的所述平移通过导链或皮带710围绕齿轮705(图15a至图15b)的定位来提供,齿轮705通过一对杆619和导螺杆730上的对应元件715(图15b)不可移动地固定到基座615。当齿轮705固定在适当位置时,卷绕臂700的旋转导致元件715旋转,从而导致导螺杆730的对应旋转。对齐构件735固定安装在静止随动件771上,并且自由地延伸穿过前导元件720中的开口(未示出)。因此,当导螺杆730旋转时,对前导元件720的最终影响是沿着导螺杆730移动前导元件720,如上所述,前导元件720螺纹安装在导螺杆730上,并且还通过延伸穿过导螺杆730的对齐构件735防止前导元件720绕其相对旋转。
160.卷绕臂700的静止随动件771具有形成在其上的凹槽(图15c和图15d),并从入口602(未示出)接收元件12,元件12从那里流向前导元件720,从前导元件720通过引导件772经由出口600(未示出)排出。然而,卷绕臂700的旋转可操作以沿着螺旋形卷绕路径引导元件12,同时,如上所述,前导元件720沿着导螺杆730移动,以便围绕卷线筒616卷绕元件,如图15c和图15d所示。
161.应当理解,元件12在旋转空间装载系统500上的盘绕堆积的总长度明显大于入口22和出口24之间的距离,如上面结合图5所述。
162.再次参考图13a至图13c,在当前作为干燥器示出的实施方式中,单元516包括温度处理设备534,通常为加热器,位于外壳520内,用于干燥细长可卷绕元件。应当理解,如上所述,由处理设备进行的处理可导致期望容纳的某些处理材料的释放。因此,为了基本上密封外壳520,并防止内部气体从外壳520不受控地排放到其外部,提供了减压设备536,其在此实现为鼓风机,可操作以导致邻近入口602的压力局部降低。
163.在本实施例中,如图所示,温度处理设备534和鼓风机536(图12b至图13b)位于外壳520的壁610上,位于隔板614的后部。外壳520内的空气或其它周围气体由加热器534加热,由鼓风机536循环,穿过设置在隔板614中的开口612(也见图12b),然后围绕旋转空间装载系统500,沿图13a中箭头651所示的方向循环。
164.在某些实施例中,控制器800可由被配置成执行软件的至少一个处理器操作。在某些实施例中,控制器800可以通过根据控制器800中的嵌入式软件操作的多个电开关来操作。处理单元516可以包括布置在外壳520内的传感器590,以收集测量结果,例如温度、湿度、预定气体的存在和/或类似测量结果。传感器590可操作以与控制器800通信,以便于控
制器800对处理单元516的操作。例如,控制器可以操作鼓风机536以根据传感器590的温度测量结果来增加或减少吹入气体环境中的热空气的量,以确保用于处理元件12的外壳520中的最佳温度。控制器800可以将信息提供给输出端(未示出),例如显示器,从而便于处理单元516的操作者跟踪气体环境的状况。基于该信息,至少一个处理器或操作者经由控制器800可以操作处理单元516以向细长可卷绕元件提供期望的处理。
165.现在参考图16,其示出了通常类似于上面结合图1示出和描述的系统10的多工位系统1010。然而,元件12可以在某些动态条件下离开每个工位,动态条件例如是行进速率和张力,其不一定等于进入随后的下游工位所需的行进速率和张力。
166.为了补偿这些潜在的差异,提供一个或多个缓冲单元1012,用于优化对通流元件12的处理。在图17中示意性示出的缓冲单元1012分别包括外壳1020、入口和出口1022和1024,以及空间装载系统1001,例如上面结合图3a至图15d示出和描述的系统400或500。还可以设想,该功能可以由多工位系统中的上文显示和描述的处理单元416或516中的一个或多个来提供。
167.因此可以理解,当试图改变动态条件时,例如通流元件12的行进速率和/或张力,给定的缓冲单元1012,以第一行进速率和/或张力接收元件12,可以被操作以选择性地以第二行进速率和/或张力累积和放出元件12,第二行进速率和/或张力不同于第一行进速率和/或张力,但等于适于下游工位吸入的行进速率和/或张力。
168.已经出于说明的目的给出了对本发明的各种实施例的描述,但是这些描述并不旨在是穷尽的或限于所公开的实施例。在不脱离所描述的实施例的范围和精神的情况下,许多修改和变化对于本领域的普通技术人员将是显而易见的。选择本文中使用的术语以最佳地解释实施例的原理、实际应用或对市场中存在的技术的技术改进,或使所属领域的技术人员能够理解本文中所公开的实施例。